HRB400E抗震鋼筋控軋控冷工藝生產實踐
2020-11-25 08:30:18何曉波
河南冶金 2020年5期
李 璟 何曉波
(安陽鋼鐵股份有限公司)
0 前言
2018年11月1日正式實施的新國標有以下幾點要求:(1)取消了HRB335牌號;(2)增加了HRB600牌號;(3)增加了金相組織檢驗的規(guī)定;(4)增加了宏觀金相、截面維氏硬度、微觀組織及檢驗方法等。因此,余熱淬火鋼筋已經無法滿足新國標的要求。
而控軋控冷工藝與余熱淬火工藝有本質的區(qū)別,鋼筋的控軋控冷工藝主要是利用“細晶強化”機理[1],由于這種工藝是鋼筋的整體強化,所以沒有穿水冷卻那種明顯的內外溫度、組織、性能不均,也減少了穿水冷卻遇到的時效問題和焊接問題。與低溫軋制相比,軋機負荷沒有增加,不用改造設備,現場很容易實現。由此可見,采用控制軋制和控制冷卻技術可取得明顯的經濟和社會效益,提高企業(yè)的競爭力。
1 試驗生產
在熱軋態(tài)HRB400E鋼筋原有成分體系下,分別采用單獨控冷、控軋+控冷工藝來研究不同工藝對鋼筋力學性能和金相組織的影響。制定合理的軋制工藝,進一步優(yōu)化成分體系,在保證鋼筋性能的同時,達到降低合金成本的目的。
1.1 單獨控冷試驗生產
試驗規(guī)格為18 mm,牌號為HRB400E,其化學成分及力學性能見表1。本次試驗采用熱軋+控冷的工藝進行試驗,通過采用不同水壓水量控制鋼筋上冷床的溫度,對應不同工藝得到不同的鋼筋性能見表2,屈服強度對比趨勢如圖1所示。

表1 HRB400E控冷試驗化學成分
試驗結果表明:(1)對比熱軋態(tài)力學性能,采用單獨控冷工藝的鋼筋強度隨著上冷床溫度的降低而升高,Agt相應降低。(2)采用較強穿水冷卻工藝(投用2段冷卻水箱,上冷床溫度為720~760 ℃),鋼筋的強度有大幅度提高,屈服強度提高約50 MPa,抗拉強度提高了16~20 MPa;采用較弱穿水冷卻工藝(投用1段冷卻水箱,上冷床溫度為871 ℃),屈服強度提高10了 MPa,抗拉強度相差不大。(3)采用單獨控冷工藝比采用熱軋工藝生產的鋼筋的屈服強度提高了50~70 MPa,抗拉強度提高了12~55 MPa,采用穿水冷卻工藝的鋼筋的屈服強度比抗拉強度提高的幅度更大,從而造成了鋼筋強屈比的下降,穿水后鋼筋的強屈比平均為1.25。

表2 HRB400E控冷工藝鋼筋力學性能

圖1 不同上冷床溫度下鋼筋強度對比
觀察不同上冷床溫度下鋼筋的金相組織(如圖2~6所示),上冷床溫度為720~740 ℃,鋼筋橫斷面均出現了閉合的過冷組織——回火馬氏體,由于基體組織的變化帶來強度的提高;隨著上冷床溫度的提高,冷卻速率降低,過冷組織在鋼筋橫斷面的邊界變得不明顯;當上冷床溫度為760 ℃時,鋼筋邊部為回火馬氏體和珠光體的混合組織,使得鋼筋強度提高的幅度下降。上冷床溫度為871 ℃時,鋼筋橫斷面沒有異常組織,全部為鐵素體+珠光體,晶粒度為8.5級;金相組織與熱軋態(tài)相差不大。

