基于雙層薄膜熱電偶的熱障涂層隔溫溫度精確測量
2020-11-05 06:50:38翁昊天姬中林謝子儀鄒兵林
航空發動機 2020年5期
關鍵詞:測量
段 力,翁昊天,姬中林,謝子儀,鄒兵林,王 盈
(1.上海交通大學電子信息與電氣工程學院,上海200240;2.中國科學院長春應用化學研究所,長春130022)
0 引言
21 世紀航空發動機的發展,側重于其商業化及提高效能,而提高航空發動機的燃動效能就需要提高渦輪進口的燃氣溫度,該溫度已經遠遠超出了渦輪葉片金屬基底材料的最高溫度承受能力,必須對合金材料的表面進行冷卻。冷卻氣流和熱障涂層(Thermal Barrier Coating,TBC)是最常用的2 種冷卻方法:提高冷卻氣量會有顯著的冷卻效果,但會大大降低航空發動機的運行效率;涂覆TBC 給渦輪葉片降溫是目前不可或缺的提高航空發動機工作溫度的方法,研發高效能、高可靠性的TBC 也成為目前航空發動機關鍵技術之一[1]。TBC 的研發主要有3 部分工作:(1)通過改良TBC 基本材料[2-5]和組成結構[6-7]來提高TBC 的隔溫性能;(2)研究TBC 隔溫性能的物理機制[8];(3)TBC 性能測量和表征[9],如溫度隔離能力、應力匹配、穩定性和可靠性、抗氧化性,其中隔溫效能是表征測量非常重要的1 項指標。
但是,在國內外的眾多文獻中,對于TBC 隔離溫度的報道不甚統一。例如Andress 等[10]在某型發動機高壓渦輪工作葉片上進行TBC 試驗時,噴涂厚度為0.254 mm 的涂層,平均降溫120 ℃;Meier 等[11]在現有渦輪冷卻技術下,涂層厚度為0.25 mm 的TBC 可使合金溫度降低111~167 ℃;而Maricocchi 等[12]研究的0.125 mm 的TBC(EB-PVD)降溫效果為56~83℃。造成以上數據不統一的主要原因在于:混淆了TBC 材料本身特征表征與冷卻效果的表征,前者屬于材料學的范疇,而后者與航空發動機具體結構和氣動狀態有關。比如航空發動機渦輪前1 導葉片,葉片背面有冷卻氣流,氣流狀況及其內外表面溫度都會對冷卻效果產生影響。此處談到的溫度隔離指冷卻效果,更加關注葉片表面的實際溫度,因為這關系到渦輪葉片的可靠性預估,但是這種熱障涂層的隔熱測量受內壁和外壁2 個界面的溫度狀況的影響,內外表面溫度邊界條件會造成TBC 隔溫效能的差異。