螺柱焊控制柜內(nèi)部結(jié)構(gòu)解析及降溫系統(tǒng)優(yōu)化
2020-11-23 02:58:16毛中正李冠群武揚(yáng)
金屬加工(熱加工) 2020年10期
毛中正,李冠群,武揚(yáng)
北京奔馳汽車有限公司 北京 100176
1 序言
螺柱焊是將螺柱類焊釘或其他固定件焊接在金屬零件上的方法。實(shí)現(xiàn)螺柱焊接的方法有多種,比如用電阻焊、儲(chǔ)能式螺柱焊、凸焊、摩擦焊、電弧式螺柱焊等。相對(duì)應(yīng)的焊機(jī)也有很多種,比如電弧式螺柱焊機(jī)、電阻焊機(jī)、儲(chǔ)能式螺柱焊機(jī)、凸焊機(jī)等[1-3]。
在該技術(shù)應(yīng)用早期,基本都是采用電阻焊和電弧焊,隨著汽車工業(yè)的不斷發(fā)展和電弧螺柱焊焊接技術(shù)的日趨成熟,電弧螺柱焊已經(jīng)成為在白車身制造中應(yīng)用非常廣泛的技術(shù)[4]。電弧螺柱焊的基本原理是在螺柱接觸板材形成短路時(shí),首先利用小電流在螺柱和板材之間引弧;其次利用大電流在板材和螺柱表面形成熔池,然后在外力作用下將螺柱送入板材;最后在焊接熔池冷卻凝固后,螺柱和板材之間會(huì)形成可靠連接。電弧螺柱焊技術(shù)具有快速、可靠、操作簡(jiǎn)單和成本低等優(yōu)點(diǎn)[5-7]。
本文主要分析了Tucker生產(chǎn)的電弧螺柱焊機(jī),該螺柱焊機(jī)在北京奔馳生產(chǎn)線上主要有T028512型和T029506型兩種。T028512型在使用中,經(jīng)常出現(xiàn)柜內(nèi)溫度過(guò)高導(dǎo)致IGBT模塊燒毀事件。針對(duì)該問(wèn)題,本文提出將該控制柜的冷卻系統(tǒng)進(jìn)行優(yōu)化,以降低柜內(nèi)溫度,提高控制柜使用壽命
2 螺柱焊系統(tǒng)組成簡(jiǎn)介
機(jī)器人電弧螺柱焊系統(tǒng)主要由控制柜、示教器、送料器、送釘管、管線包、地線和焊槍組成,如圖1所示。控制柜外接380V交流電源,其主要作用是為焊接提供電流、控制焊槍運(yùn)動(dòng)、控制焊接時(shí)序等。示教器主要作用是調(diào)整焊接參數(shù)、查看報(bào)警信息和焊接曲線等。送料器主要作用是存儲(chǔ)焊釘,同時(shí)在控制柜的控制下將焊釘送至焊槍。送釘管作為連接送料器和焊槍的媒介。管線包內(nèi)包含壓縮空氣管、焊接電纜、焊接測(cè)量線、保護(hù)氣管和24V電纜等5組線束。焊槍是整個(gè)焊接系統(tǒng)的執(zhí)行單元,其在控制柜的指令下精準(zhǔn)執(zhí)行相關(guān)動(dòng)作,保證焊接質(zhì)量。
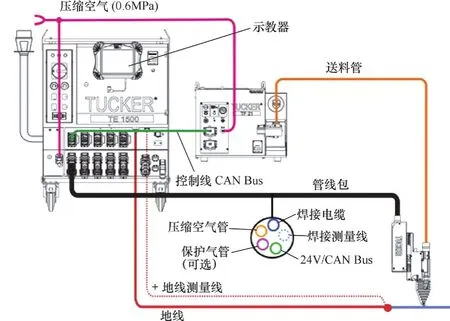
圖1 機(jī)器人電弧螺柱焊系統(tǒng)組成
3 控制柜內(nèi)部結(jié)構(gòu)
