一種新型夾具設計
2020-11-05 10:56:32許玲瓏王家珂李洪強
機械工程與自動化 2020年5期
許玲瓏,王家珂,李洪強
(揚州工業職業技術學院,江蘇 揚州 225127)
0 引言
薄壁圓柱型零件是機械制造中使用最為廣泛的一種零件,由于其具有重量輕、節約材料、結構緊湊等特點,被廣泛應用于各種生產過程中,但是由于自身內外直徑差小,強度較低且剛性較差,在切削加工的過程中,如果卡盤上的夾緊力過大時,會使得薄壁圓柱零件產生變形,造成零件的圓度誤差,從而使得其形狀精度受到影響;如果卡盤夾緊力過小,在切削力的作用下,其加工過程中容易產生振動,從而影響零件的形狀精度和尺寸精度,尤其是在加工薄壁圓柱零件的內孔時,很難滿足其圖紙要求。在薄壁類零件內孔加工的過程中,傳統方法是采用扇形軟爪,通過增加裝夾接觸面積來夾緊零件;通過增加工藝肋來提高強度,以減小加工過程中的變形。使用傳統方法加工時,有時會出現夾緊力不足或過大,影響加工質量,提高了成本。因此本文設計出了一套經濟適用且不影響加工質量的專用夾具,大大提高了生產效率。
1 新型夾具的結構設計
新型夾具的設計目的是通過對現有夾具進行設計改進優化從而使得加工效率大大提升。該新型夾具由金屬外圓錐體、金屬內圓錐體、彈簧和內六角螺栓等組成。金屬外圓錐體的外面有臺階和外圓錐,可方便圓柱薄壁工件的裝夾和定位,金屬外圓錐體內部有臺階孔,大孔內可裝彈簧,小孔加工有螺紋可與內六角螺栓配合;金屬內圓錐體的外部為圓柱體,內部有臺階孔和內圓錐,金屬內圓錐體的外部加工有孔和縱向長槽,內六角螺栓通過金屬內圓錐體的臺階孔端面帶動金屬內圓錐體與裝有彈簧的金屬外圓錐體的外圓錐配合,并通過螺紋小孔連接而形成一種新型夾具。
其中:①金屬內圓錐體的外部加工有孔,孔至少6個,均勻布置在圓柱體一端,接近且不能連接端面;②金屬內圓錐體的外部加工有縱向長槽,縱向長槽至少6個,均勻布置在圓柱體上,縱向長槽一頭出端面、一頭連接到孔;③金屬內圓錐體的內圓錐角與金屬外圓錐體的外圓錐角相等。
本文設計的新型夾具結構合理簡單,生產制造容易,成本低,通用性好,使用方便。使用新型夾具來加工圓柱薄壁工件,可大幅提高加工質量和工作效率。
圖1為新型夾具的裝配圖,圖2為金屬內圓錐體的左視圖,圖3為金屬內圓錐體的主視圖。
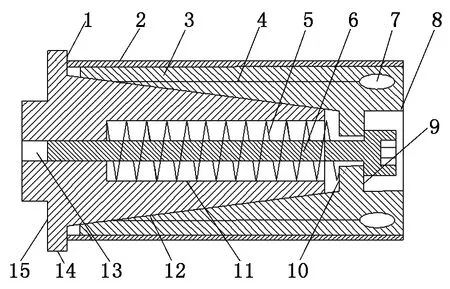
