安鋼2 800 m3高爐熱風爐燒爐自動控制系統的改造
2020-11-25 08:30:16周旭朋梁慶峰武俊峰
河南冶金 2020年5期
周旭朋 梁慶峰 谷 莉 武俊峰
(安陽鋼鐵集團有限責任公司)
0 引言
目前我國的鋼鐵產量居世界首位,但是我國鋼鐵行業的生產技術整體水平與國外的差距仍然較大,鋼鐵生產綜合能耗比國外高出20%~30%,提高技術水平、降低生產能耗是鋼鐵行業急需解決的問題。而高爐熱風爐作為鋼鐵生產的重要輔助設備,其生產技術水平的高低對鋼鐵生產綜合能耗影響很大。我國一千多家鋼鐵生產企業中有90%以上的高爐熱風爐的燃燒操作都還處在手動操作或單回路自動控制,實現自動燒爐是熱風爐自動控制的關鍵,而如何實現優化燃燒、使送風溫度更高更平穩則是國內外業界人士更為關心的一個課題。
1 現狀
安鋼2 800 m3高爐熱風爐為三座頂燃式熱風爐,使用高爐煤氣燃燒,一般情況下拱頂溫度控制在1 310~1 330 ℃之間,廢氣溫度控制在380 ℃,之前一直采用人工操作的方法進行燒爐。然而,人工燒爐存在諸多問題:(1)拱頂溫度波動大。由于煤氣壓力和煤氣熱值的波動,造成在燃燒期間拱頂溫度波動較大。長時間如此,既縮短了熱風爐的壽命,又不利于高爐煤氣的節約。(2)人工勞動強度大。由于受外界因素的影響,熱風爐的燃燒需要操作人員頻繁控制,產生了大量重復勞動。
2 系統優勢
安鋼2 800 m3高爐熱風爐智能燃燒系統根據設定燒爐時長,采用了自尋優及滾動優化技術,自動調整燒爐過程中的高爐煤氣流量和助燃空氣流量等參數,使拱頂溫度和廢氣溫度的變化滿足工藝設定要求,達到降低煤氣消耗的目的。和人工燒爐相比,高爐熱風爐智能燃燒系統在節約煤氣量、保證拱頂溫度穩定、廢氣溫度準時燒到目標值、降低勞動強度等方面具有顯著的優勢。
3 系統架構
此次改造新增的智能燃燒系統與原有PLC控制系統間的通訊,采用國際標準的TCP/IP通訊協議,完成兩系統間的雙向數據交換。整個系統的架構如圖1所示。
智能燃燒系統上帶有通訊狀態診斷功能,當通訊發生異常,智能燃燒系統會自動無擾地將控制權切換回原有PLC控制系統上,并發出語音報警。
4 系統關鍵技術
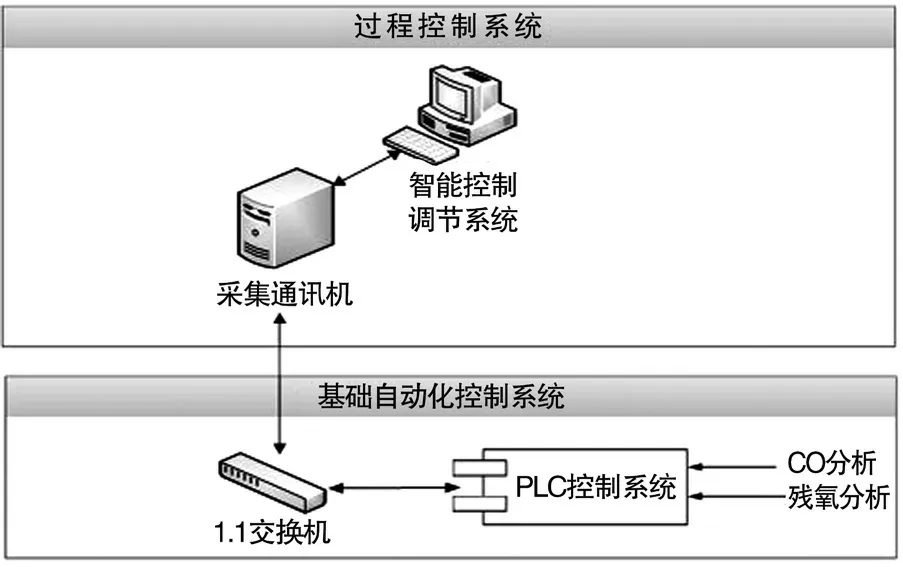
圖1 系統架構
(1)空燃比自尋優及滾動尋優技術。實現風煤配比的自尋優和滾動尋優功能,使熱風爐燒爐時的風煤配比保持最佳,即可以提高拱頂溫度,也可以節省煤氣用量。
(2)智能軟伺服。對調節閥的控制應用“智能軟伺服”功能,在實現對被控變量有效控制的同時,最大限度的降低調節閥的動作頻率和幅度,提高調節閥的壽命。
(3)平衡燒爐。系統根據幾座熱風爐燒爐結束后的蓄熱能力數據,自動調整下次燒爐煤氣流量的基本設定值和燒爐時間,進行削峰填谷式的平衡控制,避免出現多座熱風爐之間蓄熱存在較大偏差,進而引起送風溫度波動較大的問題。
