提升加熱爐熱效率
——降低噸鋼煤氣單耗措施淺析
2020-12-10 07:26:56
工業加熱 2020年11期
關鍵詞:故障
(武漢鋼鐵有限公司,湖北 武漢 430083)
目前煤、天然氣等不可再生能源日趨緊張,鐵礦石價格持續上漲,環境保護迫在眉睫,另外在全球金融危機的影響下,鋼鐵行業持續低迷,鋼鐵公司生產經營形勢日益困難,對于許多鋼鐵企業,優化產品結構、提高產品質量、降低生產成本、減少環境污染,正成為提高企業競爭力的主要措施。
加熱爐是軋鋼生產中的主要能耗設備[1],軋鋼加熱爐煤氣消耗占到整個工序能耗的80%左右,因此。因此,降低加熱爐噸鋼煤氣單耗是降低軋鋼工序能耗和生產成本的工作重點。
1 理論分析
1.1 加熱爐熱效率
加熱爐熱效率=出爐鋼坯加熱時吸收的有效熱量/供入爐內的熱量之比[2]。衡量軋鋼加熱爐工作好壞的重要指標之一是噸鋼煤氣單耗,噸鋼煤氣單耗高低主要取決于加熱爐的熱效率。加熱爐的熱效率越高表明爐子的有效利用熱量占燃料燃燒放出熱量的比重越大,熱量損失越小,加熱單位重量金屬消耗的燃料也越少。熱軋三分廠加熱爐熱效率水平僅55%左右。
1.2 加熱爐熱量收支平衡介紹
生產過程中的實際測定或理論計算結果表明,一般軋鋼加熱爐爐內熱量收支平衡如表1所示:
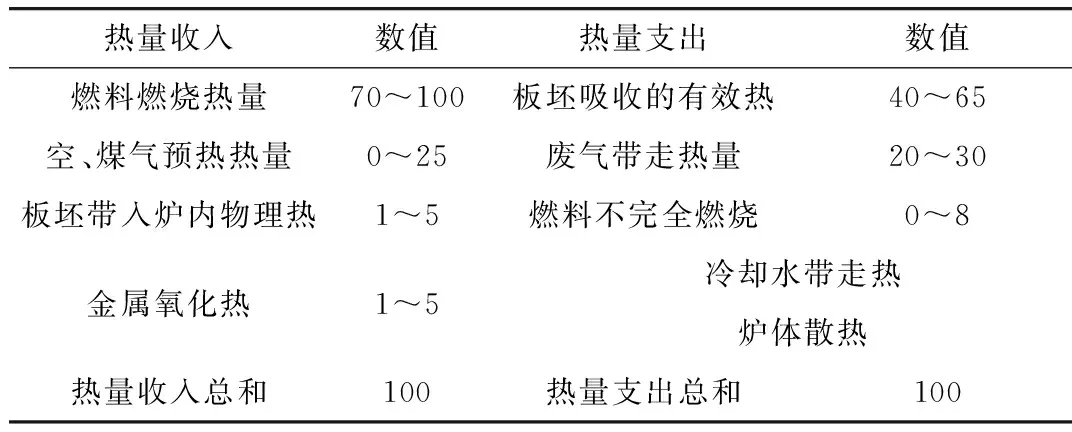
表1 加熱爐熱量收支平衡表 %
由表1可以看出:通過改造加熱爐節能設備,優化加熱爐燒鋼工藝,提升加熱爐節能管理制度,細化加熱操作制度,進一步提高板坯裝爐溫度、提高空、煤氣預熱溫度、減少燃氣不完全燃燒,降低冷卻水帶走熱量,減少爐體散熱損失,可有效提高加熱爐熱效率,降低爐子燃氣消耗。
2 現狀說明
2.1 設備節能方面
2.1.1 水量立柱保溫絕熱耐火材料結構組成和厚度尺寸設計不合理
三分廠1-4號加熱爐水梁立柱全部為單層低水泥高鋁澆注料澆注包扎,保溫絕熱耐火材料結構組成和厚度尺寸設計不合理,耐材保溫工作層導熱系數較大,致使水梁立柱在相對高溫的狀態下運行,導致梁內冷卻水帶走熱量增多。
2.1.2 硅鋼爐爐體散熱損失大
