成型電機(jī)端蓋滯留定模問題的對策
2020-11-12 09:32:42雷書星安瀟璇劉亞洲
模具工業(yè) 2020年11期
雷書星,安瀟璇,劉亞洲
(精誠工科汽車系統(tǒng)有限公司 模具分公司,河北 保定 071000)
0 引言
隨著綠色出行產(chǎn)業(yè)的迅速發(fā)展,各大車企都進(jìn)軍新能源領(lǐng)域。電機(jī)作為新能源汽車的核心零部件,其市場需求量持續(xù)攀升,鋁合金電機(jī)端蓋是電機(jī)的重要組成部分,其穩(wěn)定的生產(chǎn)質(zhì)量能保證電機(jī)整機(jī)的供應(yīng)和整車市場的產(chǎn)銷量。壓鑄模作為生產(chǎn)電機(jī)端蓋的重要設(shè)備,其成型的零件能否順利脫模是影響壓鑄生產(chǎn)的重要因素,也是壓鑄模設(shè)計(jì)與開發(fā)過程中必須考慮的問題。以下介紹鋁合金電機(jī)端蓋的壓鑄成型,壓鑄試模時(shí)成型的零件容易卡在定模,現(xiàn)對其原因進(jìn)行分析。
1 零件成型分析
鋁合金電機(jī)端蓋是電機(jī)的重要結(jié)構(gòu)件,起封閉電機(jī)主體的兩端、固定電機(jī)轉(zhuǎn)子在電機(jī)中的位置并支撐轉(zhuǎn)子運(yùn)動(dòng)的作用,此外還起保護(hù)電機(jī)的電氣原件和線路的作用,如圖1所示。零件外形尺寸:405.0 mm×326.7 mm×155.3 mm,材料為鋁合金ADC12,質(zhì)量為4.16 kg,嵌件為軸承套。
電機(jī)端蓋有深腔、深筋和側(cè)向凹槽和凸臺(tái)等結(jié)構(gòu),形狀較復(fù)雜,圖1(a)所示有復(fù)雜加強(qiáng)筋(深淺不一)、電器部件及線束的安裝槽、附件安裝位、電機(jī)定位半圓弧等特征,整體結(jié)構(gòu)不規(guī)則,設(shè)計(jì)在定模側(cè)成型;圖1(b)所示中心有嵌件軸承套及全周加強(qiáng)筋、部分電機(jī)轉(zhuǎn)子空間、安裝孔位等,整體結(jié)構(gòu)呈深腔形且結(jié)構(gòu)略規(guī)則,設(shè)計(jì)在動(dòng)模側(cè)成型。
成型該電機(jī)端蓋的模具在試生產(chǎn)過程中,生產(chǎn)30多件時(shí),成型的鑄件留在定模,2個(gè)部位斷裂,如圖2所示,壓鑄生產(chǎn)無法繼續(xù)進(jìn)行,對模具進(jìn)行維修。成型的電機(jī)端蓋斷裂部位分別為側(cè)向滑塊成型部位(斷裂位置1)和抽芯成型部位(斷裂位置2)。
通過對成型的鑄件留在定模的問題進(jìn)行分析和研究,找到成型電機(jī)端蓋斷裂失效的主要原因。模具開模時(shí),側(cè)向滑塊和抽芯組件在抽芯過程中,由于定模包緊力大、嵌件軸承套卡滯和成型的鑄件在熱狀態(tài)下強(qiáng)度低,導(dǎo)致側(cè)向滑塊和抽芯組件在抽芯過程中無法將成型鑄件帶出,出現(xiàn)成型鑄件斷裂、留在定模的問題。另外定模推出機(jī)構(gòu)推出力小、推出不平衡導(dǎo)致軸承套和定位鑲件卡滯。

圖1 電機(jī)端蓋
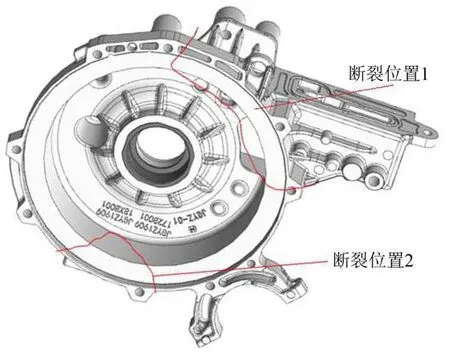
圖2 斷裂位置
2 包緊力計(jì)算
包緊力是壓鑄時(shí)金屬液充填型腔后在冷卻收縮過程中,包緊型芯或凸模成型部分產(chǎn)生的力,如圖3所示。包緊力計(jì)算公式:

