成型異型瓶蓋注射模設計
2020-11-12 09:32:38周小丹
模具工業 2020年11期
岑 曦,周小丹,韋 敏
(1.柳州職業技術學院,廣西 柳州 545036;2.柳州城市職業學院,廣西 柳州 545036;3.百色職業學院,廣西 百色 533000)
0 引言
塑件帶外螺紋特征時,脫模一般采用打開型腔及塑件從型芯上頂出實現自動脫模,這樣有利于簡化模具結構[1-3];與外螺紋軸向相同的方向或垂直方向有脫模需要時,需要設計特殊的側抽芯機構進行側面抽芯脫模[4,5],待成型塑件在模具開模平面內的布局與塑件脫模方式的選擇息息相關[6,7],脫模能完成的情況下,待成型塑件在模具內的布局應考慮有利于簡化模具結構,以降低模具制造成本及保證模具機構動作的可靠性。
1 塑件分析
塑件是一種異型瓶蓋,如圖1所示,外形尺寸為82.4 mm×46.5 mm×37.2 mm,結構為雙層圓柱蓋體,主體由外壁和內直管構成,外壁和內直管之間為空心內槽。主體的另一端內直管的延伸段為帶外螺紋彎管。在外壁的脊線上,設置有一彈性扣位,扣位的根基上設置有排列式凸筋,為保證扣位的彈性,扣位周邊除底部以外,與外壁相鄰的兩邊設置為缺口。依據塑件使用環境要求,塑件材料選用收縮率為0.5%的PC改性ABS合金。
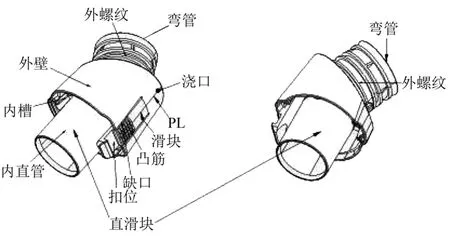
圖1 塑 件
2 分型及脫模方式設置
結合圖1所示,塑件分型設計時,應考慮塑件的脫模方便性與成型零件的加工制造難度以及模具工作的可靠性。針對塑件的分型,有2種方式進行設置。第1種方案為立式布局,將成型內直管一側的成型零件設置為型腔的型芯鑲件,成型外壁及外螺紋采用哈弗滑塊,需要進行雙側面抽芯脫模,成型彎管段則需要在型腔一側采用彎管抽芯機構,在該布局下,模具的高度增加,且動模側的哈弗滑塊機構成型時,隨著模具工作時間的延長,哈弗滑塊碰合的分型面處會出現磨損而導致成型的塑件產生飛邊,且哈弗滑塊制造成本較高。另外將彎管抽芯機構設置于定模一側,增加了定模的高度,模具的流道也會加長,不利于型腔注射熔體,而且彎管機構較難開設在定模一側,因此第1種分型方式不可取。第2種方案采用臥式布局,即按圖1所示的PL分型面將待成型塑件布置在模具開模平面上,外螺紋和外壁可以通過動模和定模的打開而自動脫模,內直管和內槽的成型則可以采用一個側滑塊完成成型和分2次脫模,第1次用于內槽的脫模,第2次用于內直管的脫模;彎管段則可以采用一個臥式布局的彎管抽芯機構實現成型與脫模,扣位可以單獨設置一個側抽芯滑塊進行成型與脫模。第2種方案的脫模機構都布置于開模面上,有利于簡化模具結構、降低模具零件的加工難度與提高機構可靠性及維修的方便性。最終塑件的分型采用第2種方案,考慮機構設計所需的空間及生產數量要求,型腔確定為2腔。澆注系統采用側澆口,澆口設置于待成型塑件外壁的脊線上(見圖1),澆口為矩形形式。
3 脫模機構設計
根據上述分析,型腔及脫模機構的布局如圖2所示,1模2腔布局采用背靠背形式,有利于采用一個中央抽芯式斜槽拉塊同步驅動2個側面內側型芯進行抽芯,完成塑件扣位特征的成型與脫模;彎管段采用圓弧滑塊進行旋轉抽芯,圓弧滑塊通過的底層側滑塊驅動2根齒條,從而驅動扇形驅動塊繞轉軸轉動實現彎管型芯的轉動抽芯;直管段及凹槽的脫模同樣采用一個共同側型芯滑塊驅動的形式完成[4-6]。