根據公司總體生產規劃安排,2018年熱軋三分廠不生產高溫硅鋼,與常規1、4號加熱爐相比,2、3號高溫硅鋼爐爐膛空間較大,且南北兩側共設計預留有10個流渣渣口。在不生產高溫硅鋼的前提下,繼續保留該爐型設計將會造成硅鋼爐爐體散熱損失更大。
2.1.3 換熱器熱效率偏低
空氣預熱溫度只有420 ℃左右,換熱器后廢氣溫度平均為450 ℃左右,換熱效率不足60%,遠遠低于國內先進鋼鐵企業水平。
2.2 工藝節能方面
通過到寶鋼交流學習發現,三分廠普鋼出爐溫度達到1 220~1 230 ℃,板坯出爐帶走物理熱偏高,整個工序能耗中煤氣與電耗之比為82∶16,而寶鋼普鋼加熱溫度只有1 180 ℃左右,工序能耗中煤氣與電耗之比達到了60∶35的水平,在低溫軋制技術方面,與國內先進鋼廠水平還存在較大差距。
2.3 管理節能方面
2.3.1 再熱坯24 h入爐物理熱利用率低
由于軋線質量異常停機、設備隱患以及廢鋼等現象時常發生,再熱坯較多,由于目前無完善流程支撐,再熱坯不能及時入爐,再熱板坯物理熱不能及時利用,反復加熱能源浪費嚴重。
2.3.2 熱裝比例和板坯入爐溫度還具備繼續深挖潛力
結合三分廠所有軋制品種結構進行分析,除部分板坯由于工藝要求需扒皮造成傳擱時間較長不能熱裝以外,85%以上板坯均具備熱裝條件,三分廠2017年全年300 ℃以上板坯熱裝率為52%左右。因此,提高板坯熱裝比例和熱裝入爐溫度在降低噸鋼煤氣單耗上具有較大潛力可以發揮。
2.4 操作節能方面
(1)軋線故障/停機期間故障升降溫頻繁。軋線故障時間預估控制不合理,無詳細易操作的故障升降溫制度指導現場操作,造成故障后降溫不及時或頻繁升降溫。
(2)空燃比控制不合理,煤氣不完全燃燒損失大。
3 采取的改進攻關措施
3.1 改造加熱爐節能設備
3.1.1 立柱雙層絕熱包扎,減少冷卻水帶走熱量
水梁立柱冷卻水帶走的熱損失通常指在加熱爐正常生產的工作狀態下,爐內的熱量透過水梁立柱的耐火材料包扎層以及水梁立柱的管壁,傳遞到水梁立柱內部的冷卻介質,冷卻介質不停的循環將爐內熱量帶走形成的熱損失。正常合理的水梁立柱耐材包扎結構應為20 mm厚的纖維制品+50 mm厚的低水泥澆注料,此種結構既能確保水梁立柱的安全穩定運行,又能降低其導熱系數,進而減少水梁立柱帶走的熱量損失,理論計算節能3%左右。