Tucker螺柱焊控制柜外部正面和內(nèi)部正面如圖2、圖3所示。從控制柜外部正面可以看到一個(gè)示教器,2個(gè)USB接口,4個(gè)送料器接口,1個(gè)壓縮空氣接口,4個(gè)焊槍接口,2個(gè)24V接口,1個(gè)網(wǎng)絡(luò)接口和1個(gè)急停接口。該類型的控制柜可同時(shí)連接4把焊槍和4個(gè)送料器。從焊接控制柜內(nèi)部正面中可以看到,SMPS單元、CPM單元以及3個(gè)LMC放大板。SMPS又稱交換式電源、開(kāi)關(guān)變換器,是一種高頻化電能轉(zhuǎn)換裝置。此處SMPS主要是將輸入三相280V的交流電變成脈沖電流輸出。LMC是一個(gè)輸出端口,功能是控制焊槍中的直線電動(dòng)機(jī)。其中放大器為電動(dòng)機(jī)提供電源,控制板控制電動(dòng)機(jī)的行程。CPM是中央處理器,處理各種信號(hào)。
控制柜內(nèi)部右側(cè)和左側(cè)實(shí)物如圖3所示。從控制柜右側(cè)可以看到CPM單元的具體組成,比如安全板、USB記憶模塊、ANYBUS電路板、CPM板和CPU板等。從控制柜左側(cè)能看到主電路斷路器F1~F3、相序監(jiān)控接觸器K3、制動(dòng)器電壓K5以及2個(gè)電源模塊等。

圖2 Tucker螺柱焊控制柜正面

圖3 Tucker螺柱焊控制柜內(nèi)部
4 控制柜損壞率分析
在現(xiàn)場(chǎng)實(shí)際運(yùn)行過(guò)程中,發(fā)現(xiàn)Tucker控制柜經(jīng)常出現(xiàn)損壞,通過(guò)檢查內(nèi)部電路和相關(guān)元器件,最終鎖定在IGBT上。螺柱焊需要焊接電流大及焊接時(shí)間長(zhǎng),T028512型控制柜容量剛好滿足,無(wú)富裕量,導(dǎo)致螺柱焊控制柜內(nèi)溫度過(guò)高,IGBT模塊易燒毀。除了加裝風(fēng)扇降溫外,更換大容量控制柜也能解決該問(wèn)題,但是成本很高。IGBT是一種用MOS來(lái)控制晶體管的新型電力電子器件,具有電壓高、電流大、頻率高及導(dǎo)通電阻小等特點(diǎn),被廣泛應(yīng)用于變頻器的逆變電路中[7]。但由于IGBT的耐過(guò)電流能力與耐過(guò)電壓能力較差,一旦出現(xiàn)意外就會(huì)使其損壞,因此,必須對(duì)IGBT進(jìn)行相關(guān)保護(hù)。一般我們從過(guò)電流、過(guò)電壓、過(guò)熱三方面進(jìn)行保護(hù)。
由于該控制柜是廠家制作的標(biāo)準(zhǔn)產(chǎn)品,因此我們把重點(diǎn)放在過(guò)熱保護(hù)上。IGBT的過(guò)熱保護(hù)一般采用散熱器(包括普通散熱器與熱管散熱器),并可進(jìn)行強(qiáng)迫風(fēng)冷[8]。本文采用強(qiáng)制風(fēng)冷的方式對(duì)控制柜進(jìn)行降溫,通過(guò)增加風(fēng)扇以加速柜內(nèi)空氣流動(dòng),降低柜內(nèi)溫度,使得IGBT的工作溫度得到保證,從而延長(zhǎng)其使用壽命。