段力等[13]利用計算機仿真得到:當內外壁溫差為700 ℃時,TBC 隔溫溫度為300 ℃左右;當內外壁溫差為1000 ℃時,隔溫效果高于700 ℃。所以,測量環境設定標準與嚴格掌控是準確測量的第1 個必要條件。而第2 個必要條件是測量方法的精準性,傳統的表面溫度測量常常采用紅外測溫儀,但其誤差較大。
本文回顧了航空發動機溫度測量技術,比較了各種測量方法的優缺點。提出了利用薄膜熱電偶技術對TBC 隔熱性能的測量方法、方案以及實踐情況,對熱障涂層隔熱性能的測量規范進行了探討。
1 溫度測量技術現狀分析
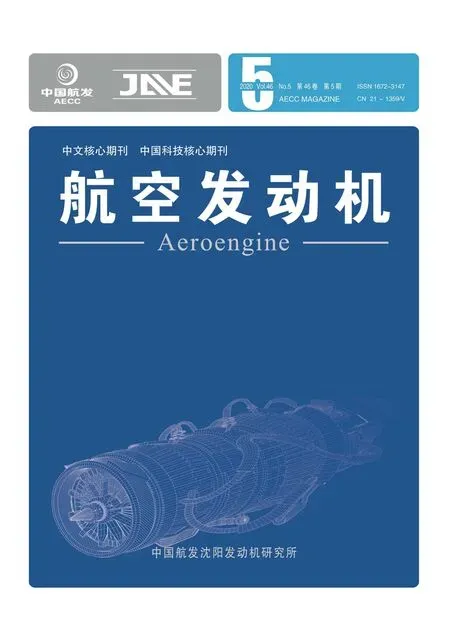
常規的壁面溫度測量測試技術包括:非接觸式的光學高溫測試[14]、示溫漆[15]、測溫晶體[16-17]、熱電阻和熱電偶溫度傳感器[18-19]技術,其特點見表1。比較的方式主要考慮這些測溫技術的可行性和必要性:可行性主要考慮溫度傳感測量實施的難易程度;必要性主要考慮測量的精準度、精確度、測量的重復性及實時性等因素。各種測溫技術的優缺點也不盡相同,比如非接觸式的光學高溫測試技術,其靜態標定精度受被測物體表面的粗糙度、氣體介質的成分、氧化程度及黑體度等因素的影響,測試精度難以保障;晶體測溫技術尺寸小、精度高、可制作成測溫陣列,不需要引線,但該技術和示溫漆測試壁面溫度測量都是“馬后炮”測量方式,即在做完試驗后才可以獲得整個測試過程中測點位置處歷經的最高溫度,無法實現實時測量和重復性測量,更無法實時對溫度進行動態跟蹤測量,比如渦輪葉片某一點長期處于高溫狀態(但不是最高溫)下,用這種一次性的方法就無法判定。聲表面波傳感器是目前性價比最高的測溫方法,因為其為無線遙感的非接觸方式,可以用于航空發動機轉子器件與轉動器件的傳感測量,這種傳感器目前在低溫測量方面已經實現商用化,但在高溫測量面臨嚴峻的挑戰,目前還沒有完全攻克。迄今為止,利用熱電偶和熱電阻測溫是保證測量精度的最佳方式,也是航空發動機高溫測量的主要手段。這種接觸式的溫度測量又分為2種:常規的浸入式和露端型熱電偶[20-21]和薄膜熱電阻和熱電偶傳感器測溫,二者都可以達到精準測量的目的。第1 種為傳統的測量壁面溫度的常規方式,必須利用絕緣陶瓷套管將熱電偶埋設在渦輪葉片金屬中,由于材料之間導熱系數的差異及其熱電偶系統尺寸偏大,會造成溫度場的漂移及測量點的誤差。