外螺紋噴水槍座注射模設計
2020-11-12 09:32:40黃智
模具工業 2020年11期
黃 智
(中山職業技術學院,廣東 中山 528400)
0 引言
圖1所示是某帶外螺紋的噴水槍座,材料為ABS。塑件上有外螺紋,用于連接水槍和水管,外形尺寸為φ62.22 mm×24.8 mm,呈圓柱狀。塑件中間有4個通孔,每個通孔的直徑不同,用于調節水流,通孔的尺寸較小,背面3個扣位均勻分布在塑件周圍,外表面有4個凸凹位。
1 成型工藝分析
(1)常規成型方法是滑塊成型外螺紋,通過滑塊的運動,實現塑件外螺紋的脫模。
(2)根據以往開發類似模具的經驗,模具采用點澆口進澆,設澆口在待成型塑件的筋位上,2個澆口的位置如圖2所示。

圖1 噴水槍座
(3)塑件上4個通孔尺寸分別為φ4、φ6.8、φ6.5、φ8.39 mm,小孔的深度為16.2 mm,注射時,小孔的位置容易產生飛邊,且成型小孔的型芯容易發生斷裂。為方便模具的維修,將成型4個通孔的型芯做成鑲件,在孔位的分型面處不能有飛邊,否則影響水流,導致模具開發失敗。
(4)塑件背面上3個扣位必須以斜推結構實現脫模,由于塑件體積較小,為了防止3個斜推結構推出時發生干涉,必須限制斜推結構的推出距離,同時為了保證動模型芯的強度,避開冷卻水路,斜推結構尺寸不能太大。
(5)塑件外表面有4個凸凹位,不能全部用滑塊成型,也不能全部在動模上成型,可將分型面做成異形面,其中2個凸凹位用滑塊成型,2個凸凹位用動模成型,如圖2所示。
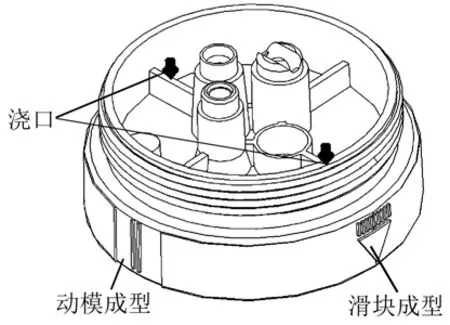
圖2 澆口位置
2 造型設計與模流分析
CREO是一款具有造型設計、模流分析和模具設計功能的3D軟件。利用CREO造型模塊下的旋轉、拉伸、抽殼等功能,對塑件進行造型;再利用CREO模流分析模塊對其進行模流分析,設熔體填充時間為1 s,注射溫度為235℃,模具溫度為60℃,最大注射壓力為155 MPa,可得出該塑件的成型性良好,熔體前沿溫度正常,雖然成型塑件上有若干條熔接痕,但不明顯,同時有若干個氣泡,如圖3所示的黑點。成型塑件上的熔接痕和氣泡等缺陷可以通過將型芯做成鑲件的形式解決。

圖3 模流分析的氣泡
3 模具結構設計
成型塑件的結構采用簡易三板模模架,模架尺寸選擇320 mm×300 mm×331 mm,推出行程為50 mm,選用注射壓力為1 600 kN的注塑機。為了節約制造成本和減小模具零件的加工難度,定模和動模均采用鑲件式,模具結構如圖4所示。
3.1 模具工作過程

圖4 模具結構
模具工作過程:注射完成后,在注塑機推桿的作用下,首先是脫料板與定模板分開,在定距拉桿的作用下脫料板與定模板分開的距離為100 mm,此時流道中的凝料貼在脫料板上。然后定模座板與脫料板分開,在脫料板拉桿的作用下,定模座板與脫料板分開距離為8 mm,最后定模板與動模板分離。在包緊力作用下塑件粘在動模型芯上,在斜導柱的作用下兩側的滑塊向遠離模具中心的方向運動,在滑槽上設置了限位釘,當滑動20 mm時,限位釘阻止滑塊運動。當動模運動到極限位置后,在注塑機推桿的作用下,帶動模具中的所有斜推結構一起作推出動作。斜推塊在T形槽的引導下,脫離成型塑件的扣位。當模具中的限位釘碰到動模板時,推出機構停止前進,此時6個斜推結構已經脫離成型塑件,斜推桿將成型塑件從動模型芯上推出。然后推出機構在注塑機推桿作用下開始復位,當動模中的6個斜推結構完全復位后,開始下一次注射成型。
3.2 動模與定模鑲件設計
由于塑件體積較小,模具內設計2個滑塊,適合1模2腔結構。成型塑件中間有一個凸凹位,可以將凸凹位做成分型面,其中動模鑲件的分型面為“凸”型,如圖5(a)所示,型芯中間的材料可以起加強型芯強度的作用。為了加強定模鑲件的強度,做成2個獨立的鑲件,如圖5(b)所示。

