散糧流程系統半氣墊皮帶機上盤槽維修更換工藝與技術的推廣與應用
2020-11-06 07:26:04康中利尹祥龍左家翰
現代食品·下 2020年9期
康中利 尹祥龍 左家翰


摘 要:本文主要針對散糧流程系統半氣墊皮帶機作業過程輸送帶被大豆物料壓停,輸送帶在運轉過程中盤槽內時常伴有刺耳異音現象,因皮帶機氣室盤槽磨透導致除塵器氣流進入氣室無法形成氣膜,輸送帶長時間摩擦將會加速上盤槽磨損,產生高溫造成皮帶機起火的重大安全隱患,可能造成企業更大安全事故或經濟損失,本文介紹了一種氣室上盤槽維修更換的工藝技術方案,并闡述了應用效果。
關鍵詞:物料壓停;刺耳異音;盤槽磨透;氣膜;安全事故
Abstract:This paper mainly aims at the fact that the conveyor belt of the semi-air cushion belt conveyor in bulk grain flow system is stopped by soybean material, and the disc groove of the conveyor belt is often accompanied by harsh noise. Because the disc groove of the air chamber of the belt conveyor is worn through, the air flow of the dust collector can not form a gas film, and the long-term friction of the conveyor belt will accelerate the wear of the upper disc groove, resulting in a major safety hazard caused by high temperature causing the belt conveyor to catch fire, which may cause greater safety accidents or economic losses in enterprises. This paper introduces a technical scheme for repairing and replacing the upper disc groove of the air chamber, and expounds its application.
Key words:Material pressure stop; Harsh and abnormal sounds; Disc groove grinding; Gas film; Safety accident
中圖分類號:U294.7
日照港裕廊公司散糧一期工藝系統于2005年6月投產使用,卸船流程輸送能力為1 000 t·h-1,散糧一期流程共32條皮帶機,公司皮帶機總長度14.5 km。在港口生產作業中,安全生產是企業正常運營的首要條件,散糧流程工藝系統安全生產保障到位必然起到關鍵性作用[1-3]。散糧一期BC6皮帶機帶寬B=1 400 mm,自2005年投產運行以來已達15年之久。
1 課題背景
2020年5月初,公司散糧一期BC6半氣墊輸送機作業過程經常出現輸送帶被物料壓停情況,運轉過程中盤槽內時常伴有異音現象,經現場測量減速機溫度異常,最高時達到124.4 ℃,盤槽U型擋板與皮帶接觸面局部溫度達到74 ℃。
日照港裕廊股份有限公司組織人員對BC6皮帶機進行整體檢修,在對皮帶機上盤槽氣孔疏通時發現皮帶機上盤槽磨損嚴重,存在多處因輸送帶運轉磨損亮斑,整條皮帶機第1、2節風機段發現8處上盤槽存在約80 mm×100 mm不等破洞,此現象表明皮帶與上盤槽存在嚴重摩擦;由此判斷除塵器氣流進入氣室內已無法形成氣膜,輸送帶無法在盤槽內正常懸浮運行。若輸送帶長時間摩擦將會加速上盤槽磨損,并存在因摩擦產生的高溫導致皮帶機起火的重大安全隱患,將極大影響公司的安全生產作業,對企業造成巨大的經濟損失。
2 成果技術分析