而薄膜熱電偶在這方面體現出其獨特優勢[22],薄膜傳感器直接貼在壁面上,且尺寸微小,可以精準測量該點溫度,易于形成傳感器的陣列。所以,利用MEMS 薄膜溫度傳感器對TBC 進行精準溫度測量和隔溫性能的表征尤為重要,MEMS 溫度傳感器尺度很小(微米量級),對渦輪葉片表面傳熱和溫度分布,附著熱流軌跡及厚壁擾動影響極小,并且比常規熱電偶在局部溫度測量的精度要高得多。本文利用薄膜型鉑銠熱電偶測量熱障涂層的隔離溫度[23],保證了溫度測量的準確性和精確性。
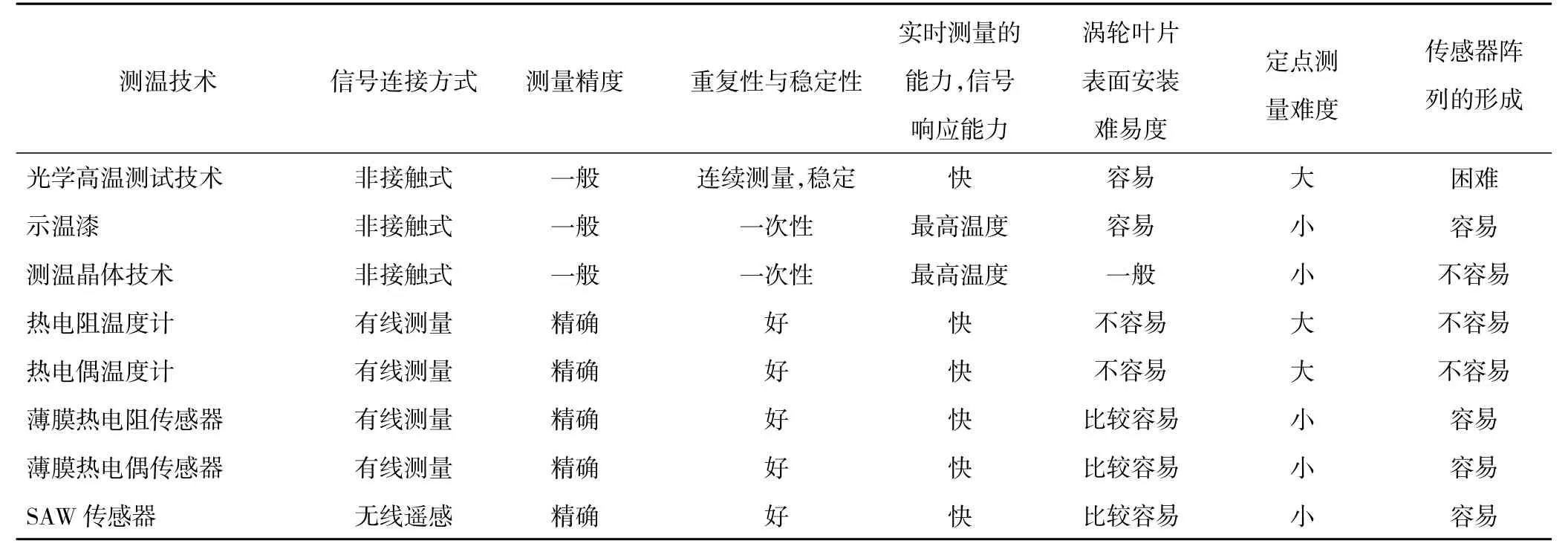
表1 渦輪葉片表面測溫技術方法
常規熱障涂層溫度隔離測量系統如圖1 所示。
采用高溫乙炔氣流給熱障涂層表面加熱,用光學的方法來測量火焰溫度,作為熱障涂層表面的溫度。在測試樣片的背面采用1 個標準的熱電偶來測試背面的溫度,2 個溫度之間的差值就是熱障涂層的隔溫溫度。這種方法測量的精度非常受限:光學測量本身存在幾十攝氏度的誤差;不能完全消除背面熱電偶和葉片表面之間的空氣間隙,使背面測量的樣片表面的溫度產生誤差。
本文提出利用MEMS 薄膜熱電偶的方式測量TBC 兩側的溫度差,并藉此算出隔溫溫度,對溫度測量的條件及其測量系統的標準化進行探討,初步設立了TBC 隔溫溫度的測量規范。
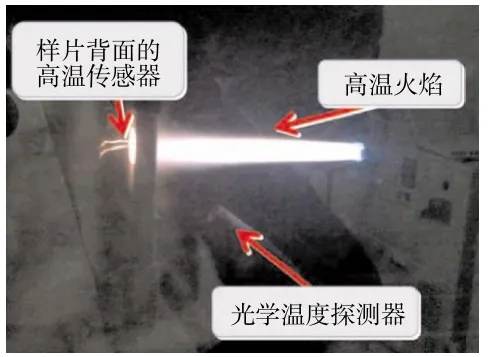
圖1 常規熱障涂層溫度隔離測量系統
2 測量原理詮釋
利用薄膜熱電偶的方法測量熱障涂層溫度隔離效能的測量結構如圖2 所示。從圖中可見,2 層熱電偶的測溫節點都位于小圓片的中間位置,用高溫熱流,給TBC 表面加溫,測量2 個熱電偶的溫差就可以得到TBC 涂層兩邊的溫差,即隔溫溫度。由于熱電偶的測溫精度高、溫度響應速度快,利用此法可以精確地測量熱障涂層兩端的溫差。這項技術的主要難點是TBC下表面薄膜傳感器的制作,因為熱障涂層的噴涂過程可能會破壞第1 層薄膜熱電偶的薄膜結構,本研究的應對策略是在薄膜傳感器制作過程予以詳細說明。
圖2 利用薄膜熱電偶的方法測量熱障涂層溫度隔離效能的測量結構
3 測量樣品的制作