三分廠原始的水梁立柱包扎結構為70 mm厚的低水泥澆注料,由于低水泥澆注料導熱系數遠遠高于纖維制品的導熱系數[2],造成水梁立柱內循環水與爐內熱量交換大,帶走熱損失較大,因此:通過優化改進水梁立柱耐材包扎結構,將原始的水梁立柱包扎結構由70 mm厚的低水泥澆注料改為20 mm厚的纖維制品+50 mm厚的低水泥澆注料結構,可有效降低水梁立柱內冷卻水和爐內熱量的熱交換系數,減少冷卻水帶走的熱量損失,見圖1。

圖1 水梁立柱雙層絕熱包扎改造前后示意圖
3.1.2 優化改造2、3號硅鋼加熱爐爐底,降低爐膛空間高度
三分廠2、3號硅鋼加熱爐爐底為斜坡狀爐底,且爐底距爐頂距離較高,與常規1、4號加熱爐相比,2、3號高溫硅鋼爐爐膛空間較大,爐膛散熱損失更大。因此:基于三分廠基本無高溫硅鋼生產計劃的前提下,利用爐子檢修契機,組織對三分廠2、3號高溫硅鋼爐爐底進行抬高填平改造,降低硅鋼加熱爐爐膛空間,減少爐膛散熱損失。改造前后爐底示意圖如圖2所示。
3.1.3 改造封堵2、3號硅鋼爐渣口,減少渣口散熱損失
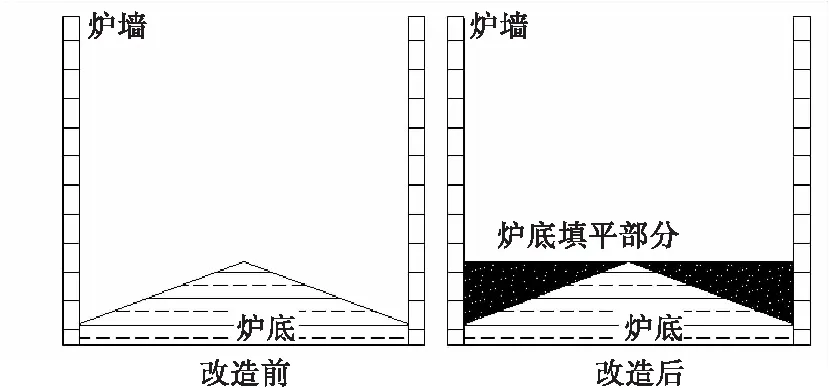
圖2 爐底改造前后示意圖
三分廠2、3號高溫硅鋼爐在生產高溫硅鋼期間,高溫狀態下鋼坯融化形成的鋼水較多,因此:在原始設計時即在南北兩側各預留設計了5個流渣口,便于爐底鋼水從渣口排除,至2017年8月開始,三分廠基本上已不再生產高溫硅鋼,預留的流渣口僅僅用纖維制品進行封堵,封堵不嚴實,流渣口熱量損失嚴重,鑒于三分廠基本無高溫硅鋼生產計劃的前提下,三分廠利用爐子檢修契機,組織對三分廠硅鋼爐渣口進行改造封堵,降低渣口散熱損失。改造前后渣口示意圖如圖3所示。
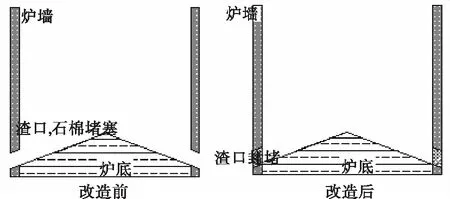
圖3 渣口封堵改造前后示意圖
3.1.4 制定換熱器更換周期,停爐檢修期間對對換熱器進行清灰、更換
制定換熱器更換周期,更換周期為兩年,并在每次停爐出渣檢修時對換熱器進行清灰處理,如圖4所示,或更換主換熱器,提高熱風溫度,提高換熱器換熱效率,使煙氣余熱回收達到最大效果。

圖4 換熱器表面清灰
3.2 優化加熱爐燒鋼工藝
