重慶鋼鐵普通中厚板冶煉工藝優化實踐
2020-11-25 08:30:22劉曉峰王少波
河南冶金 2020年5期
劉曉峰 王少波,2
(1.重慶鋼鐵股份有限公司; 2. 寶山鋼鐵股份有限公司)
0 前言
高效、低成本生產潔凈鋼是鋼鐵企業永恒的追求。重慶鋼鐵股份有限公司(以下簡稱重慶鋼鐵)是國內重要的中厚板生產企業,產品主要銷往川渝云貴等西部地區,市場占有率高。2019年,隨著原材料價格上揚,鋼材市場價格一路震蕩,企業利潤縮水明顯。資料顯示[1],氫對中厚板的內部裂紋影響很大,鋼中氫含量高時,厚板的超聲波探傷不合格率顯著增加。德國Dilligen鋼廠生產優質中厚板,氫含量要求控制在2.5×10-6以下;日本的鋼鐵公司生產管線用高強度厚板,氫含量要求低于1.5×10-6。重慶鋼鐵處于亞熱帶季風性濕潤氣候區,緊鄰長江建廠,空氣相對濕度大(70%~80%),煉鋼用原輔材料水分含量高,未經真空脫氣處理的鋼水w(H)=(4.0~5.5)×10-6。基于此,重慶鋼鐵中厚板鋼種的煉鋼生產工藝流程主要采用KR→210 t BOF→LF→RH→CC(簡稱LF→RH工藝)。資料顯示[2],國內外高水平轉爐鋼廠爐外精煉采用LF工藝的呈現減少趨勢,如浦項鋼鐵公司浦項制鐵所第二煉鋼廠,只有在生產w(S)<0.002%的厚板鋼種時才采用LF精煉方法,寶鋼、馬鋼四鋼軋廠等也只在生產w(S)<0.003%鋼種時采用LF,而大量低硫、超低硫鋼種則采用成本較低的鋼包吹氬加頂渣或直接采用RH(必要時加PB)精煉工藝。首鋼[3]內控w(S)≥0.008%且要求進行RH真空處理的常規中厚板品種采用冶煉成本較低的鐵水脫硫→轉爐冶煉→RH精煉→板坯連鑄工藝生產,效果較好。對重慶鋼鐵LF→RH工藝冶煉中厚板現狀進行分析后發現,兩個生產量最大的普通中厚板鋼種均存在質量過剩和生產成本較高的問題。為此,在梳理公司中厚板鋼種冶煉現狀的基礎上,試驗推行普通中厚板KR→BOF→RH→CC冶煉工藝,取得了良好的生產實踐效果。
1 生產現狀
1.1 工藝及產量
2019年1~6月,重慶鋼鐵煉鋼廠累計生產中厚板鋼種106.93萬噸,采用LF→RH工藝累計生產58.60萬噸,占總生產量的54.80%。在采用LF→RH工藝的鋼種中,按生產量排序,煉鋼牌號排在前4位的依次是ADQ228、BFT003、BDQ202和CDQ223。ADQ228和BFT003兩個普通中厚板鋼種生產量達到26.84萬噸,占LF→RH工藝生產量的45.80%,具體見表1。