圖3 傳統(tǒng)包緊力原理
F=F阻cosα-F包sinα=Alp(μcosα-sinα)
式中:F——抽芯力,N;F阻——抽芯阻力,N;F包——鑄件冷凝收縮后對型芯產(chǎn)生的包緊力,N;A——被鑄件包緊的型芯成型部分?jǐn)嗝嬷荛L,mm;l——被鑄件包緊的型芯成型部分長度,mm;p——擠壓應(yīng)力(單位面積的包緊力),鋁合金一般取10~12 MPa;μ——壓鑄合金對型芯的摩擦因數(shù),鋁合金一般取0.2~0.25;α——型芯成型部分的脫模斜度。
一般情況下包緊力只計(jì)算型芯或凸模部分的包緊力,而忽略型腔或凹模部分的包緊力,造成實(shí)際計(jì)算的包緊力失真。但在實(shí)際壓鑄成型過程中,都經(jīng)歷高壓和補(bǔ)縮階段,增加壓力能避免由于鋁液凝固導(dǎo)致鑄件體積收縮的趨勢。增加壓力階段,鋁液凝固的壓力為60~90 MPa,該壓力會(huì)讓成型的鑄件所有面(見圖4(a))較好地與模具零件接觸(凹面的親和力較強(qiáng)),設(shè)計(jì)動(dòng)、定模時(shí),需要考慮所有帶拔模角的面。開模時(shí),外表面(定模側(cè))也存在包緊力(見圖4(b)),雖然不如凹面(動(dòng)模側(cè))處強(qiáng),但也會(huì)影響成型鑄件的脫模。
動(dòng)模成型部分設(shè)計(jì)的主要目的是在壓鑄機(jī)推出系統(tǒng)的協(xié)同作用下,讓成型的鑄件停留在動(dòng)模側(cè)。一般成型鑄件的復(fù)雜結(jié)構(gòu)設(shè)計(jì)在動(dòng)模側(cè)成型,如加強(qiáng)筋、凸臺(tái)(尤其是較高的凸臺(tái))、凹面等。生產(chǎn)時(shí),模具定模包緊成型鑄件是主要問題,設(shè)計(jì)者必須計(jì)算型腔與型芯的拔模力與推出力,一般拔模角為 1°~3°,外側(cè)拔模角為 1°,內(nèi)側(cè)拔模角為 2°~3°。鑄件結(jié)構(gòu)最復(fù)雜、粘合面最多的部位在動(dòng)模側(cè)成型,設(shè)計(jì)者應(yīng)分析并考慮成型鑄件的哪一側(cè)適合于在動(dòng)模成型。
成型鑄件的收縮導(dǎo)致所有鑄銷、加強(qiáng)筋、拔模角的表面以及凸臺(tái)對其形成包緊力,如圖5所示,淺色的表面會(huì)形成合力,使鑄件滯留在模具中。