推進開展低溫軋制工作,優化板坯出爐溫度工藝,降低板坯出爐溫度:
(1)與公司制作部及下工序緊密協調,積極組織推進低溫軋制工作,優化板坯出爐溫度,制定并完善普鋼(SPHC、P3A2等)全品種,成品規格>1.8 mm的鍍錫板,成品規格≥3.5 mm的汽車板低溫軋制標準。
(2)根據低溫軋制情況重新優化各品種低溫軋制時加熱爐各段熱負荷分配,優化各段燒嘴匹配,進一步降低高溫段爐溫,提高板坯出爐低溫軋制率。
(3)自主開發完善低溫軋制率統計報表,細化到每個單位的低溫軋制情況,并每天監控完成情況,分析原因。
3.3 提升加熱爐節能管理制度
3.3.1 編制再熱坯24 h入爐管理規定流程
編制設計優化再熱坯24 h入爐管理規定流程(見圖5), 實現再熱坯24 h排程入爐,有效利用再熱板坯物理熱(見圖6)。
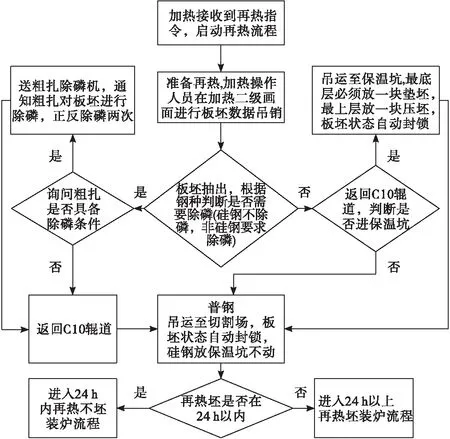
圖5 再熱流程
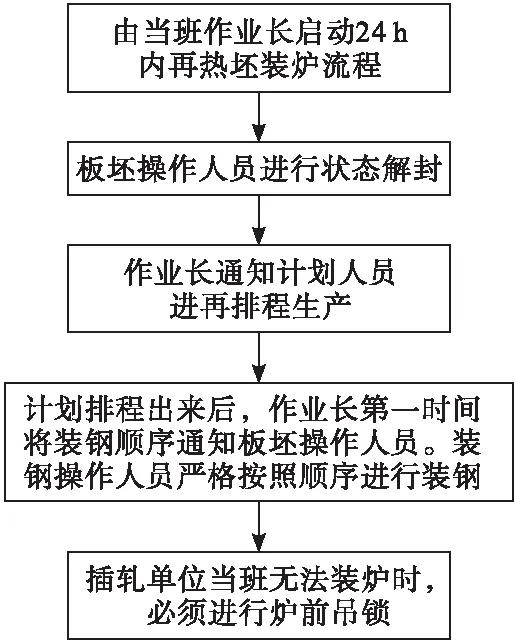
圖6 24 h內再熱坯處置流程
3.3.2 編制熱裝工作流程及管理制度,提高板坯熱裝溫度
結合三分廠現場實際生產情況,制定“三分廠熱裝單位優先軋制工作流程”及“熱裝優先軋制工作流程圖”,指導倒班操作人員組織熱裝工作,在具備搶熱裝單位條件時就及時抓搶熱裝盡可能地提高高板坯入爐溫度和熱裝比例。
3.4 細化加熱操作制度
3.4.1 細化加熱爐故障升降溫制度
為降低軋線故障/停機期間頻繁升降溫帶來的煤氣消耗,對加熱爐故障/停機升降溫制度做如下細化要求:當軋制線出現故障/停機時(≥30 min),作業長對故障/停機時間進行預判,并第一時間通知加熱操作臺,加熱操作人員收到通知后,按如下要求進行操作:
(1)步進梁后退兩個周期,確保爐內板坯停留位置距激光接通位置有兩個周期的距離;
(2)適當的提高爐壓(爐壓設定值提高2 Pa);
(3)降低高溫段空燃比控制(均熱、二加段空氣過剩系數設定下調0.05);
(4)進行燒嘴間拔和位置更換;
(5)各段升降溫要求如表2~表4所示:

表2 低溫HiB,中/高牌號無取向硅鋼故障/停機后降溫制度
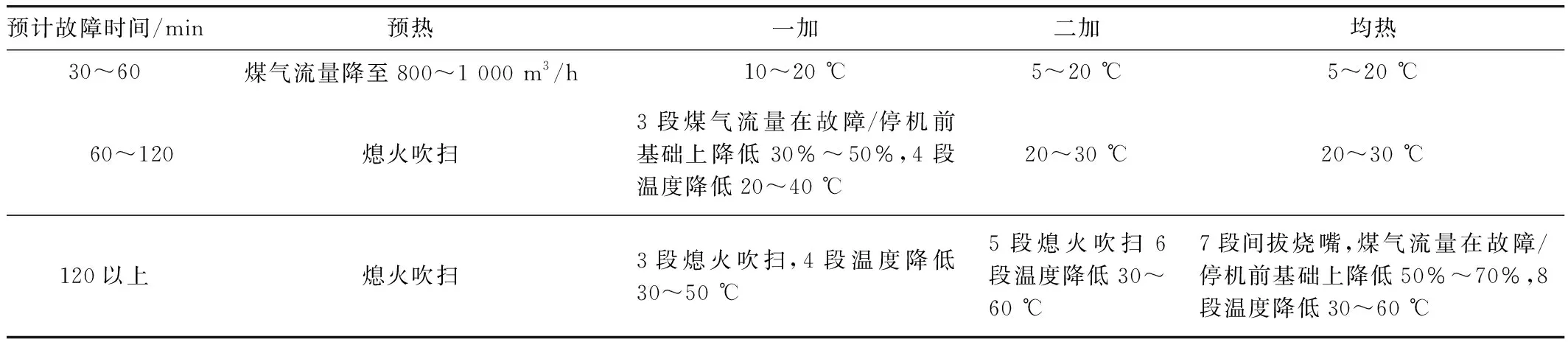