1.2 鋼種特性
按照重慶鋼鐵“一鋼多級”鋼-軋牌號對應規則,ADQ228軋制厚度為12~35 mm的Q355普通低合金鋼板,BFT003軋制厚度為30~60 mm的Q235普通碳素鋼板,BDQ202軋制厚度為35~63 mm的Q355優質低合金鋼板,CDQ223軋制厚度≤40 mm的Q345特優低合金鋼板。
1.3 產品質量
1.3.1 硫含量
鋼中硫對鋼坯和鋼板質量控制的影響較大,絕大多數中厚板鋼種對硫含量控制有著非常嚴格的要求。重慶鋼鐵中厚板冶煉采用LF→RH工藝,ADQ228、BFT003、BDQ202和CDQ223的 硫 含量控制水平如圖1所示。采用統計學理論,對四個鋼種的硫含量過程控制能力指數(Cp)進行分析,ADQ228和BFT003的Cp分別為2.00和1.89,Cp≥1.67,處于A+等級,存在能力過剩,具有降本潛力;BDQ202和CDQ223的Cp分別為1.52和1.37,1.33≤Cp<1.67,處于A等級,控制狀態良好,維持現狀。
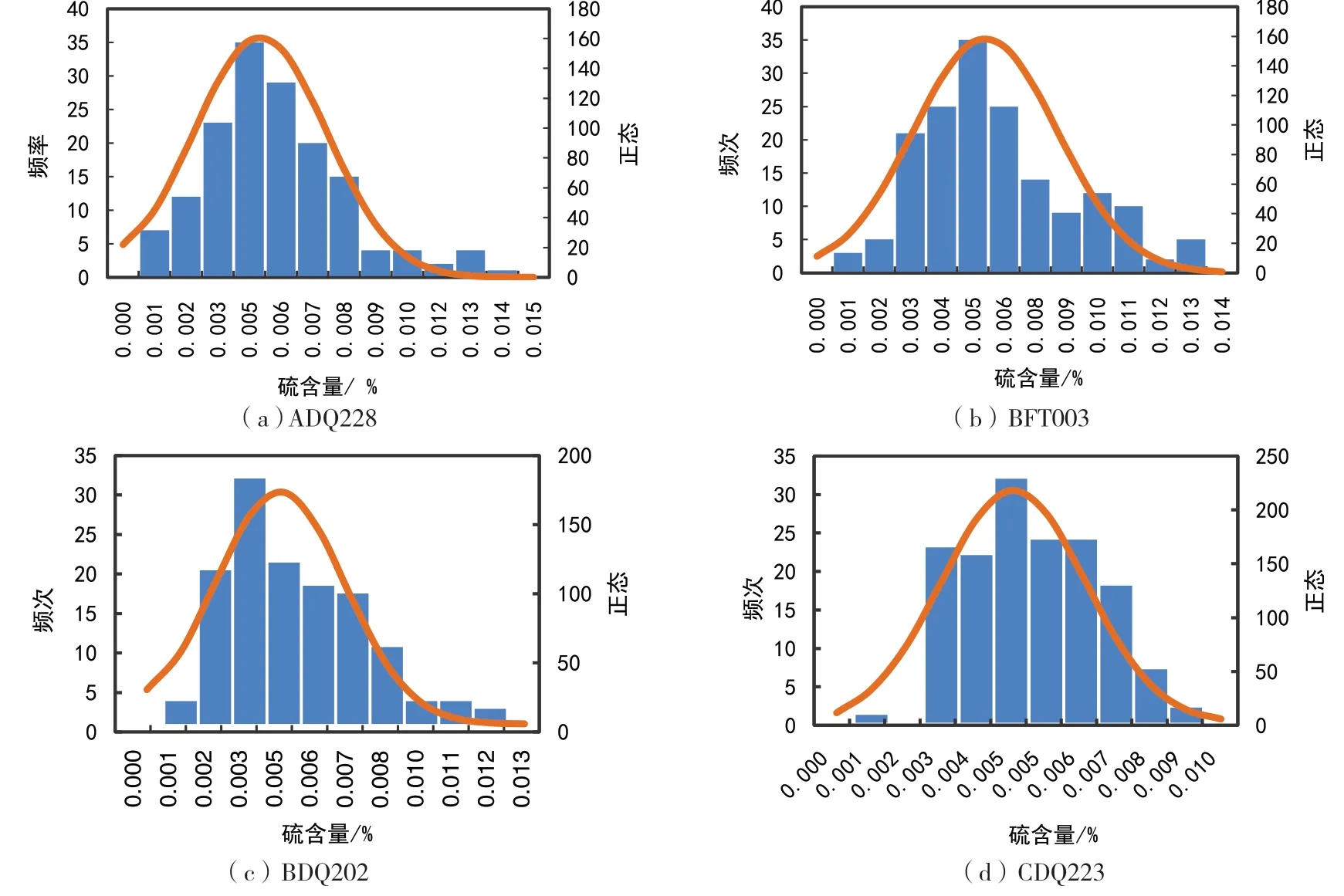
圖1 四個鋼種的硫含量控制水平
1.3.2 全氧和氣體含量
ADQ228、BFT003、BDQ202和CDQ223各取4爐中間包鋼水樣,檢測鋼中的w(O)和w(N)。分析w(O)和w(N)的氣體樣為截取“球拍樣”致密圓柱部分,加工成直徑為5 mm圓柱試樣,供LECO TC-400氧/氮分析儀測定。采用Hydris system定氫系統在連鑄中間包測定鋼水中的氫含量,各檢測1爐。四個鋼種的全氧和氣體含量控制水平如圖2所示。
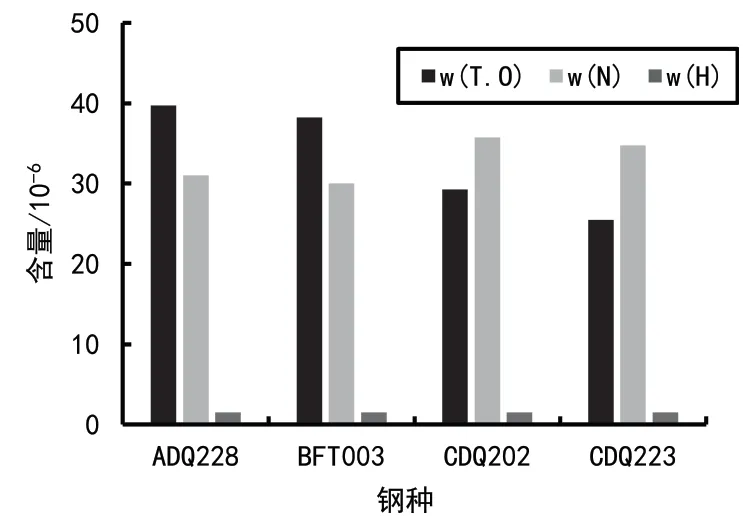
圖2 四個鋼種的全氧和氣體含量控制水平
從圖2可以看出,ADQ228、BFT003、BDQ202和CDQ223的平均w(O)<40.00×10-6,最低為25.50×10-6;平 均w(N)<36.00×10-6,最 低 為30.00×10-6;w(H)=1.52(1.30~1.90)×10-6。隨 著 鋼種質量等級的提高,w(O)呈遞減趨勢,w(N)呈遞增趨勢,w(H)基本相當。