圖2 型腔布局與脫模機構設計
4 模具結構
4.1 結構布局設計
設計的模具結構如圖3所示,模架為兩板模結構,采用2種導向件對模具的運動部件進行導向,一是模具的動模板3和定模板2閉合時的運動導向,采用導柱28和導套27進行導向,該導柱導套共4副,其中在模具的基準角一側的導柱導套采用偏心式安裝,以防止動模、定模裝配時錯位而損壞成型零件及模具的機構件。二是模具頂出板的運動導向,由推板導柱32與對應頂出板導套導向,該導向件也有4副,分別安裝于頂出板的四角;增設支撐柱34的作用是增強模架上支承板4的支撐強度,防止型芯鑲件傳遞的注射壓力導致動模板變形。
成型零件中型腔板鑲件19和型芯鑲件25分別安裝于定模板2和動模板3的槽內,并通過螺釘緊固。型腔板鑲件19和型芯鑲件25的基準為右下角基準方式,以與模架的基準方式相同,減少因設計基準、加工基準及裝配基準不統一而導致的模具系統誤差。型腔板鑲件19的材質需要有較好的硬度和強度,且拋光性能好,其材質為S136,熱處理硬度為47~50 HRC,鑲件采用整體式,即直接從毛坯上銑削加工,局部難加工區域采用小鑲件方式進行鑲拼,以降低加工難度。型芯鑲件25材質為45鋼,其熱處理硬度為38~42 HRC,也采用整體毛坯直接銑削加工。
待成型塑件內壁的成型件采用直管型芯45、凹槽型芯46、彎管型芯18進行鑲拼,側壁扣位的成型零件為右滑塊24、左滑塊20,2個滑塊的材料選用硬度較高、加工性能較好的進口合金鋼材料S136。
針對成型零件的冷卻,冷卻管道的布置采用均衡式布局,以確保塑件能獲取最大可能的均衡冷卻,冷卻管道直徑為φ8 mm,型腔板鑲件19由定模板2上布置的2條水路進行冷卻,型芯鑲件25由動模板3上布置的3條水路進行冷卻。

圖3 模具結構
為保證水道在成型鑲件與模板之間的縫隙不漏水,水道采用圖4(a)所示的φ2.5 mm密封圈進行密封。單個型腔采用單點澆注,2個型腔中的澆口采用圖4(b)所示的收縮型側澆口,澆注系統的流道采用φ6 mm圓形流道。為縮小模架的長寬尺寸,主澆道采用斜澆口套47進行澆注。

圖4 密封及澆口設計
成型的塑件最終由推桿推出,推板7、推桿固定板8組成的推出組合板與拉桿套9通過螺釘緊固,由注塑機的拉桿直接拉住拉桿套9而驅動推板推出和復位。復位彈簧37設置4個,分布在模具推板四角的復位桿38上,用于保證推板均衡復位,復位桿38的作用是確保模具閉合時推板必須復位退回。
4.2 脫模機構
脫模機構如圖5所示,直管二次延時側抽芯機構、彎管抽芯機構、雙側內收抽芯機構為成型該塑件的主要脫模機構,直管二次延時側抽芯機構用于待成型塑件直管段直管壁和凹槽的分次脫模;待成型塑件彎管段內壁的成型與脫模由彎管抽芯機構實施;待成型塑件扣位特征的脫模則采用一種雙側內收抽芯側抽芯機構實施。