圖2 不同上冷床溫度低倍宏觀組織

圖3 上冷床溫度為710 ℃金相組織
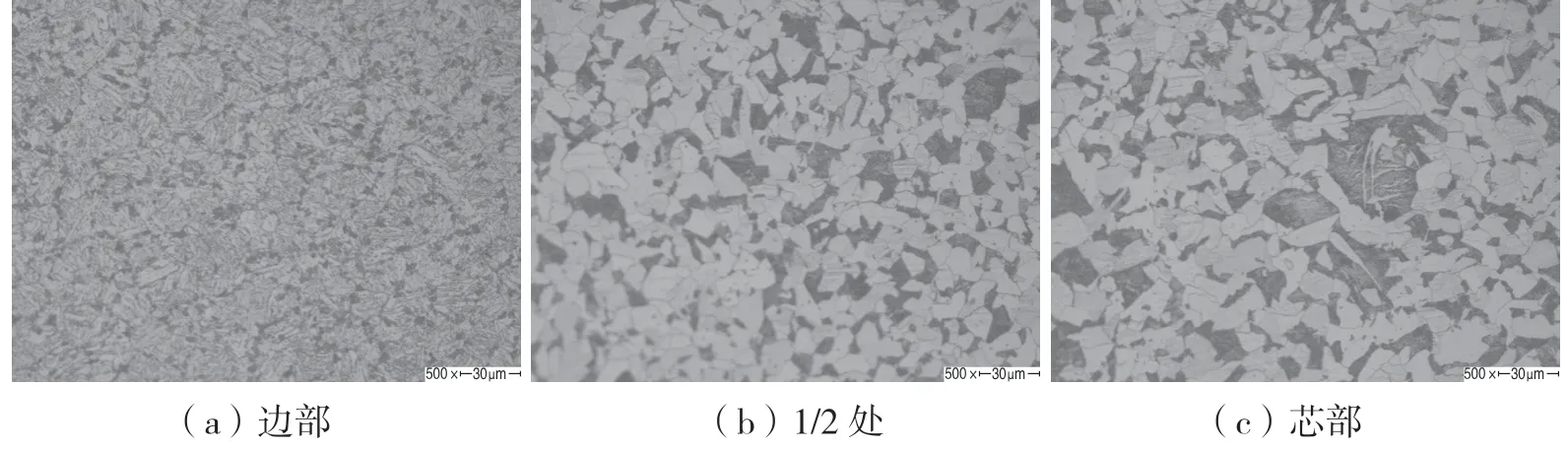
圖4 上冷床溫度為760 ℃金相組織
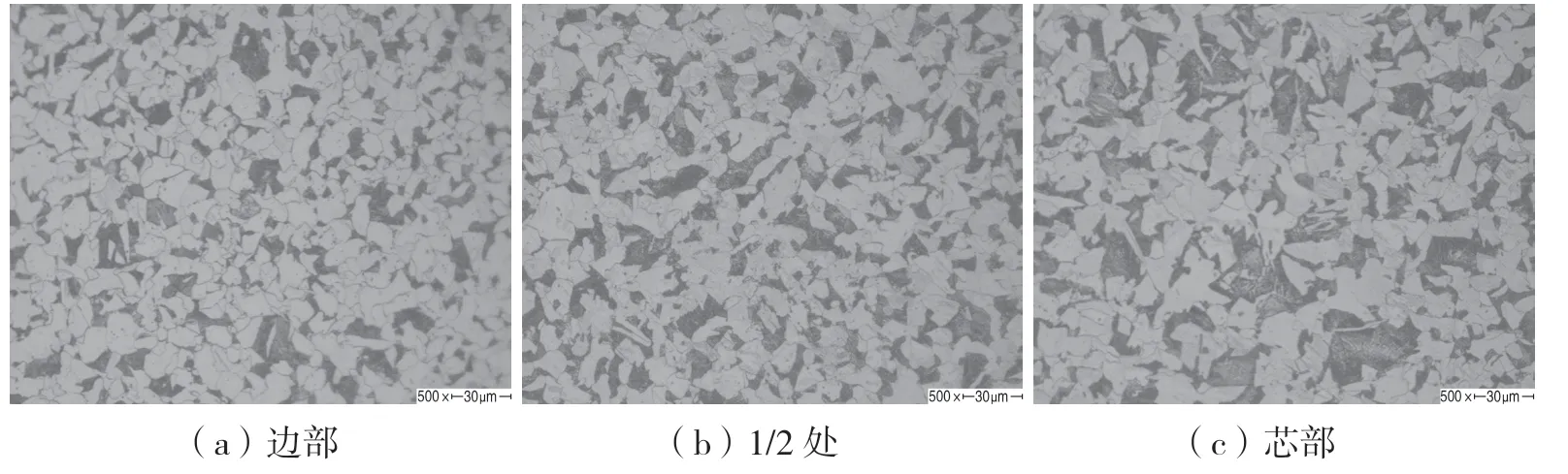
圖5 上冷床溫度為871 ℃金相組織

圖6 熱軋態(tài)金相組織
1.2 控軋+控冷試驗生產
前期的試驗結果表明:采用單獨控冷工藝,上冷床溫度低于相變溫度,鋼筋表面生成回火馬氏體組織[2],鋼筋強度提高幅度大,但是不符合新國標要求;上冷床溫度高于相變溫度,不會出現回火馬氏體組織,但是鋼筋強度提高非常有限。因此,必須采用控制軋制配合軋后控冷工藝,控制軋制的目的是適量降低精軋入口溫度,使得鋼筋在變形過程中累積更多的畸變能,為后續(xù)的相變提供更多的形核點[3],從而細化組織晶粒;軋后控冷的目的是控制軋后冷卻速率,阻止相變后鐵素體晶粒的長大[4],細化晶粒,提高鋼筋強度。
試驗規(guī)格為18 mm,牌號為HRB400E,其化學成分和力學性能見表3。本次試驗采用控軋+控冷的工藝進行試驗,通過采用不同水壓水量控制鋼筋精軋入口溫度及上冷床溫度,對應不同工藝鋼筋力學性能見表4,屈服強度對比趨勢如圖7所示。

