20Mn23A1無磁鋼變壓器油箱開裂分析
2020-11-23 02:58:14連杰張心保
金屬加工(熱加工) 2020年10期
連杰,張心保
1.太原鋼鐵(集團)有限公司先進不銹鋼材料國家重點實驗室 山西太原 030003
2.山西太鋼不銹鋼股份有限公司技術中心 山西太原 030003
1 序言
高壓及大容量變壓器油箱多數是箱式結構,并且整個箱體材質多采用20Mn23A1無磁鋼,當變壓器運行時,變壓器的油箱也隨之運作,并且在油箱內部會產生相應的磁場。為了能夠防止磁場的產生,很多變壓器選擇在箱體內部焊接一層銅板,從而將內部磁場進行減弱與屏蔽[1],防止發生局部過熱現象。國內某知名變壓器廠生產的一臺大型變壓器,使用了山西太鋼不銹鋼股份有限公司(以下簡稱太鋼)生產的20Mn23A1無磁鋼板材制作油箱。變壓器在安裝注油時,發現油箱壁有一處漏油,進一步檢查發現20Mn23A1無磁鋼板上有一處裂紋,變壓器油就是從該裂紋處泄漏的。變壓器廠懷疑20Mn23A1無磁鋼板的制造存在質量問題,遂向太鋼提出申請,請求協助解決。
2 20 Mn23A1無磁鋼開裂基本情況
(1)開裂油箱壁的結構情況 經了解,開裂油箱外壁材料采用的是10mm厚的20Mn23A1無磁鋼,為了達到屏蔽變壓器漏磁場的目的,在無磁鋼的內壁上又貼合焊接一層T2銅板。無磁鋼與銅板的連接方法采用熔化極氬弧焊工藝(MIG),焊接材料使用HS201銅焊絲。無磁鋼與銅板的焊接,采用了兩種焊縫方式連接。銅板間及與無磁鋼的連接,采用I形坡口,兩塊銅板之間留一定的間隙,施工時,同時把兩塊銅板及銅板與無磁鋼三者之間焊接成一體;另外,由于變壓器油箱壁面積大,為保證無磁鋼與銅板間實現緊密貼合,需在銅板上均勻開孔,采用塞焊的方式與無磁鋼進行焊接。其結構如圖1所示[2]。

圖1 變壓器油箱的結構形式
(2)無磁鋼開裂處的形態 變壓器油箱壁開裂處為20Mn23A1無磁鋼板中心區域,有一長一短十字交叉兩條裂紋,長裂紋約25mm,短裂紋約8mm,裂紋最寬處約0.8mm,裂紋背后有銅板塞焊縫,但開裂處鋼板表面側未進行任何加工。變壓器廠技術人員認為,該廠20Mn23A1無磁鋼與T2銅板的焊接加工方式和工藝,已經使用多年,其工藝是非常成熟的,之前從未發生過此類問題。另外,雖然開裂處背后有塞焊縫,此產品有上千處焊點,如果焊接工藝有問題,不應該只有一處發生問題,且無磁鋼厚度達10mm,焊接不應該有這么嚴重的影響,因此重點懷疑無磁鋼的板材制造有質量問題。20Mn23A1無磁鋼油箱開裂處情況如圖2所示。

圖2 油箱裂紋形態
3 無磁鋼板開裂原因分析
3.1 20Mn23A1無磁鋼制造質量導致開裂分析