(4)運行信息統計。系統可以科學、全面地把每座熱風爐單次和多次燒爐、送風的重要信息進行統計,直接顯示最近三個燒爐周期的詳細統計數據,可以為操作人員了解爐況、指導燒爐提供一定的參考。
(5)故障診斷與容錯控制。基于故障診斷與容錯控制技術,克服了在一些關鍵儀表發生故障時對優化的影響和對操作造成的不安全因素。拱頂溫度、廢氣溫度、煤氣流量、助燃風流量等儀表的不準確性不影響優化功能的運行。
(6)安全燒爐。系統設計了諸多燒爐安全防護,用來延長熱風爐及相關設備的使用壽命。安全防護包括空氣聯鎖煤氣,拱頂溫度卡邊控制,廢氣溫度卡邊控制,廢氣氧或CO含量聯鎖限幅控制,智能語音報警功能,通訊故障自動切換功能,安全限幅功能,人工經驗與人工智能結合,一氧化碳與廢氣含氧量協調控制等。
5 系統實施
5.1 檢測設備安裝
根據前期調研的情況發現,安鋼2 800 m3高爐熱風爐缺乏CO含量檢測設備,且原有V錐煤氣流量計的精度太低。為了實時檢測煙道CO含量,確保智能燃燒系統采集的流量數據的準確性,為自動燃燒提供精確依據,分別在熱風爐的3個煤氣支管和3個廢氣支管上加裝了3臺插入式流量計和3套CO激光分析儀。這些設備的安裝,確保了閉環控制,使燃燒更充分,更有利于節約煤氣,同時更大程度上保證熱風爐燃燒的安全性。
5.2 原有PLC程序和監控畫面的修改
為了實現原有PLC控制系統和智能燃燒系統的無擾切換,對原有PLC程序和監控畫面進行了相應修改。在原有PLC程序中添加了一段切換程序,程序切換到智能燃燒控制系統時,在每個熱風爐燃燒期間每隔20 s向原有PLC系統傳輸智能燃燒系統計算出的高爐煤氣流量值和助燃空氣流量值,以達到自動控制燃燒過程的目的。在原有監控畫面上添加一個切換畫面(如圖2所示),可實現原有PLC控制系統與智能燃燒系統的切換。

圖2 切換畫面
5.3 智能燃燒系統的開發
智能燃燒系統的硬件配置由一臺工控機、一個顯示器和一個優化站組成,工控機使用三維力控軟件制作智能燃燒系統的監控界面,優化站集成了ABB的PLC模塊并編制了優化控制程序。智能燃燒系統與原有PLC系統通過交換機進行數據傳輸。
在拱頂溫度上升期,優化控制程序自學習歷史最優空燃比作為本次燒爐過程的初始設定值,保持高爐煤氣流量和助燃空氣量不變,持續燒爐,當拱頂溫度達到目標溫度值或燃燒時長達到拱頂溫度上升期設定值時,拱頂溫度上升期結束,進入廢氣溫度管理期。廢氣溫度管理期占熱風爐燃燒周期的大部分時間,在這個階段,程序優化維持拱頂溫度不變,通過自動控制合理的廢氣溫升速度,使其在燒爐結束時剛好達到目標溫度。
智能燃燒系統的主操作流程畫面如圖3所示。三座熱風爐的全自動優化燃燒操作都利用該操作畫面完成,具體包括:(1)基本空燃比(或初始空燃比)的設定。可以先設定一個經驗數,啟動優化算法后系統將會自動將該空燃比修改為優化空燃比。(2)燃氣閥、空氣閥的手/自動操作。操作人員可以方便地點出軟手操器進行相關操作,執行優化操作時,兩個閥的狀態都必須在“自動”位置。(3)可修改燃燒制度。操作人員可以根據具體情況隨時修改燃燒制度。(4)有經驗的操作人員可以在全自動狀態下對煤氣、空氣的控制點實施手動干預,從而達到人工優化的效果。(5)可以觀察到熱風爐運行與操作的所有動態參數。