表3 低牌號無取向硅鋼、普碳鋼、汽車板、鍍錫板故障/停機后降溫制度
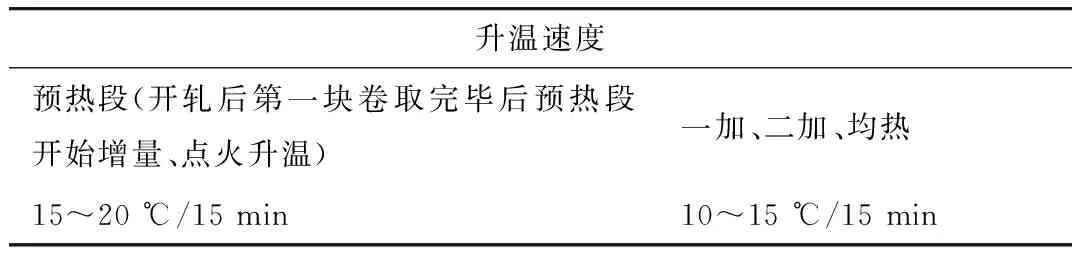
表4 低溫HiB,中/高牌號無取向硅鋼故障/停機后升溫制度
(1)故障/停機升溫溫度達到工藝要求溫度后必須爐內待溫10 min以上,板坯才能抽出送軋線軋制。
(2)爐門口第一塊鋼抽出后進行再熱。
3.4.2 細化加熱爐空燃比控制工藝制度
細化空燃比控制工藝,降低空燃比控制系數,全爐爐內空燃比系數由原來的1.3降至1.1左右(見表5),實現煤氣完全燃燒,減少煙氣帶走廢氣熱量,理論計算節能1%左右。
通過采取上述攻關措施后,降低三分廠噸鋼煤氣單耗攻關一定的成效效。2018年1—10月噸鋼煤氣單耗累計值為1.095 1 GJ/t,在2017年全年基礎上降低煤氣單耗0.078 7 GJ/t,噸鋼降低噸鋼成本3.934 8元/t。趨勢圖如圖7所示:
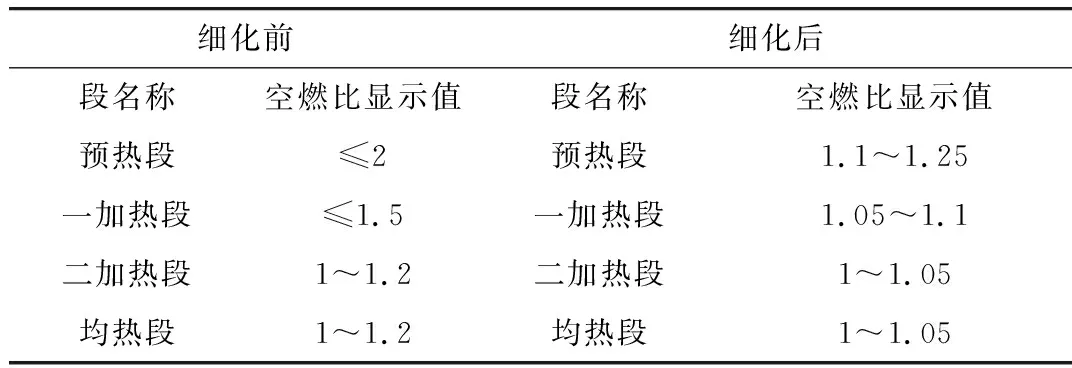
表5 空燃比細化前后對比
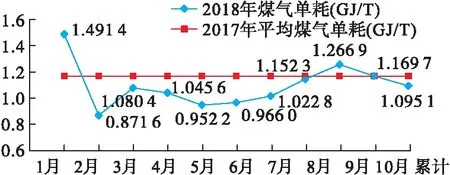
圖7 2018年1—10月三分廠噸鋼煤氣趨勢圖
4 結 論
本文主要以“加熱爐熱平衡表”為理論指導依據。主要圍繞設備改造節能、工藝節能、管理節能以及操作節能等方面開展工作,對現場加熱爐使用維護中存在的問題進行改造優化,總結如下:
(1)通過對立柱進行雙層絕熱包扎,減少冷卻水帶走熱量;
(2)優化改造2、3號硅鋼加熱爐爐底,降低爐膛空間高度,改造封堵2、3號硅鋼爐渣口,減少爐體散熱損失;
(3)制定換熱器更換周期,停爐檢修期間對換熱器進行清灰、更換,提高換熱器換熱效率,提升空氣預熱溫度;
(4)推進開展低溫軋制工作,優化板坯出爐溫度工藝,降低板坯出爐溫度;
(5)編制再熱坯24 h入爐管理規定流程及熱裝工作流程及管理制度有效提高板坯帶入物理熱;
(6)細化加熱爐故障升降溫制度,減少頻繁升降溫造成的煤氣浪費;
(7)細化加熱爐空燃比控制工藝制度,確保煤氣充分完全燃燒。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
