強韌N-1耐磨鋼高強纜式焊接工藝研究
2020-11-09 07:26:03董曼淑劉龍白凱喬燕芳
價值工程 2020年30期
董曼淑 劉龍 白凱 喬燕芳

摘要:為了確定合作研發的強韌N-1耐磨鋼采用新型高強纜式焊絲的焊接工藝性。進行了斜Y形坡口焊接抗裂性實驗、焊接接頭實驗等研究,通過對冷裂試件剖面分析,對焊接接頭力學性能檢測、金相組織及斷口形貌分析等,證明強韌N-1耐磨鋼在新型高強纜式焊接時具有較好的可焊性,焊接接頭具有強韌性配合。
Abstract: In order to determine the welding processability of the co-developed tough N-1 wear-resistant steel welded by a new high-strength cable wire, we carried out researches on the welding crack resistance test ?of the oblique Y-shaped groove and welded joint experiment. Through the analysis of the cold cracked specimen, including the mechanical properties of the welded joint, the metallographic structure and the fracture morphology, we proved the N-1 Wear-resistant steel has good weldability and the welded joint has a strong and tough fit by using the new high-strength cable wire.
關鍵詞:強韌;耐磨鋼;高強纜式焊絲;可焊性
Key words: strong and tough;wear resistant steel;high strength cable wire;weldability
中圖分類號:TG442 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1006-4311(2020)30-0123-04
0 ?引言
在礦山機械、船舶、橋梁及工程等領域,廣泛使用各種耐磨材料,耐磨材料在使用過程中往往要通過焊接加工形成零部件,因此要求材料具有較好的可焊性能[1]。國外耐磨材料采用低碳低合金化來保證較好的焊接性能。近幾年根據礦井對產品的高耐磨高強度要求公司采用了國內新開發的新型材料BTW自強化耐磨板,配套的焊接材料為成本較高的不銹鋼焊絲,焊接過程中還需嚴格控制焊接電流、焊接電壓、焊接速度、預熱溫度及層間溫度等工藝參數,才能保證焊接變形和質量,不僅生產效率低,加工制造成本高,而且一定程度上限制公司廣泛推廣應用的速度。因此2019年合作研發了強韌中錳N-1耐磨鋼,在低碳量的基礎上加入了較多的合金元素。