選用直徑為25 mm、厚度為5 mm 的小圓鋼片作為基底,在此之上沉積30 um 厚度的MCrAlY 層之后,先噴涂1 層比較薄的(厚度為30 μm)的TBC,然后用MEMS 方法在涂層的表面制作Pt/PtRh 熱電偶,制作過程為:利用光刻的方法把有Pt 線條的地方露出來,采用磁控濺射的方式濺射1 層500 nm 厚度的Pt 薄膜,應用剝離工藝后形成寬度為5 mm 的Pt 薄膜線條;再做1 次PtRh 線條(也是5 mm 寬)的光刻過程,其線條與原有的Pt 線條垂直,形成1 個十字形,這個十字形的交點就是熱電偶的節點,也是采用磁控濺射和剝離的方式形成PtRh 的線條。然后使用直徑為0.1 mm 的Pt 和PtRh 細線高溫焊接在薄膜熱電偶上,在此基礎上,再用等離子噴涂法沉積1 層厚度為300 μm 的熱障涂層,考慮到薄膜熱電偶的厚度很薄,在第2 次噴涂的過程省去了噴砂過程,在噴涂之后用萬用表確認薄膜熱電偶的連接狀況,確認無誤后,再用MEMS 方法制作第2 層Pt/PtRh 薄膜熱電偶,最后使用直徑為0.1 mm 的Pt 和PtRh 細線連接出頂層的薄膜熱電偶。制作好的樣品如圖3 所示。需要說明的是在第2 次噴涂的過程中,由于高溫沖擊可能造成第1 層薄膜熱電偶損壞,在制作第1 層薄膜熱電偶時,線條的寬度不宜過窄,需達到100 μm 以上。
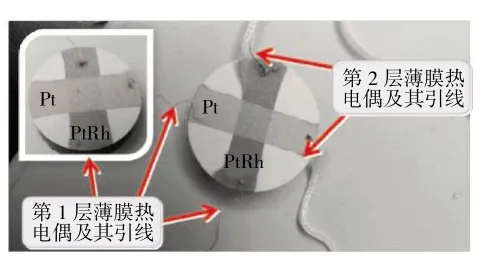
圖3 雙層Pt/PtRh 薄膜熱電偶樣品
4 測量過程與結果討論
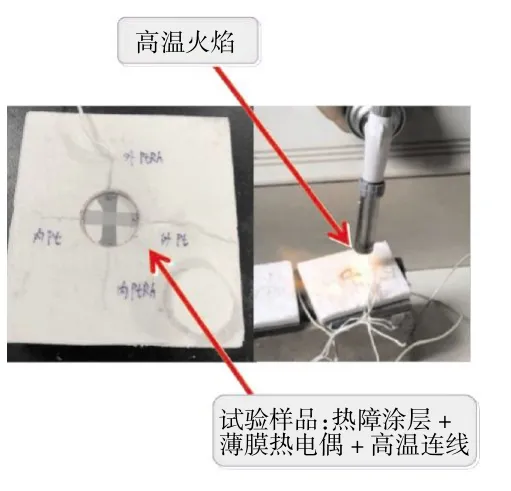
圖4 熱障涂層隔溫效果測量高溫施加與測量系統
在馬弗爐中對2 個熱電偶進行溫度校準:將標準的R 型熱電偶放置在小圓片上,在升溫過程中,同時測量3 個熱電偶的熱電壓,并畫出對應的熱電壓和溫度曲線作為薄膜型熱電偶的溫度測量標準。在做完溫度校準之后,進行熱障涂層的溫度隔離試驗。高溫施加過程(如圖4 所示)為:使用丁烷液化氣高溫噴槍噴射火焰,將樣品置于高溫火焰之下,采用耐高溫雙層護管,高溫噴嘴最高溫度可達1300 ℃,調整噴槍與樣品的距離即可調整熱障涂層表面的溫度及熱流狀況。用2個標準的R 型熱電偶分別放置在熱障涂層和樣片下部,用來測量熱障涂層表面火焰溫度和背面金屬溫度,通過測量比較4 個熱電偶(2 個標準熱電偶+2 個薄膜熱電偶)的溫度差別來評估熱障涂層的隔溫效果。
4.1 測量的結果分析