假如20Mn23A1無磁鋼板材存在質量問題,最大的可能性就是在無磁鋼冶煉完成后的澆注制坯工序,因某種偶然因素,鋼坯產生宏觀夾渣缺陷,其缺陷正好處于焊接區域時,焊接應力和缺陷兩者相互作用,共同造成變壓器油箱壁產生開裂。
3.2 焊接因素導致開裂分析
(1)20Mn23Al無磁鋼焊接性分析 20Mn23Al無磁鋼為奧氏體高錳鋼,合金含量(質量分數)大于25%,該鋼種的主要合金元素是Mn、Al,無磁鋼中Mn是奧氏體形成元素,但是Fe-Mn合金的奧氏體不穩定,當Mn含量較高時,可能會發生馬氏體相變,使鋼材的冷脆性增加。20Mn23Al無磁鋼中wAl=1.5%~2.5%,鋁的化學活潑性較強,極易形成鋁的氧化物,其熔點較高,焊接時易產生大量蜂窩狀氫氣孔。20Mn23Al的化學成分見表1。
20Mn23A1是無磁鋼,其焊接時要求焊縫也要具有無磁性,要求焊縫組織為單一的奧氏體組織,不應有δ組織出現,但單相奧氏體組織容易產生熱裂紋。20Mn23Al無磁鋼為奧氏體高錳鋼,線膨脹系數大,熱導率僅有碳素鋼的1/3,焊接時會產生較大的焊接變形及焊接應力[3]。焊接變形會影響結構的使用,而焊接應力則是造成焊接開裂的重要因素之一。

表1 20Mn23Al的化學成分(質量分數) (%)
(2)T2銅板的焊接性分析 通常評價一種合金的焊接性是根據其化學成分、熱物理特性和物理化學特性,T2銅的化學成分見表2。與碳素鋼相比,銅的焊接性較差主要有以下幾個方面的因素。
1)銅的導熱系數是普通碳素鋼的7~11倍,焊接時大部分熱量被母材傳導散失,焊接區難以達到熔化溫度,造成純銅焊接時母材不易熔合、不易焊透和表面成形較差的外觀缺陷。
2)銅能與其中的雜質分別生成Cu+Bi、Cu+Pb以及Cu2O+Cu等低熔點共晶,它們在結晶過程中都分布在枝晶間或晶界處,使銅或銅合金具有明顯的熱脆性。
3)焊縫處于凝固過程的固-液階段,熱影響區處于易熔共晶液化狀態下都容易因焊接應力造成熱裂紋。
4)熔化焊焊接純銅時,氣孔出現的傾向比碳素鋼要嚴重的多,所形成的氣孔幾乎分布在焊縫的各個部位[4]。

表2 T2的化學成分(質量分數) (%)
(3)20Mn23A1無磁鋼與T2銅板異種材料的焊接性分析 20Mn23A1無磁鋼屬于鐵基高合金鋼,T2銅板是屬于有色金屬,兩者間的化學成分及物理性能差異巨大,20Mn23A1的熔點約1420℃,純銅的熔點為1083℃;20Mn23A1的導熱系數約為碳素鋼的1/4,而銅的導熱系數為碳素鋼的7~11倍,二者之間的線膨脹系數、力學性能等差異都比較大,這些問題的存在,對焊接是不利的。但鐵與銅在高溫時的原子半徑、晶體晶格類型、晶格常數以及原子的外層電子數等比較接近,這對原子間擴散、鋼與銅及銅合金焊接來說,是較為有利的因素。圖3所示為Fe-Cu合金狀態二元相圖,Fe與Cu在液態時無限互溶,固態時有限互溶,不形成金屬間化合物;當鐵向銅擴散時,形成有限溶解的ε固溶體[5]。