本研究目的是對新開發的強韌N-1耐磨鋼采用新型高強纜式焊絲[2]的焊接工藝性進行研究,使其工藝性簡化,可焊性強,提高生產效率,降低成本。
1 ?N-1耐磨鋼母材性能要求
N-1耐磨鋼化學成分要求見表1,機械性能及硬度要求見表2。
2 ?N-1耐磨鋼焊接工藝性研究
2.1 斜Y坡口焊接裂紋實驗研究
進行斜Y形坡口焊接抗裂性實驗,采用新型高強纜式焊絲及80%Ar+20%CO2富氬混合氣體保護焊焊接方法,對強韌N-1耐磨鋼分別進行125℃±5℃、140℃±5℃、155℃±5℃、170℃±5℃不同溫度的冷裂紋敏感性[3]實驗。按照相關標準進行。焊接規范及平均裂紋率,如表3。
實驗小結:N-1耐磨鋼斜Y形坡口焊接抗裂性實驗在126℃斷面裂紋率45%、139℃斷面裂紋率25%、在151℃、168℃表面無裂紋,斷面未發現裂紋缺陷。
2.2 焊接接頭實驗研究
2.2.1 焊接接頭強度設計
就焊縫金屬而言,強度越高,可達到的韌性水平越低,甚至低于母材的韌性水平。對于抗拉強度大于900MPa的高強耐磨鋼,如要求焊縫金屬與母材等強,則焊縫的韌性儲備不夠;若為超強的情況,韌性儲備更低,甚至可能低到安全限以下。此時,少許犧牲焊縫強度而使韌性儲備提高,可對焊接接頭性能及安全可靠性有利。因此,本實驗焊接接頭強度設計要求達到耐磨板的70%以上,即焊接接頭強度630N/mm2以上。
2.2.2 焊接接頭實驗過程
依據斜Y形坡口焊接抗裂性[4]實驗研究結果,采用高強纜式焊絲、150~175℃預熱溫度和焊接電流240A進行打底焊接[5];采取80%Ar+20%CO2富氬混合氣體保護焊焊接方法,焊接對接坡口為X形[6],焊接工藝參數見表4。
2.3 接頭性能分析
2.3.1 焊接接頭的探傷
使用CUD-2080超聲波探傷儀進行探傷,經過超聲波對焊縫100%檢查,未發現明顯的缺陷[7],符合JB4730-2005Ⅰ級標準。
2.3.2 焊接接頭的金相組織
焊接接頭的金相組織照片。可看出,焊縫組織為塊狀或針狀鐵素體組織加少量珠光體組織(圖1a);熔合區域(圖1b)有比較明顯的組織變化,形成交接面,焊縫一邊(靠右邊)為焊縫金屬組織,另一邊(左邊)主要為熱影響區組織(圖1c),觀察熔合線結合情況良好,沒有發現裂紋;熱影響區組織分布比較均勻,為細化的板條貝氏體與一定的板條馬氏體組織(圖1c)。組織的變化主是由于焊接過程中,焊縫周圍金屬受焊縫金屬的影響,受熱溫度高,然后空冷,經歷正火處理,受基體金屬的影響,冷卻速度較快,冷卻過程中產生部分馬氏體。N-1耐磨鋼基體主要為板條貝氏體組織(圖1d)。
2.3.3 焊接接頭的力學性能