對熱障涂層上下2 層的熱電偶進行溫度校準測量,將樣品放置在馬弗爐中緩慢升溫,升溫速率為400 ℃/h,在這一過程中使用多通道數據采集進行熱電壓的測量,考慮到馬弗爐溫度讀數及其高溫腔內溫度場遲滯可能造成的誤差,在樣片表面放置1 個標準的R 型熱電偶進行同步測量,并以此為判定溫度的依據。2 個薄膜熱電偶的熱電壓隨溫度變化的曲線如圖5 所示。從圖中可見,曲線的重復度很好,以此溫度校準曲線作為標定,得到熱電壓與溫度的對應關系。在下面的熱障涂層溫度隔離測試當中,把所測熱電壓的值根據溫度校準曲線轉換為相應的溫度值。
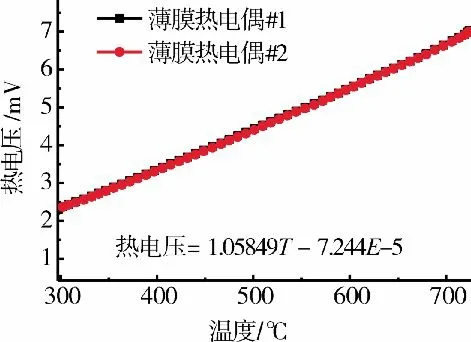
圖5 熱障涂層兩端熱電偶的溫度校準曲線
初步的溫度隔離試驗采用高溫槍將高溫熱流射向樣片表面,并利用高速率的數據采集器對4 個熱電偶的電壓進行瞬態數據采集,在升溫和降溫過程中4個熱電偶反應的溫度變化趨勢如圖6 所示。試驗證實了利用雙層的薄膜熱電偶對于測量TBC 兩側溫度差值的可行性,TBC 溫差變化趨勢和規律也符合預期。從圖中可見,外部施加火焰的溫度上升趨勢和內外2層熱電偶的溫度存在一定的對應關系。在開始時熱障涂層外部的熱電偶對溫度的反應很快,而內部的上升速度就比較慢,最后逐漸達到平衡,樣品底部的熱電偶由于樣片金屬的高溫氧化層及其空氣的間隙有一定的溫度隔離作用,所以上升速度始終很慢。外部的熱流火焰撤離之后(第470 s 處),熱障涂層內外熱電偶的溫度逐次降低。在本試驗中,樣片下是石棉絕熱體,也就是說不散熱。當達到熱平衡時,熱障涂層兩面的溫度趨于相同。在未來的試驗設計中(見下面討論部分),樣片底部的溫度控制在1 個穩定區間,如在水溫低于100 ℃附近,上下表面的溫度可以達到穩定的差值,利用熱障涂層兩面的溫度差,就可以對熱量涂層的隔溫效果做出標定。
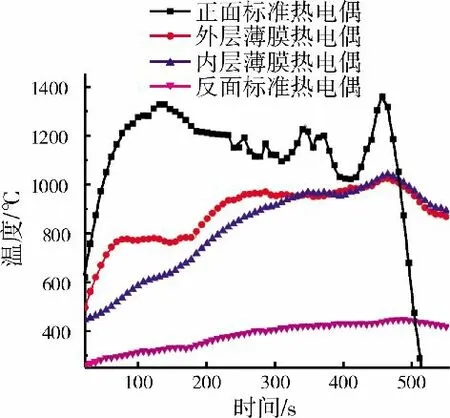
圖6 熱障涂層隔溫效果動態測量結果
隨后進行了瞬態的冷卻試驗,也就是在剛剛撤掉火焰之后的熱障涂層上噴1 層冷水進行冷卻,同時監測2 層薄膜熱電偶的瞬態溫度。瞬態試驗結果如圖7所示。顯然外層的熱電偶迅速冷卻,而內層熱電偶的冷卻速度偏慢,比較2 層的熱電偶溫度差值,可得TBC的溫度隔離效果為150 ℃左右。從結果還可知,由于TBC 冷卻的時間緩沖量級為秒,采用高速數據采集系統(精度可以達到10-5s),可以利用瞬態溫度降低溫差來衡量熱障涂層兩端的隔離溫度,這種試驗方式的可重復性容易實現。
