數控加工時間最優進給速度的光順研究*
2021-01-22 03:46:56王桂榮
機電工程 2021年1期
關鍵詞:區域
王 琦,王桂榮
(中國計量大學 機電工程學院,浙江 杭州 310018)
0 引 言
在航空航天、汽車領域的復雜零件的高精高速加工中,NURBS(non-uniform rational B-splines)插補應用廣泛[1]。NURBS插補是在以NURBS曲線構成的待加工軌跡上,進行刀具進給速度規劃,再計算每個插補周期的目標點坐標。其中,對NURBS曲線的進給速度規劃對加工時間及質量有重要影響。
進給速度規劃算法分為固定模式的加減速算法,如應用廣泛且可實時進行的S型加減速算法[2,3],以及最優時間速度規劃算法;其先建立數學最優模型,再采用線性規劃[4]、粒子群算法(particle swarm optimization, PSO)[5]、啟發式算法[6]等求解滿足約束條件的速度曲線。最優算法往往需要較長時間迭代,一般用于離線速度規劃,再進行實時插補。相比固定模式的加減速算法,最優算法搜索空間更大,可找到滿足各種約束下的加工時間更少的速度曲線。速度曲線的高階運動性質對加工有重要影響,羅亮等[7]指出加加速度越平滑,工作臺振動幅值的增加量就越小。傳統的加減速算法通過構造連續的加加速度曲線,如三次多項式的速度曲線[8],即可容易實現加加速度曲線的連續。然而,對于最優算法,一般通過限定加加速度上界來約束,速度曲線光順性不足,加加速度曲線振蕩幅度大,速度曲線上的一些小尖峰雖然加快了加工速度,以充分發揮機床的加減速性能,但是造成了加加速度的急劇變化,造成了振動。因此有必要對最優算法得到的進給速度曲線進行光順。趙洋[9]將CAGD(computer aided geometric design)領域的能量光順法應用到了速度曲線的光順問題中,但未直接針對最優速度曲線,且光順調整過程未考慮到可能引起的違反約束問題,光順和曲線演化一起迭代進行,有很多重復的計算工作。
本文在采用啟發式時間最優速度規劃得到最優速度曲線的基礎上,抓主要矛盾,提出固定部分區域光順的方法,采用數學建模方法,基于能量光順法對進給速度曲線的光順性和時間性進行建模,利用最優化理論進行求解,為最優速度曲線的光順性提供直接的改善方法,使加工時間和加工質量得到較好折衷。
1 進給速度時間最優化模型
1.1 待加工軌跡及進給速度曲線的數學描述
二維待加工軌跡可直接用NURBS曲線表示,對于直線圓弧或離散點構成的待加工軌跡可用NURBS曲線進行擬合,由于NURBS曲線具有可微性,可實現待加工軌跡的光順。
NURBS曲線的定義[10]為:
(1)
式中:u—無量綱曲線參數;[x(u),y(u)]—u所對應的曲線上一點的坐標值;Pi—二維控制點i的坐標;wi—Pi對應的權因子;Ni,p(u)—節點向量U上的p次B樣條基函數,其中,U=[u0,u1,…,un+p+1]。
u對應待加工軌跡的一點[x(u),y(u)],這一點的一維進給速度記為v(u),v(u)-u可表示為曲線的形式,v(u)用p次一維B樣條來表示,即:
(2)
式中:Vi—等間隔u對應的一維控制點序列中序號為i的控制點,i=0~n。
可通過調整控制點的值來調整速度曲線。B樣條曲線具有可微性,在節點區間內部是無限次可微的,有利于速度曲線的光順性;同時,B樣條曲線又具有局部性,即調整一個控制點,僅對其周圍的曲線有影響,有利于局部調整曲線與約束檢查。
