20G變徑管接頭裂紋分析與研究
2020-12-28 11:58:22吳海青
機械工程與自動化 2020年6期
吳海青
(太原工業學院 機械工程系,山西 太原 030008)
1 研究背景
一批碳鋼集箱在進行工作壓力1.5倍、保壓5 min[1]的水壓試驗時,發現某個集箱的兩個20G變徑管接頭處有漏水現象,隨后對這兩個變徑管接頭進行滲透無損檢測,著色后出現沿變徑管徑向方向的裂紋。最后對未安裝的剩余400件變徑管接頭進行滲透無損檢測,均未發現缺陷。
與外協廠溝通得知該批變徑管接頭采用熱壓工藝壓制,生產工藝為:20G鋼管入廠檢驗→鋸床下料→去除毛刺→坡口倒角→燃氣爐加熱→模壓→自然風冷→除銹→機加工→尺寸檢測→無損檢測。
集箱20G變徑管接頭位置示意圖如圖1所示,出現裂紋的兩個變徑管接頭兩側均有焊接筋板且裂紋均沿變徑管徑向方向,因此可以斷定裂紋產生的原因是一致的。為了查明缺陷的性質和產生的原因,抽取其中一件進行檢測和分析,以便與外協制造廠溝通,進而避免類似失效現象的再次發生。
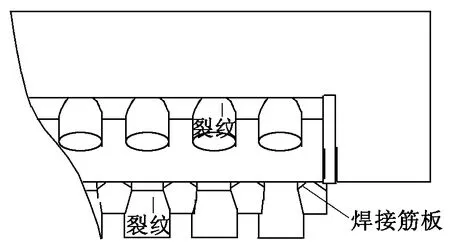
圖1 集箱20G變徑管接頭布置示意圖
2 理化檢測
2.1 試樣制備
對其中一個變徑管接頭的裂紋部位取化學、金相試樣,編號為化1、金1、金2、金3,變徑管接頭裂紋部位取樣示意圖如圖2所示。

圖2 20G變徑管接頭裂紋部位取樣示意圖
2.2 化學成分分析
依據標準GB/T4336—2016[2],采用ARL3460火花發射光譜儀對化1試樣進行化學成分分析,分析結果見表1。試樣的化學成分均符合產品技術條件要求。