銅-鋼焊接時存在的主要問題如下:
1)難熔合及易變形。由于銅在不同溫度時的導熱系數比普通碳素鋼大7~11倍,焊接電弧熱量從銅板母材基體上散失,因此銅板基體難以達到熔化溫度,而熔化后的焊絲與母材因溫度懸殊而造成未熔合。又因銅的線膨脹系數及收縮率比鐵大一倍以上,因此焊接時在無拘束條件下易變形[5],而拘束力大時,焊縫又容易撕裂。
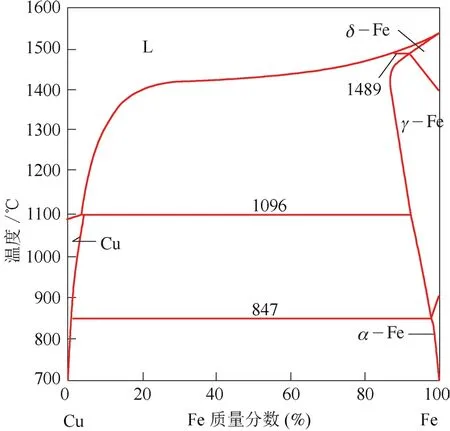
圖3 Fe-Cu二元相圖
2)接頭性能下降。在焊接過程中的熱作用之下,晶粒嚴重長大,雜質和合金元素的滲入,有用合金元素的氧化,各種脆性的低熔共晶體出現于晶界,或產生脆性相,使接頭的塑韌性、導電性、耐蝕性等顯著下降。
3)焊縫易產生熱裂紋。由于銅與鋼會形成低熔點共晶,以及線膨脹系數相差較大,焊縫容易產生熱裂紋和晶界偏析(即低熔點共晶合金或是銅的偏析),焊接時在較大的焊接應力狀態下,易出現宏觀裂紋。
4)銅滲透裂紋。銅與20Mn23Al焊接時,由于銅的潤濕性好,焊接參數及工藝選擇不合理時,液態銅會加速向異種鋼的熱影響區晶界滲透,產生滲透裂紋。為防止滲透裂紋產生,需要合理地選擇焊接參數,選用小的焊接熱輸入量[6]。
4 模擬焊接試驗
20Mn23A1無磁鋼在出廠時,均進行嚴格的檢驗,假如發生鑄坯夾渣,在之后的軋制過程中,夾渣會隨軋制形成與板面平行的片狀缺陷,在焊接時,片狀缺陷會阻礙焊接熱傳導,同時也有阻斷裂紋延伸的功效,發生問題的無磁鋼裂紋,為貫穿板厚的裂紋,因此材料缺陷的嫌疑較小。針對20Mn23A1無磁鋼與T2銅板焊接產生開裂事件,我們進行了模擬焊接試驗,旨在研究何種焊接狀態時,無磁鋼會產生裂紋。
4.1 常規焊接工藝試驗
為驗證焊接工藝是否能造成無磁鋼開裂,進行了模擬焊接試驗。模擬焊接試板(見圖4)的結構形式盡量與發生問題油箱結構形式相同,銅板與無磁鋼塞焊縫尺寸,也與現場情況相當。焊接方法采用了MIG焊工藝,使用HS201銅焊絲填充,純氬氣作為保護氣體。使用了強弱兩種工藝,進行了兩組試板的對比焊接,具體的試驗用焊接參數見表3。焊后經檢驗,1#工藝無磁鋼、銅板及所有焊縫均未出現開裂現象;2#工藝焊接的無磁鋼和銅板也沒有裂紋,但最后焊接的一條角焊縫有開裂現象。分析其開裂原因,可能是因焊接參數加大,導致焊接殘余應力增加,焊縫的強度低于殘余應力而開裂。2#試板雖然母材未發生開裂,但說明焊接參數大,對焊接開裂有促進作用,因此不能為單純提高施工效率,盲目提高焊接參數,應當采取銅板預熱措施,減小銅板滯后熔化現象,以避免使用超強的焊接參數,使工件造成焊接缺陷。
圖4 模擬焊接試板

表3 模擬試板焊接參數
4.2 銅焊絲堆焊工藝試驗
