輥壓成型式車門框質量控制技術研究
2020-11-06 04:45:38劉永昌王文彬尤春濤戴建孔
汽車世界·車輛工程技術(下)
2020年5期
關鍵詞:質量控制
劉永昌 王文彬 尤春濤 戴建孔
摘 要:汽車門框是汽車車身重要結構件,由于其外形輪廓復雜、構成單件數量多、涉及加工工序流程長,造成總成質量精度控制難度大。因此車門各關鍵工序的質量控制的研究在生產過程中具有較高的應用價值。
關鍵詞:輥壓;拉彎;檢具;質量控制
0 引言
輥壓成型式車門相對一體沖壓式車門結構造型靈活、材料利用率高、生產成本低的優點,近年來由于汽車造型的要求,車門結構趨于分體式結構發展。輥壓成型式車門在國內外汽車行業有較廣泛的應用前景。汽車門框兼有輔助玻璃升降和車門密封的功能,由于門框形狀是按照車身的外形設計的,具有空間曲面輪廓。同時由于其與車身側圍的配合為張合形式,要求配合間隙均勻,關門后與車身匹配區域過渡連續平緩。基于以上特性,對產品的尺寸精度提出了較高的要求。輥壓式車門加工涉及輥壓、切斷、拉彎、多工序沖壓、鋸切切頭、焊接、拋光打磨等較多工序,是汽車車身質量控制較難的部件。
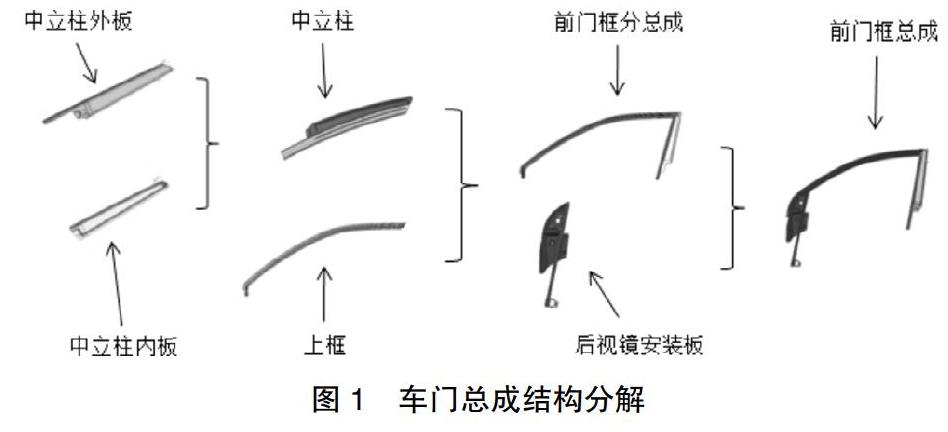
輥壓車門框由上框、中立柱及玻璃導槽、沖壓零件等組焊形成。其中上框、中立柱是構成車門框的主體零件,由薄鋼帶經過輥壓、在線滾點焊接成定截面的型材后,如圖1所示,上框需要先經過拉彎后成三維輪廓,再經過沖壓、切角后與中立柱焊接。中立柱經過輥壓成型材后經過沖壓、點焊、切角后與上框焊接成車門框主體。
1 影響因素分析及控制方法
(1)原材料性能控制。……
登錄APP查看全文
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:36:59
中國科技博覽(2016年18期)2016-10-19 11:06:33
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
中國實用醫藥(2016年24期)2016-10-17 06:28:30
科學與財富(2016年28期)2016-10-14 19:44:52
科學與財富(2016年28期)2016-10-14 18:58:41
科學與財富(2016年28期)2016-10-14 18:44:58
科技視界(2016年20期)2016-09-29 13:11:33