基于以上分析,提出了在生產量最大的兩個普通中厚板鋼種上試驗推行KR→BOF→RH→CC生產工藝(以下簡稱單RH工藝),從而降低生產成本。
2 生產試驗
2.1 試驗方案
單RH工藝與LF→RH工藝最大的區別就是取消了LF精煉工序。根據LF精煉功能,需重新優化配置煉鋼裝備工藝功能,將LF的溫度補償、白渣精煉、強攪拌等冶金措施分解至KR預處理、轉爐冶煉、爐后吹氬、RH真空精煉等多個環節來實現。
2019年5月,開始BFT003和ADQ228的KR→BOF→RH→CC工藝工業試驗。因ADQ228合金含量較高且含有Ti成分,試驗先在BFT003開展,隨后再在ADQ228進行,分別試驗生產了61爐和44爐。鋼水硫含量的控制環節主要有:KR鐵水脫硫采用深脫硫模式,入轉爐鐵水w(S)≤0.005%;在轉爐出鋼過程中,根據終點氧含量加鋁丸預脫氧,加精煉石灰和稠渣劑預造渣,全程吹氬氣攪拌渣洗脫硫;轉爐出鋼結束,鋼包加鋁粒進行頂渣脫氧改質;在CAS精煉過程中,大流量吹氬攪拌3 min。進RH鋼水目標w(S)≤0.015%。溫度及生產節奏控制環節主要有:轉爐終點溫度按T終≥1 640 ℃,出鋼過程溫降?T出=40 ℃;CAS過程溫降?TCAS=10 ℃,時間為8 min;RH本處理模式,過程溫降?TRH=40 ℃,周期25 min,鋼水循環時間為12~15 min,純循環時間≥5 min;中間包鋼水平均過熱度?T過=23 ℃。其他工藝控制要求:ADQ228鋼種的鋼水到CAS喂高牌號鈦鐵線,RH喂硅鈣線鈣處理。澆注工藝要求不變。
2.2 工藝效果分析
試驗后,對照試驗方案和試驗數據,從轉爐終點控制、RH過程溫降和脫氣時間、鋼水硫含量控制、全氧和氣體含量等幾個方面對BFT003和ADQ228單RH工藝進行了分析評估。
2.2.1 轉爐終點控制
取消LF精煉環節,冶煉過程的鋼水溫降損失主要由轉爐冶煉環節進行補償,其次為RH進行OB升溫。在當前較低鐵水消耗情況下,提高轉爐終點溫度對冶煉操作和鋼水質量均會產生較大影響。不同生產工藝下BFT003和ADQ228轉爐終點鋼水溫度和氧含量情況如圖3所示。
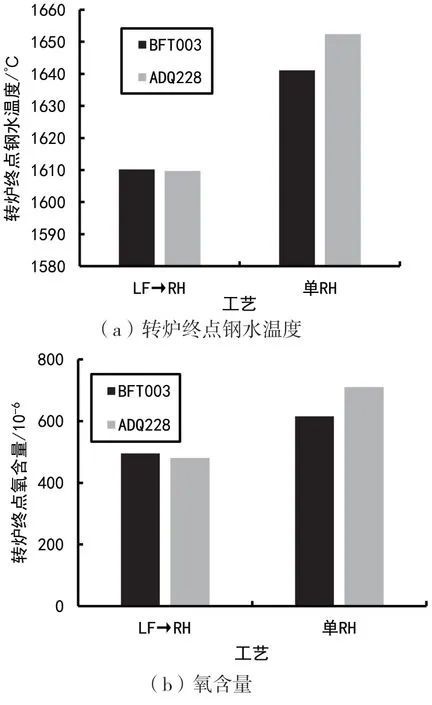
圖3 不同生產工藝下兩種鋼種的轉爐終點鋼水溫度和氧含量