表1 化學成分分析結果(質量分數) %
2.3 金相分析
依據標準GB/T13298—2015[3]和GB/T6394—2017[4],采用ZEIZZ AXIO光學顯微鏡對金1、金2和金3試樣顯微組織進行檢測,并對晶粒度進行評定,檢測結果見表2和如圖3~圖5所示。
由表2和圖3可知:金1號試樣存在穿晶裂紋及沿晶裂紋,裂紋左側的金相組織為鐵素體+珠光體+魏氏,為完全正火恢復階段但未到再結晶階段,平均晶粒度等級為8級;右側的金相組織為鐵素體+顆粒碳化物,為Ac1~Ac3不完全相變組織,平均晶粒度等級為6級。
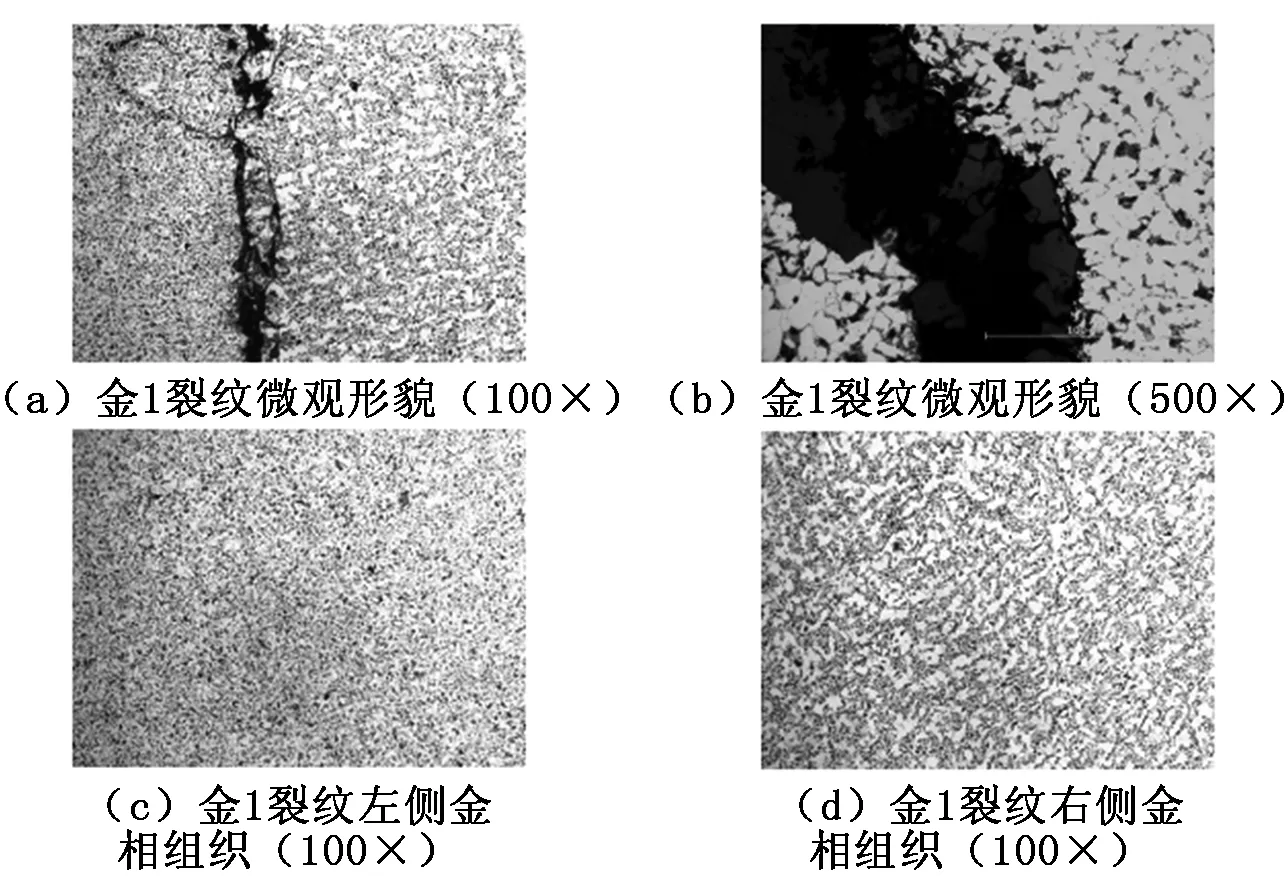
圖3 金1號試樣金相組織
由表2和圖4、圖5可知:金2、金3號試樣金相組織均為鐵素體+珠光體,為20G正常組織即Ac3再結晶階段,平均晶粒度等級為7級。
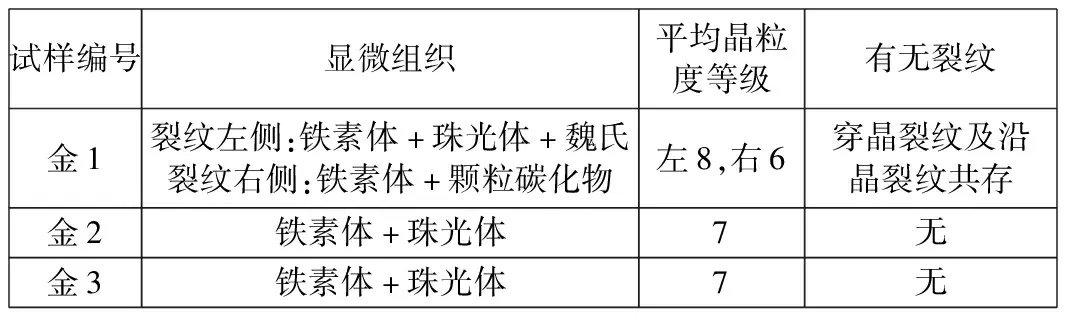
表2 顯微組織及平均晶粒度檢測結果
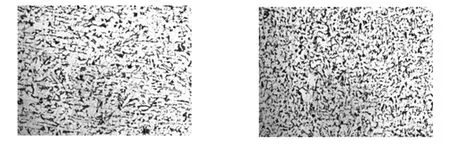
圖4 金2號試樣金相組織(100×) 圖5 金3號試樣金相組織(100×)
2.4 硬度試驗
依據GB/T231.2—2012[5]采用Wilson BH3000布氏硬度儀對金1(左、右側)、金2、金3試樣進行硬度測試,選用2.5 mm硬質合金壓頭,測量力值為187.5 kg,試驗結果見表3。均符合DL/T438—2016[6]附錄C電站常用金屬材料硬度值。

表3 硬度測試結果
3 結論
(1)由金1、金2、金3號試樣顯微組織可知(見表2),存在裂紋的變徑管金相組織存在三種熱過程組織,說明變徑管在燃氣爐內受熱不均勻(與變徑管在爐內的擺放位置有關),導致鋼管在模壓過程中未能形成理想組織。
(2)焊接筋板會對20G變徑管薄弱的金相組織產生二次應力,導致產生了穿晶、沿晶裂紋。
(3)建議對庫中滲透檢測未發現裂紋的20G變徑管進行正火處理,使組織恢復正常。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國共青團(2015年7期)2015-12-17 01:24:38
建筑材料學報(2014年3期)2014-03-11 17:08:02