為切實消除安全隱患、保障流程生產作業,解決皮帶機運行過程長期存在異音的氣室持續高溫而帶來的重大設備安全隱患,建議將皮帶機8節氣室上盤槽進行整體維修更換。
皮帶機氣室上盤槽8個磨損部位(圖1)分別位于皮帶機中上部位置,若整體更換皮帶機氣箱,鋼結構極易發生變形無法安裝使用將嚴重影響生產流程作業,且皮帶機箱體維修更換屬一級動火作業,安全風險性極高。
皮帶機上盤槽材質為2 mm厚冷軋鋼板,盤槽布孔方式為五點式節流孔布置法。在反復研究論證維修工藝并確定了更換皮帶機上盤槽的維修作業施工方案,項目采用現場維修更換方式,該工藝需確保所有上盤槽裝配更換后確保不發生扭曲變形,盤槽保持在同一中心線,滿足皮帶機風量設計要求,保證皮帶機運行無異音。
3 成果實施
根據皮帶機現場實際情況首先將盤槽內粉塵用壓縮空氣方式清理,所更換盤槽區域范圍內的粉塵及雜物需徹底清除干凈。
(1)拆除所更換氣室上方的蓋板、側板,在臨近配重處的回程皮帶上安裝皮帶卡子,將配重拉起,使皮帶處于松弛狀態。
(2)在氣室兩端安裝龍門架(圖2),使用倒鏈和吊帶將松弛皮帶提起,留出一人進出維修的空間,將皮帶提升至少60 cm,給更換盤槽留處空間。
(3)在皮帶機磨透的上盤槽破口處注水,將氣室內粉塵和物料浸濕,使其具備臨時動火作業條件,保證安全作業,使用切割機在上盤槽上方切割打開形成觀察口(圖3)。
(4)舊盤槽取出。在氣室上方鋪設防火毯并浸濕,使用等離子切割機切割氣室與上盤槽兩側連接,同時澆水熄滅焊渣。使用撬棍將切割的上盤槽翹起,沿著破口,使用等離子切割機均等切割上盤槽(圖4),逐步將舊盤槽全部取出。清理氣室內浸濕的粉塵、物料和焊渣后,沖刷氣室,鋪上浸濕防火毯,使其具備動火作業條件。
(5)將剩余上盤槽全部切割并完成取出(圖5),切割出焊接盤槽加強筋的焊接口,使用磨光機打磨兩側連接處、加強筋的焊接口,打掃焊渣,沖刷氣室。
(6)新盤槽安裝。根據現場實際情況測量氣室尺寸,首先切割新盤槽的加強筋,使其可進行裝配作業。其次將新盤槽放入氣室內部,使用撬支撐、調整盤槽位置,與分段氣室對齊,并使用手錘將盤槽敲入氣室。
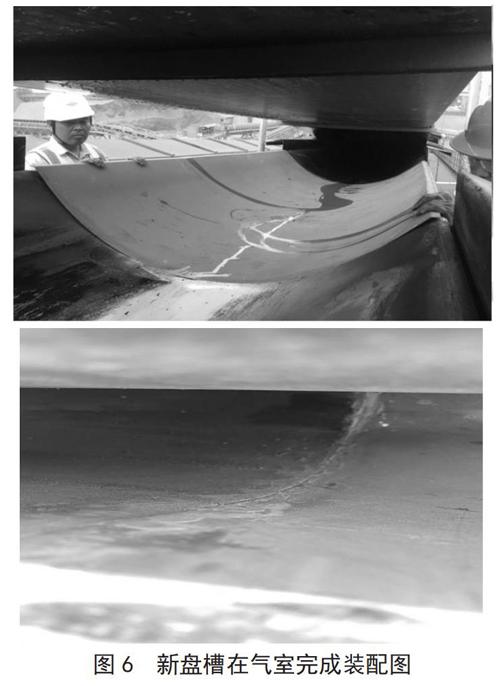
所有安裝的新盤槽,測量其尺寸安裝時進行裝配確認,考慮吊裝變形,保證不發生扭曲。保證新盤槽中心線與原有盤長中心線的重合度在20 m內不得大于3 mm,完成新盤槽在氣室內完成裝配(圖6)。
(7)鋪上防火毯,使用二保焊焊接新盤槽,先焊接兩側連接處,從氣室外側焊接盤槽加強筋。打磨焊接處,焊接確保為完全滲入對頭焊接。二次更換盤槽需要有氣室固定架在焊接預防氣室變形。使用結構膠找平兩端的盤槽相連處,晾曬1~3 h,分段氣室連接處盤槽高低差只許順膠帶運行方向低于0.3 mm
(圖7),保證所有焊接為完全滲入對頭焊接,清除表面銹皮、水分、熔渣、油跡或其他可能影響焊接質量異物,兩盤槽間對接口處保證光滑。
(8)放下皮帶,拆除吊帶、龍門架,恢復氣室蓋板、側板。拆除皮帶卡子,放配重。
4 成果內容
日照港裕廊公司組織并完成了8節皮帶機上盤槽現場維修更換,維修施工現場第一時間落實維修工藝、多措并舉布置動火安全防控措施,將高風險維修作業項目做到安全隱患最小化。皮帶機上盤槽現場維修更換作業達到了維修方便、作業安全、省時省力、性價比高的目的,實現了優化維修工藝提高卸船作業效率的效果。
5 結語
皮帶機上盤槽維修更換共計11 d時間,目前皮帶機上盤槽更換后皮帶機運行正常,設備重載運行850 t·h-1,滿足皮帶機風量設計要求,保證了散糧流程皮帶機設備安全穩定運行。
皮帶機上盤槽維修工藝的應用非常廣泛,適用于散糧輸送系統等領域,在港口機械領域可以廣泛適用于半氣墊皮帶機,該維修工藝安全風險低,作業安全方便。皮帶機上盤槽維修作業優化了工藝技術方案,真正破解了皮帶機箱體內部維修動火存在的安全隱患,減少了維修作業時間提高了卸船效率和貨物周轉率,為打造高效港口做出貢獻。
參考文獻:
[1]魏恒州.我國散糧碼頭裝卸工藝研究[J].港口技術,2001(4):8-10,49.
[2]楊復興,蔡學熙.帶式輸送機結構原理與計算(下冊)[M].北京:煤炭工業出版社,1983.
[3]王勇.淺析港口散糧連續輸送設備—托輥帶式輸送機和起點帶式輸送機[J].港口科技,2007(7):21-23.