從圖3可以看出,兩個鋼種在同期鐵水消耗平均值為860~870 kg/t的條件下,轉爐終點鋼水平均溫度分別為1 641.08 ℃和1 652.34 ℃,與同期的LF→RH工藝相比,轉爐終點鋼水平均溫度分別提高了30.86 ℃和42.58 ℃,氧含量分別提高了120.36×10-6和229.85×10-6。總體來看,試驗工藝和兩個鋼種轉爐冶煉工藝有沖擊,但可承受。
2.2.2 RH過程溫降和脫氣時間
RH真空本處理時間在12 min以上,脫氫率在50%左右,處理后的鋼水w(H)≤2.5×10-6。RH真空處理時間越短,生產效率越高,生產成本越低。試驗爐次RH過程溫降和真空脫氣時間控制情況分別如圖4、圖5所示。
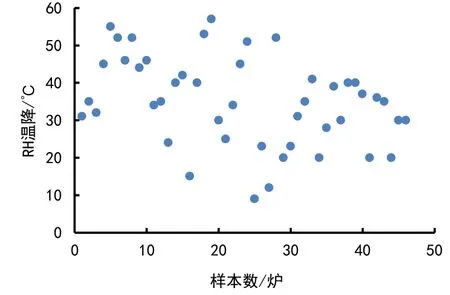
圖4 試驗爐次RH過程溫降
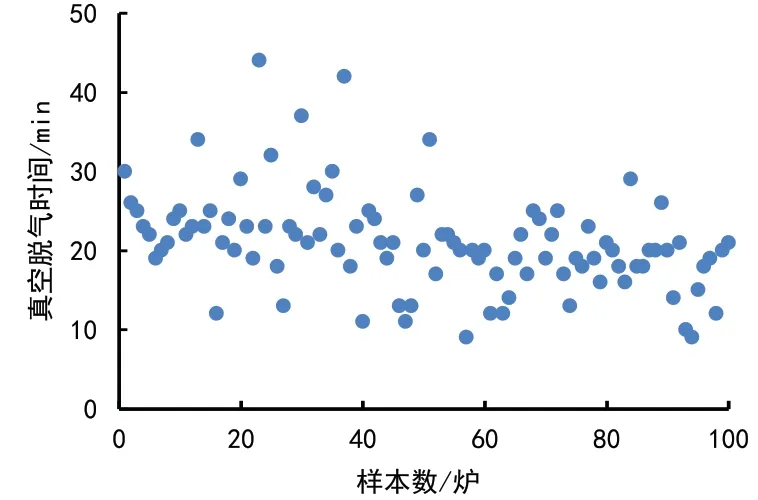
圖5 試驗爐次RH真空脫氣時間
從圖4、5可以看出,試驗爐次RH采用本處理模式,真空處理過程的溫度損失在20~57 ℃之間,平均溫降為35.08 ℃,與同期LF→RH工藝的30.29 ℃相比增加了4.79 ℃,主要原因為兩種工藝狀態下鋼包蓄熱效果存在差異。RH過程OB率為14.95%。RH真空脫氣時間在12~44 min之間,平均為21.01 min/爐,與同期LF→RH工藝的27.29 min縮短6.28 min,與試驗方案設計的12~15 min仍有較大差距。
2.2.3 硫含量控制
試驗爐次鋼種冶煉過程w(S)控制情況如圖6所示。
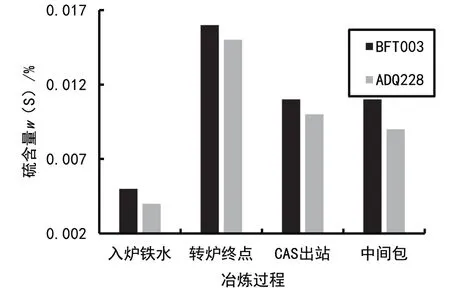
圖6 試驗爐次鋼種冶煉過程w(S)控制情況
從圖6可以看出,入爐鐵水硫含量在0.001%~0.011%之間,平均w(S)≤0.005%,KR脫硫工藝的穩定性有待加強。兩個鋼種的平均轉爐終點w(S)分別為0.016%和0.015%,轉爐平均回硫量為0.011%。轉爐回硫量較高,一方面是因為860~870 kg/ t的鐵水消耗較低,廢鋼比例較高,質量較差;另一方面是因為使用了含硫量達到0.050%~0.090%的冶金石灰。CAS出站w(S)分別為0.011%和0.010%,轉爐出鋼渣洗脫硫率分別達到了31.25%和33.33%,渣洗效果較好。BFT003和ADQ228鋼種中間包鋼水的平均w(S)分別為0.010%和0.009%,Cp分別為1.35和1.40,1.33≤Cp<1.67,處于A等級,控制狀態良好。