圖4 鑄造壓力和包緊力

圖5 產(chǎn)生包緊力面積
圖5(a)所示結(jié)構(gòu)有凹面也有凸面,需要分析其結(jié)構(gòu)復(fù)雜度并測量接觸面積,圖5(b)僅有一個(gè)凸臺(tái)與大圓周,且拔模角較大,其他都是面積較小的面。
根據(jù)包緊力計(jì)算公式:F=F阻cosα-F包sinα=Alp(μcosα-sinα),得出定模側(cè)包緊力為238.7~368.8 kN,動(dòng)模側(cè)包緊力為145.3~224.6 kN。因?yàn)?38.7~368.8 kN>145.3~224.6 kN,成型的鑄件滯留在定模的概率較大。
3 推出機(jī)構(gòu)及其應(yīng)用
壓鑄模設(shè)計(jì)過程中,一般會(huì)將容易粘模的部分設(shè)計(jì)在動(dòng)模成型,因?yàn)閯?dòng)模有推出機(jī)構(gòu),但有時(shí)容易粘模的部分會(huì)出現(xiàn)在定模方向,需要在定模設(shè)計(jì)推出結(jié)構(gòu),用于抵消鑄件的包緊力。
3.1 獨(dú)立推出機(jī)構(gòu)
獨(dú)立推出機(jī)構(gòu)可以設(shè)計(jì)在定模的某個(gè)位置,反推桿設(shè)計(jì)在成型鑄件的邊緣,其一部分和成型鑄件接觸,用于推出成型鑄件,反推桿另一部分和動(dòng)模分型面接觸,用于反推桿的復(fù)位,如圖6所示。
模具合模過程中,動(dòng)模將推桿強(qiáng)制壓入定模,碟簧壓縮;固定座固定在定模框內(nèi),并固定碟簧套的位置;模具開模,碟簧復(fù)位,推動(dòng)復(fù)位桿運(yùn)動(dòng),推出成型鑄件。
該推出機(jī)構(gòu)推出力大,推出行程小,但推出位置為單點(diǎn)推出,考慮推出平衡需要根據(jù)成型鑄件結(jié)構(gòu)具體分析。獨(dú)立推出機(jī)構(gòu)適用于成型鑄件局部包緊力大的模具,另外也可以采取多個(gè)獨(dú)立推出機(jī)構(gòu)組合使用的方式,用于結(jié)構(gòu)緊湊型、無空間布置推板的模具。

圖6 獨(dú)立推出機(jī)構(gòu)
3.2 定模推出機(jī)構(gòu)
若成型鑄件在定模局部包緊力大或定模整體包緊力大,可采用定模推出機(jī)構(gòu)(組合型)。該推出機(jī)構(gòu)的復(fù)位和推出使用復(fù)位桿和碟簧實(shí)現(xiàn),如圖7所示。

圖7 定模與推出機(jī)構(gòu)
推桿設(shè)計(jì)在成型鑄件的推出位置,用于推出成型鑄件;復(fù)位桿設(shè)計(jì)在成型鑄件外,用于定模推出機(jī)構(gòu)(組合型)的復(fù)位,推板和推桿固定板安裝有導(dǎo)套,限位柱控制推板和推桿固定板向上運(yùn)動(dòng)的距離,當(dāng)推板和推桿固定板運(yùn)動(dòng)到位后,限位柱和壓鑄機(jī)座板接觸;碟簧安裝柱將碟簧組件固定在推桿固定板上,碟簧是定模推出機(jī)構(gòu)(組合型)推出鑄件的動(dòng)力來源。
成型電機(jī)端蓋的模具采用上述定模推出機(jī)構(gòu)(組合型),設(shè)計(jì)4根復(fù)位桿和8根推桿,采用4組碟簧和4組導(dǎo)柱導(dǎo)套;推板和推桿固定板上設(shè)計(jì)安裝水管的避讓孔。
模具合模時(shí),復(fù)位桿將推出機(jī)構(gòu)整體向上推動(dòng),此時(shí)碟簧壓縮受力;開模時(shí),碟簧失去復(fù)位桿的力后,逐漸處于復(fù)位狀態(tài),碟簧帶動(dòng)推板和推桿固定板向下運(yùn)動(dòng),推桿隨推板同時(shí)向下運(yùn)動(dòng)推出成型的鑄件。
4 結(jié)束語
上述推出機(jī)構(gòu)的推出力來源于碟簧,與傳統(tǒng)使用彈簧的推出機(jī)構(gòu)相比,具有推出力大、推出行程小的優(yōu)勢,定模推出機(jī)構(gòu)(組合型)采用4組導(dǎo)向定位組件,使推出成型的鑄件更平穩(wěn)、安全、可靠。成型該電機(jī)端蓋的模具采用上述方案后,增加定模推出機(jī)構(gòu)(組合型),壓鑄生產(chǎn)過程運(yùn)行穩(wěn)定,鑄造生產(chǎn)18 600件未發(fā)生成型鑄件包模問題,解決了定模包緊力大、嵌件軸承套卡滯和成型鑄件在熱狀態(tài)強(qiáng)度低造成的包模問題。