圖7 不同上冷床溫度下鋼筋強度對比

表3 HRB400E控軋+控冷試驗化學成分

表4 HRB400E控軋+控冷試驗力學性能
試驗結果表明:和熱軋態(tài)的力學性能相比,采用控軋控冷工藝生產的HRB400E鋼筋的屈服強度提高了約21~39 MPa,抗拉強度提高了17~31 MPa,Agt與強屈比略有降低。力學性能均能滿足新國標的技術要求。
觀察不同工藝下鋼筋的金相組織(如圖8~9所示),熱軋態(tài)與控軋控冷工藝鋼筋的橫斷面均沒有異常組織,全部為鐵素體+珠光體。采用控軋控冷工藝生產的鋼筋的晶粒度為9~9.5級,比熱軋態(tài)工藝下鋼筋的晶粒度提高了0.5~1級,并且組織更加均勻,消除了高溫軋制時出現的魏氏組織。

圖8 熱軋態(tài)工藝鋼筋金相組織
圖9 控軋+控冷工藝鋼筋金相組織
2 批量生產的實物水平
根據試驗結果,采用控軋控冷工藝能提高鋼筋的強度,約30 MPa,結合現場軋機裝備情況,在原有HRB400E鋼筋成分體系基礎上,降低了Mn、V合金的加入量,具體生產工藝及產品質量見表5、表6。

表5 HRB400E不同工藝下軋制制度 ℃
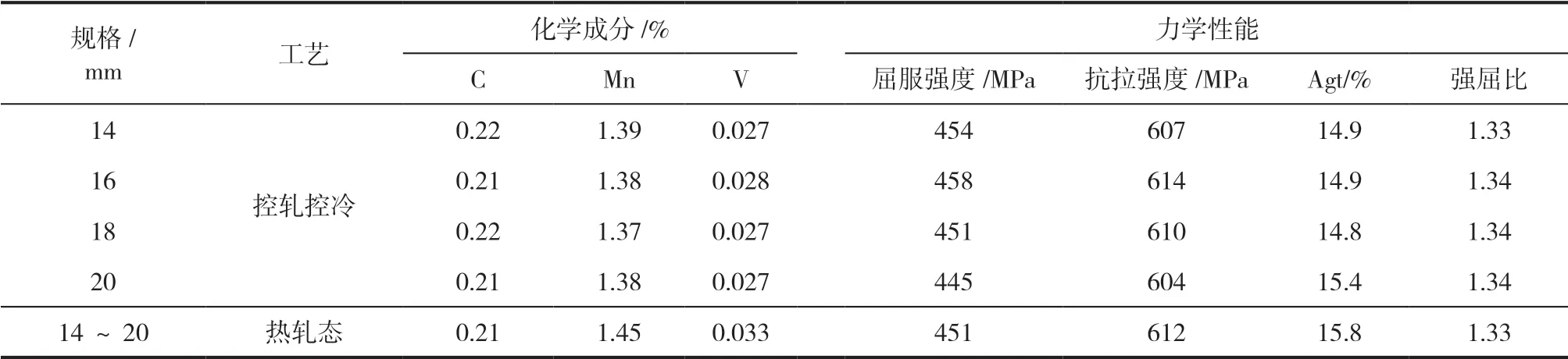
表6 HRB400E不同工藝下成分體系及力學性能
從表6可以看出,采用控軋控冷工藝,各規(guī)格鋼筋的平均屈服強度為445~458 MPa,平均強屈比為1.34,性能富余量適中。對比熱軋態(tài)HRB400E鋼筋的成分體系,釩合金平均降低了0.005%,Mn合金降低了0.07%。采用控軋控冷工藝同樣能夠保證鋼筋的力學性能滿足國標要求,并且可以降低鋼筋合金加入量,大大降低合金成本。
對鋼筋進行金相觀察,其金相組織為鐵素體+珠光體(如圖10所示),未發(fā)現回火馬氏體、魏氏組織等異常組織,晶粒度為9~9.5級,完全滿足新國標的技術要求。
3 結論
(1)采用單獨軋后控冷工藝,上冷床溫度過低,鋼筋會產生回火馬氏體,不符合新國標的技術要求;上冷床溫度過高則對鋼筋強度的提高貢獻不大,無法達到降低合金成本的目的。
(2)采用控軋+控冷工藝,控制鋼筋精軋入口溫度為(1 000±20)℃,并將鋼筋上冷床溫度控制在(900±20)℃,此工藝條件下的鋼筋強度富余量適中,金相組織為鐵素體+珠光體,完全滿足新國標的技術要求。
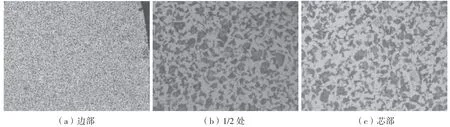
圖10 控軋+控冷工藝鋼筋金相組織
(3)與熱軋態(tài)工藝HRB400E鋼筋成分體系相比,采用控軋控冷工藝,釩合金平均降低了0.005%,Mn合金降低了0.07%,具有非常可觀的經濟效益。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