常規焊接試板,20Mn23A1無磁鋼母材未發生開裂,但通過該試驗,可以發現焊接參數大對焊接質量不利,因此又采用非常規焊接工藝,進行了焊接試驗。試驗采用20Mn23A1無磁鋼板表面堆焊HS201銅焊絲的方式,焊接參數也再次進行了增加,讓焊接熱輸入更大,焊接區域焊接應力更強,具體焊接參數見表4。在無磁鋼表面采用縱橫兩個焊接方向,共堆焊了兩層HS201銅焊縫,在堆焊試驗處,HS201銅焊絲堆焊層及無磁鋼背面均出現裂紋,進一步驗證了焊接工藝不僅可以導致無磁鋼開裂,而且懷疑20Mn23A1無磁鋼母材的開裂與銅焊材的收縮率大這一特性有關。銅焊絲堆焊試驗試板如圖5所示。

表4 銅焊絲堆焊參數
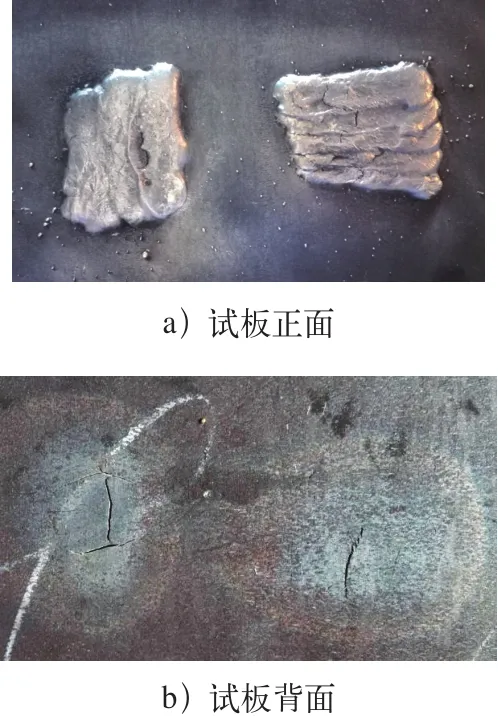
圖5 非常規焊接工藝堆焊試板
4.3 結構鋼焊絲堆焊對比試驗
通過在20Mn23A1無磁鋼表面堆焊HS201銅焊絲試驗,20Mn23A1無磁鋼板材開裂,懷疑銅滲透是導致無磁鋼開裂的原因之一,因此為了驗證使用銅焊絲是否會造成無磁鋼開裂,使用結構鋼焊材,在無磁鋼上進行了對比試驗。焊接參數基本參照銅焊絲堆焊工藝,焊接參數見表5。焊接形式與銅焊絲堆焊相同,焊后堆焊試板正反面均未發現有開裂現象(見圖6),可以側面證明,僅焊接殘余應力,不足以導致形成無磁鋼發生開裂。無磁鋼的開裂是銅在焊接高溫狀態下向無磁鋼側產生滲透,是銅的滲透造成無磁鋼產生裂紋。
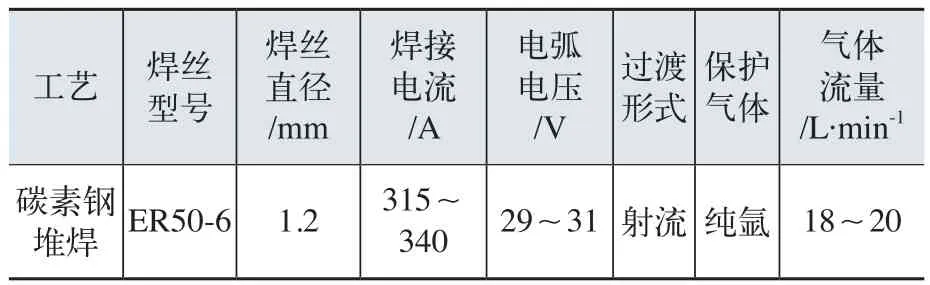
表5 結構鋼焊絲堆焊參數
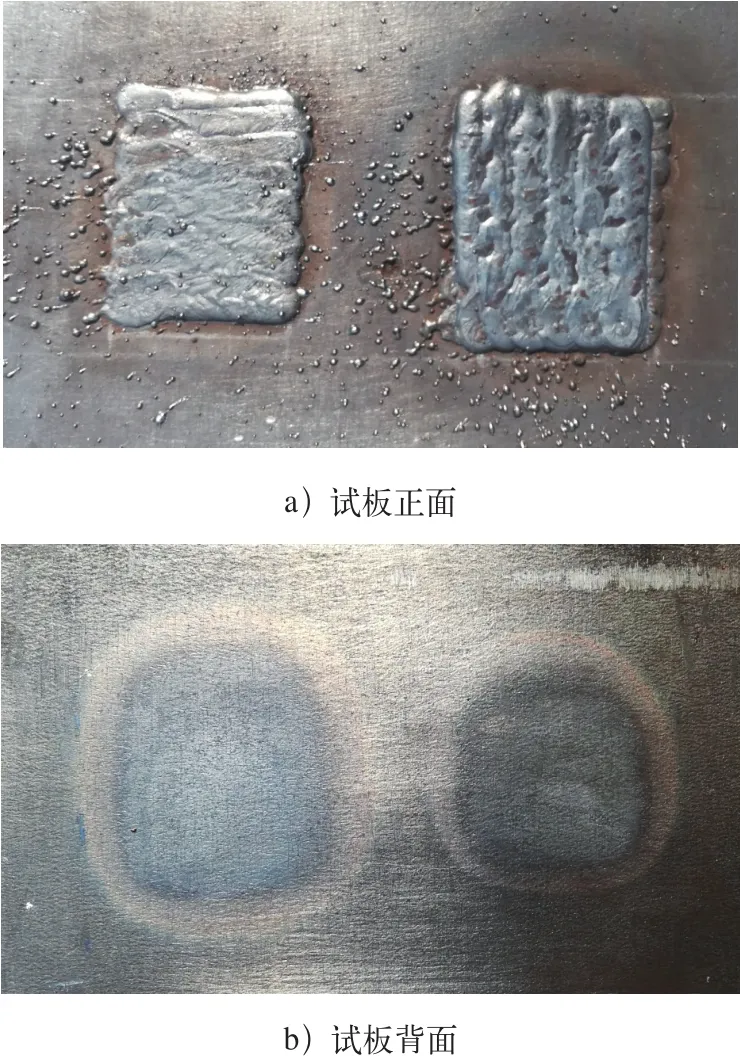
圖6 結構鋼焊絲堆焊試板
4.4 模擬焊接開裂試板的檢驗
(1)金相檢驗 為了進一步驗證20Mn23A1無磁鋼的開裂是否為銅滲透裂紋,對焊接開裂試板進行了金相檢驗,以尋找證據。在HS201銅焊絲堆焊開裂試板區域制取了金相試樣,試樣經過拋光腐蝕,使用光學顯微鏡對試樣進行了觀察。HS201銅焊絲堆焊區為典型的焊態組織,組織形態較均勻,差異較小。在無磁鋼側,基體組織為典型的奧氏體組織,母材未發現異常;在奧氏體母材區域,與焊縫垂直方向,形成一個漏斗狀形態異常區域,一直向母材方向延伸,異常區域顏色與焊縫一致,在漏斗縫隙兩側,無磁鋼的晶粒明顯長大,晶界輪廓清晰,組織疏松,大部分區域有沿晶開裂傾向;在縫隙遠端,可見的類似焊縫物質逐漸減少;在縫隙前端奧氏體母材區域,也有明顯的沿晶開裂現象,說明裂紋有延伸擴展傾向。從金相圖片中可以初步判定(見圖7),開裂試板有銅滲透裂紋嫌疑。
(2)電鏡檢驗 使用電子顯微鏡對無磁鋼與銅焊絲堆焊的試件進行了進一步觀察,在無磁鋼側晶界有明顯的疑似沿晶界銅滲透現象。為驗證晶界物性質,使用能譜進行了鑒別,結果顯示,晶界銅含量(質量分數)達2.93%(見圖8),證實了之前的懷疑,為此次無磁鋼銅滲透裂紋的定性,提供了直接證據。