試件焊后自然冷卻,48小時后外觀檢查無缺陷,然后遵照國標GB/T8110—1995的相關規定制作拉伸和沖擊試樣,力學性能檢測結果見表5。
從表5可見,屈服強度均大于490MPa,抗拉強度均超過630MPa,延伸率均大于10%,且焊接接頭各區域的0℃沖擊吸收功均不小于35J的要求。因此,N-1耐磨鋼焊接接頭具有較好的強韌性配合。
2.3.4 熱影響區沖擊斷口形貌
焊接熱影響區斷口[8]的典型形貌(圖2)。可見熱影響區的斷口形貌為韌窩和準解理特征。因此,熱影響區的斷裂機理為韌窩與準解理機制。
3 ?強韌N-1耐磨鋼t8/5熱模實驗研究
3.1 實驗方法
采用Gleeble23500熱模擬實驗機[9]測定CCT曲線, 材料為N-1耐磨鋼。試樣為直徑6mm,長80mm的圓柱。將試樣以220℃/s的速度加熱到1280℃,保溫1s,以70℃/s冷卻到870℃,然后分別以0.2℃/s、1℃/s、10℃/s、20℃/s、30℃/s、50℃/s的冷卻速度進行冷卻。
在實驗中采集試樣在加熱和冷卻過程中的加熱溫度和膨脹量。采用試樣直徑膨脹量變化速率法確定組織轉變溫度點。對不同冷卻速率試樣的中心剖面進行顯微組織觀察與硬度實驗。
3.2 在不同t8/5下的組織轉變溫度
圖3為不同冷卻速率下的直徑膨脹量變化速率-溫度曲線。由圖可得出t8/5下的組織轉變溫度[10],見表6。
3.3 不同t8/5條件下試樣的組織
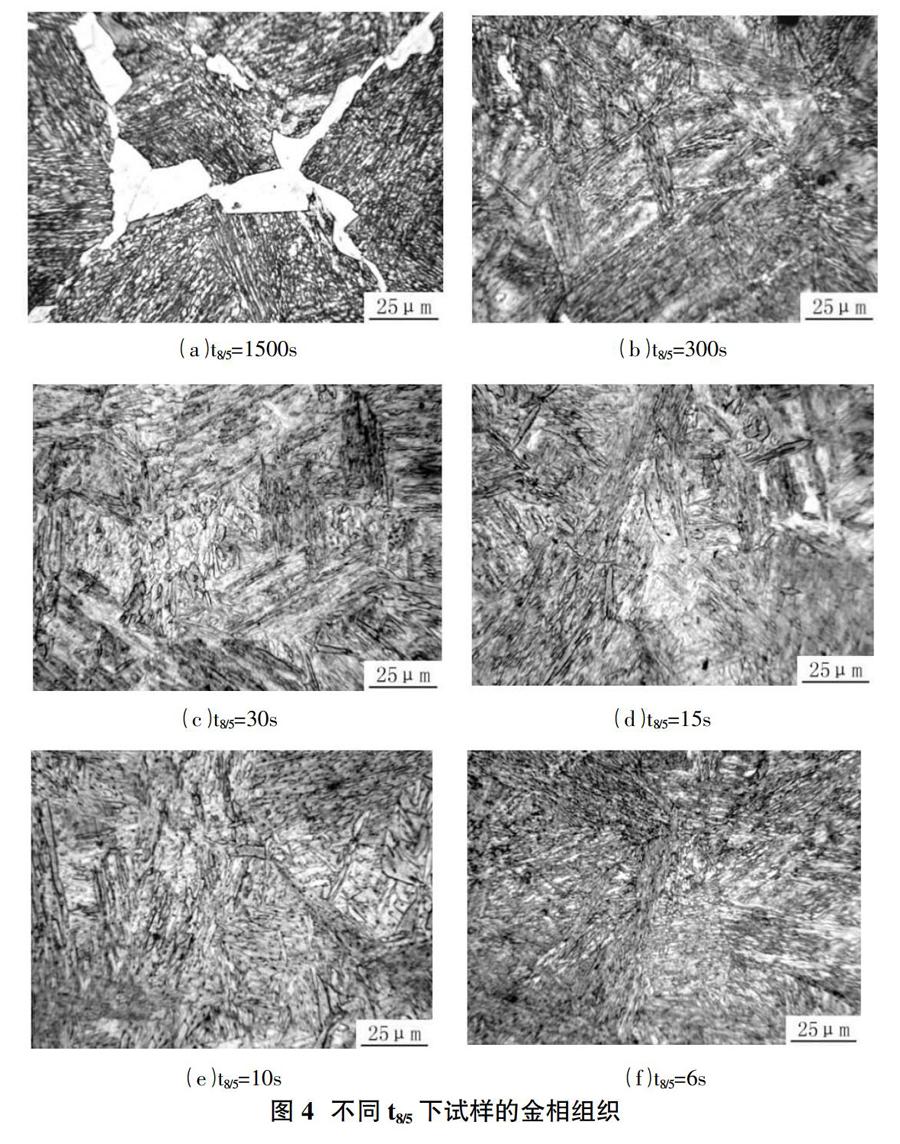
圖4是不同t8/5下試樣的金相組織(實際上是焊接熱影響區粗晶區的組織)。
當t8/5=1500s 時,試樣冷卻速度慢,在晶界會共析出鐵素體組織,其組織為F+B組織。
當t8/5≤300s時,由于試樣冷卻速度[11]較快,得到的組織主要是B+M的混合組織。t8/5=300s時,馬氏體的含量較少;但隨著t8/5的減小,冷卻速度的增加,馬氏體含量增多;當t8/5=6s時,主要為馬氏體組織。
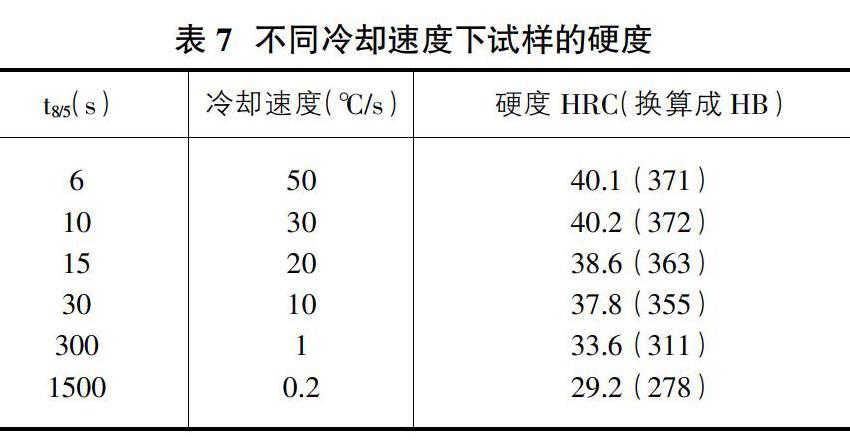
3.4 不同t8/5條件下試樣的硬度
表7為不同t8/5下的試樣的硬度。可以看出,當冷卻速度大于10℃/s, t8/5小于30s時,硬度大于HB355,滿足滿足N-1耐磨鋼要求。
綜上所述,t8/5對過冷奧氏體轉變組織影響的熱模擬實驗研究表明,從t8/5與最終所得組織及硬度之間的關系看,當t8/5控制在10~30s之間時,硬度滿足N-1耐磨鋼,組織主要為貝氏體組織。因此,在具體焊接過程中,t8/5最好控制在的冷卻速度10~30s之間,即冷卻速度控制在10~30℃/s 范圍。
4 ?現場驗證