圖5 動模與定模鑲件
3.3 滑塊設計
塑件上的螺紋可以用2個滑塊成型,如圖6所示,2個滑塊的脫模距離為20 mm,滑塊運行距離較短,適合使用斜導柱帶動滑塊。
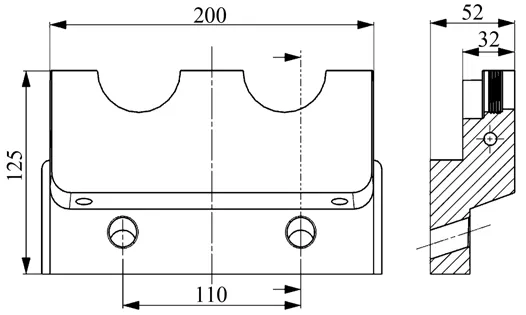
圖6 滑塊結構
實際工作中,定、動模板分開時,2個滑塊在斜導柱的作用下分開,滑行20 mm,接觸限位釘后停止,滑塊完全脫離成型的塑件。2個滑塊的運動與動、定模板的運動同步進行,不會延長開模時間。考慮滑塊質量對滑動的影響,注射生產時,應將2個滑塊分布在模具的左右兩側,由滑槽托起滑塊。
滑塊材料采用GS738,并對成型部位進行碳氮共滲處理,處理層具有耐腐蝕的作用,能防止高溫的熔體對滑塊產生腐蝕。滑塊的斜面安裝耐磨片,耐磨片的材料為40Cr,熱處理硬度48~52 HRC,起耐壓、耐磨、潤滑作用。
3.4 澆注系統設計
模具采用三板模結構,進料方式為點澆口,澆注系統如圖7所示。進澆口位于待成型塑件的筋位上,模流分析結果顯示,成型的塑件上有若干氣泡和熔接痕,這些缺陷可以通過鑲件解決。經生產實際證明,這種進澆方式能避免在塑件上產生流痕、收縮印、熔接痕等不良現象,符合注射要求,也方便修理成型塑件上的飛邊。

圖7 澆注系統
3.5 斜推組件
成型塑件由3個斜推組件推出,如圖8所示,不需要推桿。因模具中布置3個斜推組件,如果推出距離較大,則3個斜推組件會干涉。塑件上扣位的脫模距離小于2.1 mm,而斜推組件的斜度為84°,當推出距離為50 mm時,斜推組件側向移動距離為50 mm×cot84°=5.25 mm,大于脫模距離,成型塑件能正常脫模。
斜推組件材料采用FDAC,并經熱處理,斜推組件由斜推桿、T形塊構成。其中T形塊通過螺釘與推板連接,并安裝在推桿固定板上。斜推桿容易磨損、拉傷或斷裂,為了防止斜推桿在上、下運動時發生磨損或斷裂,在動模板上安裝斜推桿的運動導向槽,導向槽的材料采用40Cr,熱處理硬度48~52 HRC,起潤滑作用,T形塊與導向槽采用相同的材料,可以保護斜推組件的滑動位置不被磨損。當注塑機頂桿頂出時,斜推組件一邊做推出運動,一邊在導向槽的作用下,在T形槽內做水平運動,兩者的合運動組成斜向脫模運動,當運動到終點時,滑塊脫離塑件。為了方便維修斜推組件,在底板、推板開設通孔,維修時只需要從動模座板的通孔處松開螺釘,取出滑塊即可。

圖8 斜推組件
3.6 動模鑲件
塑件上有4個細長的圓柱,這些圓柱對于塑件的性能很重要,注射生產時成型這些圓柱的型芯可能發生磨損甚至斷裂,成型的塑件容易產生飛邊。如果成型塑件的圓柱口部有飛邊,則塑件不合格。為方便維修模具,將成型圓柱的型芯做成鑲件,如圖9所示,材料選用GS2311,并碳氮共滲處理。

圖9 型芯鑲件
3.7 冷卻系統
冷卻系統的作用是將模具溫度控制在一定范圍內,以便使熔融的高分子材料在模具型腔中均勻冷卻,使成型的塑件定形,并在推出機構的作用下與模具分離。模具溫度太高,成型的塑件不能迅速冷卻、定形,脫模時塑件在推出機構的作用下容易變形;模具溫度太低,熔融的高分子材料在型腔中的流動性較差,無法充滿整個型腔,成型的塑件會出現欠注現象。冷卻系統在模具中的排布應遵循能使各部分的溫度冷卻均勻的原則,保證成型的塑件充分、均勻冷卻,同時冷卻水道不能與斜推孔、推桿孔等發生連通,以免漏水。ABS材料的成型溫度在230℃左右,脫模溫度一般在60℃左右。
3.8 模具零件材料
模架選用龍記模架,主要零件的材料為:動模板、定模板、脫料板、推桿固定板、推板等選用45#鋼,定、動模中的小鑲件材料選用GS2311;大鑲件的材料選用718;滑塊的材料選用738;斜推組件材料選用FDAC,并經碳氮共滲處理。
4 結束語
根據塑件的結構性能和特點,模具采用三板模結構,澆注系統設計為點澆口,在模具2個方向采用側抽芯機構,成型塑件的扣位采用斜推組件脫模。生產實踐證明,模具結構合理,生產效率高,成型的塑件脫模順利,可為同類塑件的成型提供參考。