圖7 金相圖片
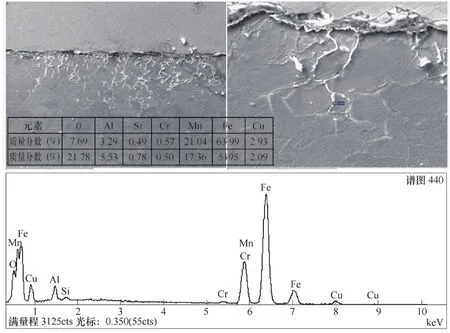
圖8 電鏡及能譜檢驗
5 變壓器油箱開裂處解剖分析
通過對變壓器油箱使用材料的焊接性分析,結合油箱開裂形態及結構特點,通過模擬試驗,多方證據指向變壓器油箱的開裂原因可能為異種材料焊接而引起的銅滲透裂紋。經過與變壓器廠協商,對變壓器油箱開裂處進行了取樣,委托國內某權威科研院進行了解剖分析。檢驗結果表明,在裂紋斷口區域,未發現無磁鋼板制造缺陷;進一步采用多種檢驗方法分析,情況與太鋼做的模擬開裂試板的情況基本相同,證明了此次無磁鋼的開裂,就是因焊接操作不當,無磁鋼焊接熱影響區發生嚴重的銅滲透,在焊接殘余拉應力的影響下,兩者共同作用下造成了無磁鋼的開裂,無磁鋼的開裂與板材制造質量無關。
6 結論與建議
通過對20Mn23A1無磁鋼-T2銅兩種材料及異種材料間的焊接性分析,以及針對上述兩種材料的模擬焊接,在常規焊接工藝條件下,20Mn23A1無磁鋼-T2銅異種材料添加HS201銅焊絲的施工工藝是能滿足工程應用的,不會發生滲透裂紋。但在超強焊接參數條件時,首先是銅潤濕性能好,會向奧氏體無磁鋼晶界產生嚴重的銅滲透現象;其次是焊接高溫狀態時,無磁鋼及T2銅產生比較大的膨脹應力,焊接接頭熱影響區的壓應力已經遠超過它們的屈服極限,焊接接頭熱影響區產生壓縮,焊接接頭在之后的冷卻過程中,無磁鋼的結晶溫度高于T2銅,固態的無磁鋼晶界生成銅的液態膜,焊接接頭內金屬全部凝固后,焊接接頭區域的壓應力轉變為拉應力,焊接接頭無磁鋼內的銅滲透區域不足以承受焊接接頭區域的拉應力,從而形成銅滲透裂紋。
為避免在20Mn23A1無磁鋼-T2銅異種鋼的焊接生產中產生銅滲透裂紋,建議焊接前,T2銅預熱300℃,減少銅板在焊接時因銅板的導熱性能好、熱容量大而產生滯后熔化現象,以避免使用大電流,減小銅的滲透概率,避免產生滲透裂紋;使用合理的焊接順序,盡量采用多層多道焊接方法,以減小焊接接頭的殘余應力,減小產生裂紋概率;在保證焊接接頭熔合良好的前提下,盡可能采用小的焊接參數。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
通信電源技術(2018年3期)2018-06-26 06:33:30
制造業自動化(2017年2期)2017-03-20 14:26:13
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(2016年3期)2016-03-26 07:13:46
設備管理與維修(2015年12期)2015-04-09 06:57:24