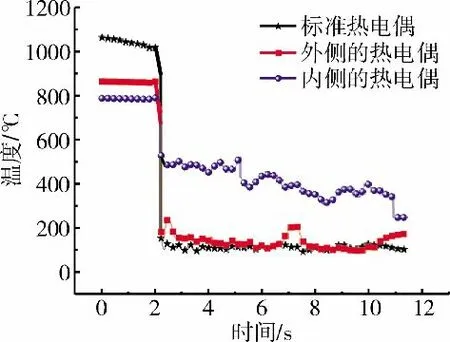
圖7 溫度冷卻瞬態效果
4.2 結果討論
要衡量TBC 溫度隔離效果,測量系統應該標準化;此外,測量體系的應用環境為可控的試驗室環境,而不是航空發動機的氣動環境。為此設計了1 種試驗裝置,用水來進行基底的冷卻。在測試時,利用高溫熱流來吹擊TBC 前表面及其上設置的薄膜溫度傳感器,獲得TBC 表面溫度的測量讀數;在施加高溫的同時,同步監測底層熱電偶的溫度讀數。在測量過程中,利用水冷裝置對測試樣品的基底金屬進行冷卻(并實時監控測量水溫)。利用達到熱平衡之后TBC 兩側薄膜熱電偶的溫度差作為熱障涂層隔溫溫度。標定方法可以用TBC 溫度隔離系數

式中:TC1和TC2為熱障涂層內、外表面溫度,取自薄膜熱電偶的讀數;tTBC為熱障涂層的的厚度。
從式中可見,熱障涂層的冷卻效果應該考慮厚度及其熱障涂層內、外表面溫差的影響,由于這3 個量都可以精準測量,可以在熱流量一致的情況下用TBC溫度隔離系數SΔTBC作為熱障涂層隔溫溫度的標準化標定,單位為℃/μm,也就是用每微米能夠達到的冷卻梯度表征TBC 隔溫效能。比如本試驗的熱障涂層的厚度為300 μm,可以達到的冷卻效果為150 ℃,則SΔTBC=0.5 ℃/μm。在后續工作中,會用這種系統來對熱障涂層進行測量表征。后續研究還應該包含測量的重復性、誤差方面的分析方法及影響因素,及其在不同高溫溫度TC1下SΔTBC可能的差異,熱障涂層隔溫溫度測量裝置如圖8 所示。
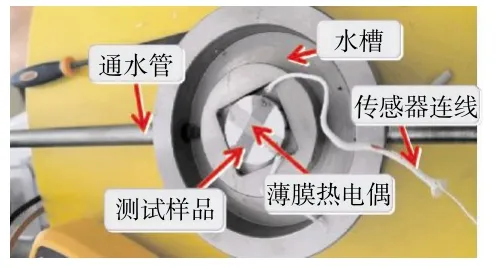
圖8 熱障涂層隔溫溫度的測量裝置
5 結束語
本文利用MEMS 技術在YSZ 熱障涂層的上下表面(TBC 表面和NiCr 合金與TBC 的界面處)制作了薄膜型熱電偶,用來精準測量熱障涂層兩側的溫度,并且用二者溫度差來衡量TBC 的隔溫溫度。試驗表明,該Pt/PtRh 薄膜型傳感器可以成功測量1200 ℃左右的高溫。本試驗還設計了1 套測量熱障涂層隔溫的標準化體系,并制定了1 種熱障涂層隔溫測量標準,可供未來TBC 測量標準制定借鑒。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00