1-金屬外圓錐體臺階右端面;2-圓柱薄壁工件;3-金屬內圓錐體;4-金屬內圓錐體上均勻布置的縱向長槽;5-彈簧;6-內六角螺栓;7-金屬內圓錐體的外部圓柱體上均勻布置的孔;8-金屬內圓錐體上大孔;9-金屬內圓錐體上臺階孔右端面;10-金屬內圓錐體上臺階孔左端面;11-金屬外圓錐體內部臺階上的大孔;12-金屬外圓錐體上圓錐面;13-金屬外圓錐體上螺紋內孔;14-金屬外圓錐體;15-金屬外圓錐體臺階左端面
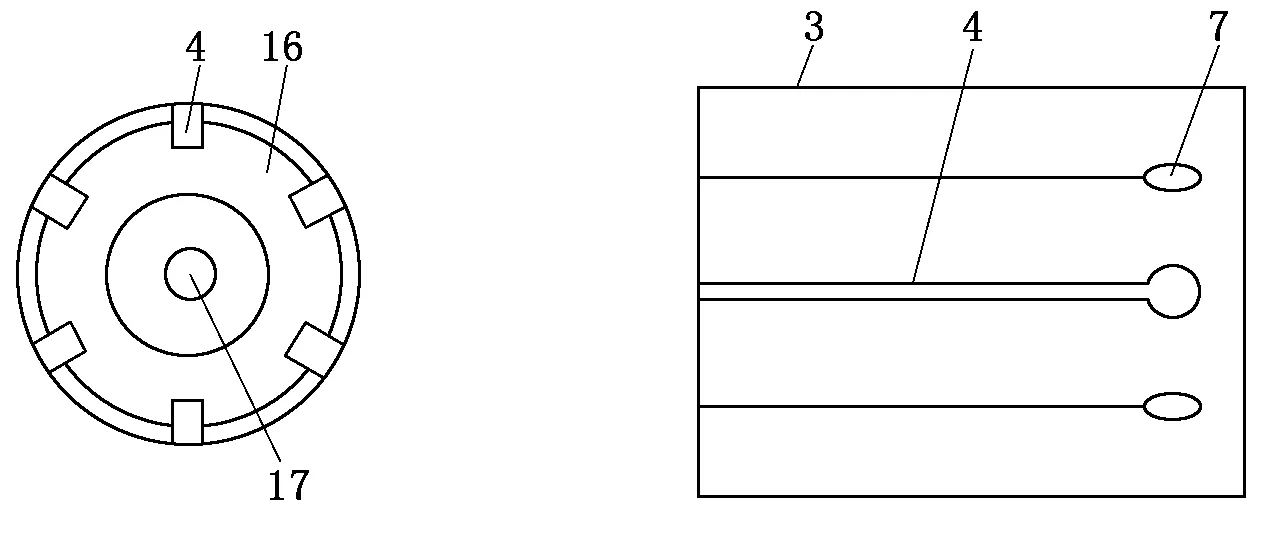
4-金屬內圓錐體上均勻布置的縱向長槽;16-金屬內圓錐體上圓錐面;17-金屬內圓錐體上小孔 3-金屬內圓錐體;4-金屬內圓錐體上均勻布置的縱向長槽;7-金屬內圓錐體的外部圓柱體上均勻布置的孔
2 機床選擇與具體實施方式
該夾具設計中的主體部分由車床進行加工,再利用鉆床、銑床、線切割機床和分度頭來輔助完成。
首先,使用車床在金屬圓柱上加工出金屬外圓錐體14,其中包括金屬外圓錐體臺階右端面1、金屬外圓錐體臺階左端面15、金屬外圓錐體上圓錐面12、金屬外圓錐體上螺紋內孔13、金屬外圓錐體內部臺階上的大孔11。
其次,再利用車床在金屬圓柱上加工出金屬內圓錐體3,包括金屬內圓錐體上大孔8、金屬內圓錐體上小孔17、金屬內圓錐體上圓錐面16、金屬內圓錐體上臺階孔右端面9、金屬內圓錐體上臺階孔左端面10。
最后,用鉆床和分度頭在金屬內圓錐體3上加工出金屬內圓錐體的外部圓柱體上均勻布置的孔7,再利用銑床或線切割機床在金屬內圓錐體3上加工出金屬內圓錐體上均勻布置的縱向長槽4。
使用時,先以金屬外圓錐體臺階左端面15定位,夾緊金屬外圓錐體14。在金屬外圓錐體內部臺階上的大孔11內部放入彈簧5,將內六角螺栓6穿過金屬內圓錐體上小孔17,與金屬外圓錐體上螺紋內孔13連接,將圓柱薄壁工件2以金屬外圓錐體臺階右端面1為定位基準,套在金屬內圓錐體3上,旋緊與螺紋內孔13配合的內六角螺栓6并擠壓金屬內圓錐體上臺階孔右端面9,帶動金屬外圓錐體14向右移動,使加工有均勻布置的孔7和均勻布置的縱向長槽4的金屬內圓錐體3沿徑向方向移動,將金屬內圓錐體上圓錐面16與金屬外圓錐體上圓錐面12配合,向外分開漲緊圓柱薄壁工件2,旋松與螺紋內孔13配合的內六角螺栓6,使放在金屬外圓錐體臺階大孔11內部的彈簧5頂住金屬內圓錐體上臺階孔左端面10,使金屬內圓錐體3恢復原狀,松開圓柱薄壁工件2。
3 結束語
本設計解決了切削加工過程中由于卡盤夾緊力過大或過小時,零件產生的變形或無法夾緊造成的零件圓度誤差問題。本次設計的新型夾具,結構合理簡單,生產制造容易,成本低、通用性好,使用方便。使用新型夾具來加工圓柱薄壁工件,可大幅提高零件的加工質量和生產效率。