(1)直管二次延時側抽芯機構的組件包括件39~46,如圖5(a)所示,塑件直管段的成型零件中,凹槽型芯46同心套裝于直管型芯45的外面,凹槽型芯46再通過凹槽型芯蓋板44安裝于直管抽芯滑塊43上,直管型芯45尾端的肩臺與凹槽型芯46的對應管套頂端設置有10 mm的延時距離,以保證凹槽型芯46先抽出10 mm距離后,直管型芯45再從塑件的直管內壁中抽出。機構的工作原理為:液壓缸40通過活塞桿套緊塊42驅動直管抽芯滑塊43抽芯,直管抽芯滑塊43向外移動時,先帶動凹槽型芯46向外抽出10 mm后,再帶動直管型芯45從塑件直管內壁中抽出,以減小單次抽芯力,起到防止塑件脫模變形的目的。

圖5 脫模機構
(2)件29~31及件11~18構成彎管抽芯機構,齒條29安裝于齒條滑塊30上,兩者用螺釘緊固,齒條液壓缸31用于驅動齒條29,齒條液壓缸31作為動力組件安裝于動模板3的下方,齒條29用于驅動扇形驅動塊11做旋轉動作;扇形驅動塊11套裝于轉動軸13上,并通過鍵12與轉動軸13連結,轉動軸13安裝于動模板3上對應軸孔內,保證扇形驅動塊11能被齒條29驅動而繞轉動軸13轉動;扇形驅動塊11上設置有驅動桿14,驅動桿14的上端穿插在圓弧滑塊17中央的一個孔內,當扇形驅動塊11轉動時,能同步驅動圓弧滑塊17轉動,帶動彎管型芯18進行旋轉抽芯,圓弧滑塊17由彎槽壓條16導向,圓弧行程由限位螺釘15限位,彎管抽芯機構如圖5(b)所示。
(3)雙側內收抽芯機構由件20~24構成,斜槽拉塊22通過螺釘緊固安裝于定模板2上,并通過其雙側面的斜T形槽驅動右滑塊24、左滑塊20進行內收抽芯,完成塑件外壁脊線上倒扣的側抽芯脫模,右滑塊24、左滑塊20的抽芯行程由安裝于型芯鑲件25內的右滑塊限位玻珠23、左滑塊限位玻珠21進行控制。
5 模具工作原理
模具工作原理如下。
(1)模具裝機及注射。模具吊裝于注塑機后,模具閉合,注塑機噴嘴對準澆口套進行注射,注射完成后,經保壓、冷卻后開模。
(2)模具開模。模具的動模在注塑機頂桿的帶動下,依靠注塑機曲肘的拉力將動模與定模在PL分型面處打開,打開時斜槽拉塊22驅動右滑塊24、左滑塊20進行內收抽芯,先對外壁的倒扣實施抽芯脫模;同時,定模板2解除對直管抽芯滑塊43、圓弧滑塊17的鎖定。
(3)模具打開后,先由液壓缸40驅動直管二次延時側抽芯機構完成塑件彎管段的抽芯,然后再由齒條液壓缸31驅動完成塑件彎管段的旋轉抽芯。
(4)推出。當動模退到一定距離后,推板7和推桿固定板8的組合板被注塑機的頂桿頂住,而動模板及其上的型芯鑲件25則繼續后退,組合板上的推桿將塑件從型芯鑲件25上推出,塑件完全脫模。
(5)復位。復位時注塑機動模板推動動模前進,在復位彈簧37的彈力下,型芯鑲件25上行而實現推桿的復位,而后液壓缸40活塞桿驅動直管二次延時側抽芯機構,動模繼續移動,模具在PL分型面處閉合,閉合過程中右滑塊24、左滑塊20被斜槽拉塊22驅動復位。
6 結束語
針對塑件特殊的結構及內外壁脫模困難的特點,設計了1模2腔的注射模。注射模設置了直管二次延時側抽芯機構、彎管抽芯機構、雙側內收抽芯機構實現待成型塑件3處特征的脫模,相應機構及輔助零部件在模具中的結構布局合理,脫模機構的布置及結構設計巧妙合理,對類似塑件的成型能提供有益的參考。