此處的B樣條次數取3次。
1.2 約 束
進給速度規劃一般受以下3類約束限制:
(1)弦高誤差約束:
(3)
式中:ρ—曲率半徑;Ts—插補周期;emax—加工允許的最大弦高誤差;v—當前進給速度。
(2)工藝限制約束:
(4)
式中:vu—v(u)對參數u的導數;Pu—待加工軌跡P(u)對u的一階弧微分;au—a(u)對參數u的導數;Vmax,Amax,Jmax—工藝要求的刀具速度、加速度、加加速度極限。
(3)機床驅動限制約束:
(5)

1.3 最優模型
對于給定的NURBS待加工軌跡P(u),進給速度規劃的目標是在滿足上述式(3~5)約束的前提下,盡可能提高速度,以減小加工時間。
決策變量是速度曲線v(u)的控制點值,目標函數為加工時間的最小化,即:
(6)
2 光順算法
為降低機床加工時的振動,提高工件的加工質量,時間最優的進給速度需要光順。光順性的定義較為模糊,一般認為光順曲線不存在奇點和多余拐點、曲率連續,且變化較小、應變能較小。進給速度的光順指提高對應加工軌跡的進給速度曲線的光順性。
本文面向時間最優的速度曲線進行光順,首先由啟發式速度規劃獲得時間最優的速度曲線,然后對于已接近加工時間最優的速度曲線:
(1)由于能量光順法是沒有方向性的,任一點的速度都可能變大或變小,容易超過約束限制;
(2)另外,加工時間的最優性不能因為改善光順性而大量下降。
基于以上兩方面,筆者提出固定部分區域的光順算法。
2.1 獲得加工時間最優的進給速度曲線
可由啟發式算法來獲得時間最優的進給速度曲線,算法步驟為:
(1)生成初始的B樣條速度曲線,需確定控制點數量n、曲線次數p、節點向量U,控制點初始值為單個插補周期能從零達到的滿足約束的最大速度;
(2)對控制點進行一輪調整,依次調整第2~n-1個控制點值,單個控制點采用二分法迭代[11]調整;
(3)計算本輪調整后的平均速度與上一輪的差值,若小于閾值,則獲得時間最優的速度曲線,控制點向量記為V0,結束;否則,返回(2)。
2.2 固定部分區域的速度曲線光順算法
2.2.1 算法思路
部分區域首先指速度極小值區域,其次指固定極小值區域進行光順后出現的超限區域。低速區域的速度大小對加工時間的影響非常重要,將低速區域固定,保持低速區域的最優性,在此基礎上通過設置較大的逼近因子,使其余區域的最優性大致保留。
此外,部分區域固定,其余區域的速度曲線整體會向固定區域靠近,這使得固定速度極小值區域后,速度的調整大致為向下調整,從而使超限的情況大量減少。對于光順后出現的超限區域,也將其作為固定區域,這樣光順前后這塊速度曲線與原來相同,則滿足約束。
2.2.2 固定部分區域光順的優化模型
能量法是曲線光順常用的一種方法,本文算法在此基礎上進行,通過曲線的應變能來反映光順性,曲線應變能越小光順性越好,光順后曲線應變能為:
(7)
式中:α—曲線的光順因子;k—曲線曲率。
曲率k可近似為B樣條速度曲線對參數的二階導,即:
(8)
式中:v(u)—光順后u處的進給速度值。
將式(8)代入式(7),經計算可得:
(9)
此外,光順后的速度曲線要與原來的時間最優速度曲線相差盡可能小,曲線光順前后的偏離量記為:
(10)