圖4所示為2018和2019年度內(nèi)IGBT的損壞數(shù),從圖中可以明顯看到,IGBT的損壞數(shù)在2018年7月開(kāi)始出現(xiàn)明顯上升,8月到達(dá)最高點(diǎn),然后開(kāi)始下降。而每年七八月是一年中最熱的時(shí)候,車間的溫度也比其他月份要高,這就導(dǎo)致在相同工況下,控制柜內(nèi)的溫度出現(xiàn)上升,IGBT的損壞率升高。在2018年底對(duì)所有控制柜新增了風(fēng)扇,從圖中可以明顯看到,2019年IGBT損壞率明顯降低。

圖4 2018和2019年度車間IGBT損壞數(shù)統(tǒng)計(jì)
5 冷卻系統(tǒng)改進(jìn)方案
為了降低IGBT的損壞率,在控制柜內(nèi)新增一個(gè)風(fēng)扇,對(duì)控制柜進(jìn)行強(qiáng)制風(fēng)冷。圖5所示為新增風(fēng)扇的供電方案,選取原控制柜內(nèi)一個(gè)電源T2,該電源的作用是將三相380V的交流電變成24V直流電輸出。在T2輸出端并聯(lián)一路24V,作為風(fēng)扇的供電電源,同時(shí)在該電源后新增一個(gè)低壓斷路器,進(jìn)行雙重保護(hù)。圖6所示為新增風(fēng)扇所作的控制柜蓋板,即在原控制柜頂部新增一層蓋板,蓋板中有一個(gè)安裝風(fēng)扇的孔,并且該孔處于SMPS正上方。此種安裝方式更加有利于控制柜的散熱。
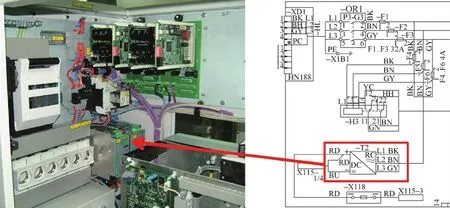
圖5 加裝風(fēng)扇供電方案
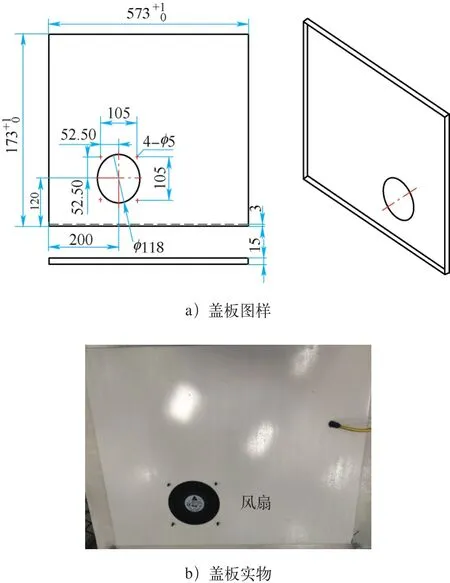
圖6 控制柜改善蓋板圖樣及實(shí)物
6 結(jié)果驗(yàn)證
通過(guò)在控制柜頂部蓋板上增加風(fēng)扇,能夠加快控制柜內(nèi)空氣流動(dòng),并且該風(fēng)扇在控制柜開(kāi)機(jī)狀態(tài)下一直工作。圖7所示為加裝風(fēng)扇前后IGBT熱成形圖,加裝風(fēng)扇前最高溫度達(dá)到76℃,加裝風(fēng)扇后最高溫度只有67℃。接近10℃的降溫能有效提高IGBT的使用壽命。實(shí)際數(shù)據(jù)表明,在增加風(fēng)扇后,IGBT月度最高損壞數(shù)降低到3臺(tái),年度總損壞數(shù)也有明顯降低。
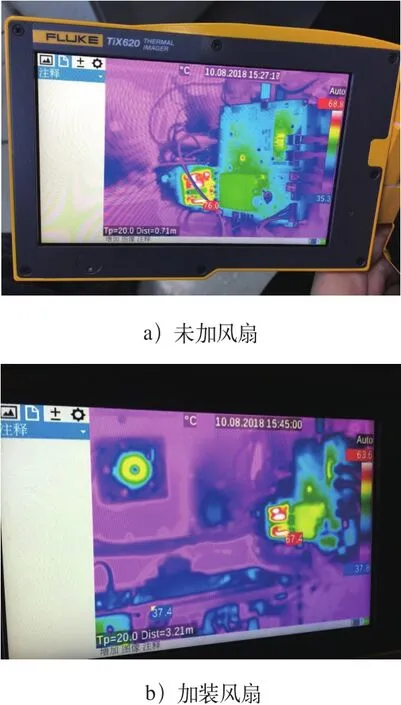
圖7 加裝風(fēng)扇后,IGBT熱成像對(duì)比
7 總結(jié)和展望
IGBT作為螺柱焊控制柜的關(guān)鍵零部件,其使用壽命直接影響設(shè)備的使用效率。而IGBT由于自身屬性的限制,其對(duì)工作溫度的要求較高。實(shí)踐證明,通過(guò)在控制柜內(nèi)增加風(fēng)扇能有效降低IGBT的工作溫度,從而提高其使用壽命,同時(shí)提高設(shè)備的整體使用效率。