圖3 主操作流程畫面
5.4 系統調試
對所有安裝的檢測設備進行校驗和調試,修改量程、校對零點。對智能燃燒系統的優化程序的各個初始設定值、空燃比調節參數值和各個補償值進行不斷地調試和修改,根據燒爐狀況的對比得出最優空燃比。
5.5 系統測試
測試采取智能燃燒優化控制和原PLC控制兩種方式同時間對比,記錄運行過程中的生產數據,然后進行數據整理,科學、公正的分析比較。在熱風爐正常運行生產的情況下,人工操作和智能燃燒系統運行相同時間段內,對比同爐同時間段同等送風溫度下的單位風量煤氣消耗。
以節能率評價運行經濟性,節能率計算公式為:
節能率=(F手動-F優化)/ F手動×100%
F= ΣFm/[(T1ave-T2ave)×ΣFh]
式中:F——單位冷風單位溫升下的煤氣消耗量,m3/(℃?m3)。
分別計算被評價高爐熱風爐在考核期間的送風溫度平均值T1ave、冷風溫度的平均值T2ave、所消耗的煤氣量ΣFm、冷風流量ΣFh。
采用4+1+4模式進行系統驗收測試,先進行4天的原PLC控制系統燒爐,記錄下相關生產數據,計算出原PLC控制系統的煤氣消耗均值,再進行1天的程序切換,然后進行4天的智能燃燒系統優化燒爐,記錄下相關生產數據,計算出智能燃燒系統的煤氣消耗均值,最后計算出節能率。
安鋼2 800 m3高爐熱風爐2019年5月的測試數據見表1。

表1 安鋼2 800 m3高爐熱風爐測試數據及節能率計算
經測試,安鋼2 800 m3高爐熱風爐智能燃燒系統較人工操作狀態下風煤比控制更佳,在保證拱頂溫度穩定、廢氣溫度準時燒到目標值的前提下,運行更加平穩,節能效果顯著,同等送風溫度的實際節能率達到5%。
6 應用效果
安鋼2 800 m3高爐熱風爐燒爐自動控制系統經過改造,到目前為止已投用近一年,實現了3座熱風爐煤氣、空氣控制回路自動調整最佳風煤比的全自動優化運行,熱風爐整體運行更加平穩,大大降低了操作人員的勞動強度,操作質量和安全性能得到了大幅度提高。
智能燃燒系統節能效果顯著,實際節能率達到5%,送風溫度提高了10 ℃左右,實際系統投用率達到95% 以上。該系統的投用使經濟效益顯著提升,2 800 m3高爐熱風爐每天大約消耗煤氣量300萬m3,每年大約生產355天,以安鋼高爐煤氣消耗計劃價每立方米煤氣0.06 元計算,一年在煤氣消耗上總共需要花費6 390萬元。按照節省煤氣5%計算,每年能夠節約煤氣費用319.5萬元。
7 結語
安鋼2 800 m3高爐熱風爐智能燃燒系統在實現提高送風溫度的同時可以降低煤氣消耗,可以為企業帶來可觀的經濟效益和良好的社會效益。該技術對用戶現場儀表要求低,非常適合中國國情,具有很好的推廣價值。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