2.2.4 全氧和氣體含量
試驗各取4爐次中間包鋼水氣體樣,檢測w(O)和w(N)。用Hydris system定氫系統在連鑄中間包測定鋼水w(H)。試驗爐次的鋼水全氧和氣體含量控制水平如圖7所示。
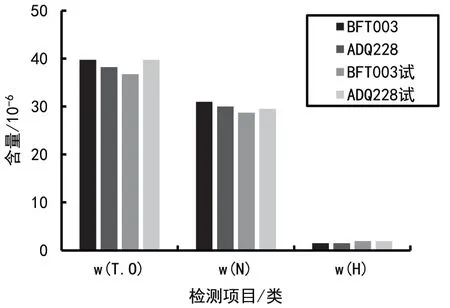
圖7 試驗爐次鋼種w(O)、w(N)和w(H)控制水平
從圖7可以看出,與圖2的LF→RH工藝結果相比,試驗爐次的平均w(O)基本相當,w(N)略低,w(H)增高了0.43×10-6。
2.3 冶煉成本分析
單RH工藝與同期LF→RH工藝相比,KR脫硫和轉爐冶煉成本均有所增加,RH真空精煉成本視為相當;RK脫硫增加成本5.35元/噸,轉爐冶煉增加成本18.25元/噸,LF成本減少了57.71元/噸,合計降低冶煉成本34.11元/噸。
3 推廣應用
2019年5月,重慶鋼鐵開始BFT003和ADQ228單RH工藝工業試驗。7月,普通中厚板鋼種單RH工藝擴大生產應用,2020年累計生產3.16萬噸。單RH工藝生產的鋼坯經過4 100 mm中厚板軋機軋制,鋼板理化指標滿足技術標準要求,未發生質量異議。
4 結論
(1)針對重慶鋼鐵生產量最高的兩個普通中厚板鋼種存在的問題,試驗開發了普通中厚板KR→BOF→RH→CC低成本生產工藝,實現了批量大生產。
(2)單RH工藝與LF→RH工藝相比,轉爐終點鋼水溫度提高了30.86 ℃和42.58 ℃,氧含量提高了120.36×10-6和229.85×10-6。
(3)單RH真空處理過程溫降為35.08 ℃,與LF→RH工藝相比增加了0.79 ℃;RH真空脫氣時間21.01 min/爐,比LF→RH工藝縮短了6.28 min。
(4)單RH生產的兩個普通中厚板鋼種,中間包鋼水w(S)分別為0.010%和0.009%,全氧、氮和氫含量波動不大。(5)單RH與LF→RH工藝相比,冶煉成本降低了34.11元/噸。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