現場選用槽寬1400mm的重型中部槽產品進行驗證,中板為強韌N-1耐磨鋼,槽幫為ZG30SiMn普通鑄件,焊接方法為富氬混合氣體保護焊接方法,焊絲為ER69-G(Ф2.4)新型纜式焊絲,焊接設備為雙槍直焊縫專機,具體焊接工藝參數見表8。圖5為N-1耐磨鋼中部槽實物焊接情況。焊后放入整體預熱爐中緩冷,最終經探傷中部槽中板焊縫未發現任何焊接缺陷。并進行了工業性試驗,焊接質量能保證礦井使用要求。
5 ?結論
①通過超聲波探傷表明,當預熱溫度為150~175℃范圍,耐磨鋼具有較好的可焊性。
②焊縫接頭顯微組織的演變規律基本相同。焊縫組織為塊狀或針狀鐵素體組織。焊縫與耐磨鋼基體形成的熔合區結合良好,沒有發現裂紋;熔合區域組織具有過渡性。熱影響區組織分布比較均勻,晶粒比較細小,主要為細化的板條貝氏體與馬氏體組織。
③焊接熱影響區的斷口形貌典型特征為韌窩和準解理特征,其斷裂機理為韌窩與準解理機制。
④通過熱模擬實驗表明,t8/5最好控制在冷卻速度控制在10~30℃/s范圍,可使焊接熱影響區的硬度滿足N-1耐磨鋼要求。
⑤焊接焊縫的抗拉強度均值為693.87MPa,大于焊接接頭設計要求630MPa;延伸率均值為10.63%大于10%,0℃沖擊吸收功均值為38.67J大于35J,說明采用高強纜式焊絲焊接的N-1耐磨鋼焊接接頭具有較好的強韌性能。
參考文獻:
[1]汪育,史長根,尤峻.雙立式爆炸焊接R-δ型可焊性窗口[J].焊接學報,2016,37(1):59-62,75.
[2]方臣富,楊志東,陳勇.纜式焊絲埋弧焊殘余應力有限元分析[J].焊接學報,2016,37(11):1-6.
[3]嚴春妍,元媛,張可召.X100管線鋼焊接冷裂紋敏感性[J].焊接學報,2019,40(12):41-46.
[4]王立鵬,周廣濤.新型耐磨鋼NM400斜Y形坡口焊接抗裂性分析[J].焊接學報,2014,35(5):47-50.
[5]苗玉剛,馬照偉,趙慧慧.高強鋼旁路熱絲等離子弧打底焊接頭組織和性能[J].焊接學報,2019,40(1):99-103.
[6]李樂,王宏宇,黃愛國.背反射增效激光X形焊縫焊接殘余應力的數值分析[J].焊接學報,2018,39(10):61-64.
[7]遲大釗,馬子奇,程怡.不等厚板搭接焊縫缺陷數字X射線檢測[J].焊接學報,2019,40(11):45-48.
[8]邵華凱,吳愛萍,鄒貴生.Cu-Sn體系LTTLP連接接頭強度與斷口分析[J].焊接學報,2017,38(3):13-16.
[9]秦華,蘇允海,連景寶.BWELDY960Q鋼焊接熱模擬熱影響區組織與性能[J].焊接學報,2018,39(11):94-98.
[10]鄧彩艷,宋蒙蒙,龔寶明.試樣厚度對韌脆轉變溫度區間的影響[J].焊接學報,2018,39(5):1-4.
[11]明珠,王克鴻,王偉.冷卻速率對高氮鋼焊縫組織和性能的影響[J].焊接學報,2019,40(10):31-35.
作者簡介:董曼淑(1976-),女,寧夏固原人,本科,高工,國際焊接工程師,主要從事煤炭制造行業低合金鋼焊接技術研究工作。