決策變量是控制點序列的值。目標函數為E1、E2都需要最小化,將雙目標加權合為單目標。固定部分區域通過對相應控制點保持光順前后不變來實現,在優化模型中作為約束條件出現。
現將固定部分區域的速度曲線光順的優化模型表示如下:
決策變量:
V=[V0…Vj…Vm+2]T
(11)
(1)目標函數:
(12)
(2)約束函數:
(13)
式中:l—固定區域的控制點序號。
(3)優化模型的求解
以上是有等式約束的凸優化問題,一般用拉格朗日乘子法解決,但該問題中,約束函數中能確定一些變量即固定控制點的最終值,那么問題可以看作比原來少一些變量的無約束凸優化問題,可直接對變量求偏導得到最優值。
方程的通用形式為:
(14)
對式(14)進行化簡,且將α拓展為αi可得:
(15)
若控制點Vi需要固定,可將αi置為0,則有:
(16)
將式(14)中的Vj(j=0~m+2)提出到列向量中,m+3個等式寫成矩陣形式,即:
AV=C
(17)
式中:V—待求的控制點列向量,V=(Vi)m+3,1;A,C—m+3個等式中V提出后得到的矩陣、向量,A=(aij)m+3,m+3,C=(Ci)m+3,1。
其中:
(18)
式(18)的積分可采用梯形法計算,V的求解可采用高斯消元法。這樣通用形式求解的V與固定的控制點作為常量,其余控制點作為變量的無約束凸優化問題同解,也與式(11~13)的等式約束的凸優化問題同解。
2.2.3 算法步驟
(1)掃描控制點值確定多個極小值和極大值,將極小值對應的控制點索引加入G,極大值的加入M;G代表固定的控制點的索引集合;
(2)對每個極小值左右相鄰的一個控制點,若該控制點的索引不屬于G或M,則加入G;此時G所代表的控制點成為極小值區域;
(3)將G對應的控制點的光順因子αi置為0,實現光順算法中最小值區域的固定;
(4)進行固定區域的能量光順,即對式(17)構成的矩陣方程求解V;
(5)將求出的V構成B樣條曲線,檢查超限區域,將超限區域附近的控制點值置為時間最優規劃的結果值,將這些控制點依次加入G,轉入(4),直到滿足約束或超限區域全部控制點加入G。
3 實驗及結果分析
為驗證本文方法的正確性和有效性,筆者在MATLAB上進行仿真分析,在加工時間上和速度曲線的光順性方面,將所提算法與啟發式時間最優算法進行比較;在加工時間上,與三角函數型加減速算法[12]進行比較。
所提算法與啟發式算法需要設置的參數如下:
B樣條曲線參數:曲線次數p=3,控制點數量n=201,節點向量采用準均勻的B樣條曲線進行生成;
啟發式算法:二分最大次數Ns=10,收縮因子Rf=0.68,結束迭代閾值為1,檢測步長0.000 1。
能量光順中,光順因子初始化為2×10-8,逼近因子初始化為9.8×10-7。得到進給速度后,插補方法使用二階泰勒展開法[13],得到插補步數后,計算加工時間。
筆者在相同的數控加工參數下和相同的待加工軌跡上運行不同的算法。
數控加工參數如表1所示。
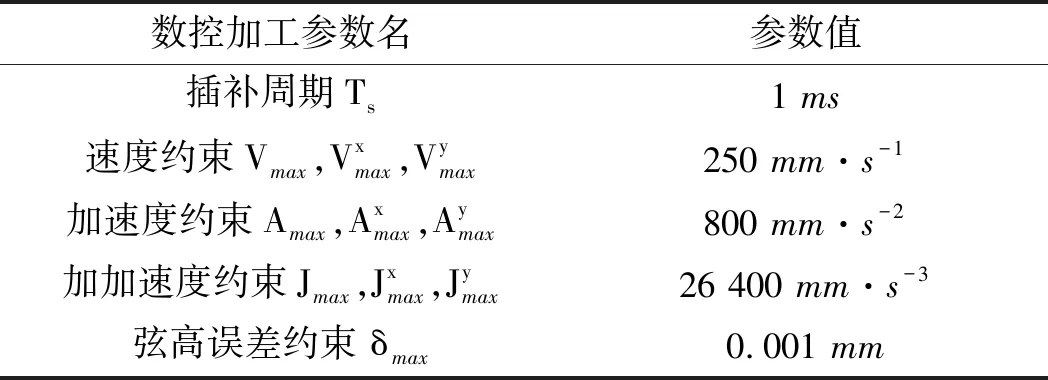
表1 數控加工參數
待加工蝴蝶形NURBS軌跡如圖1所示。
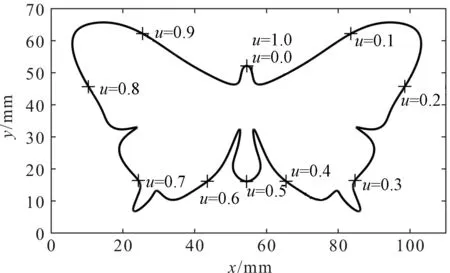
圖1 待加工蝴蝶形NURBS軌跡
3.1 規劃結果及約束情況分析
按以上參數,本文所提算法與時間最優法規劃的進給速度對比如圖2所示。
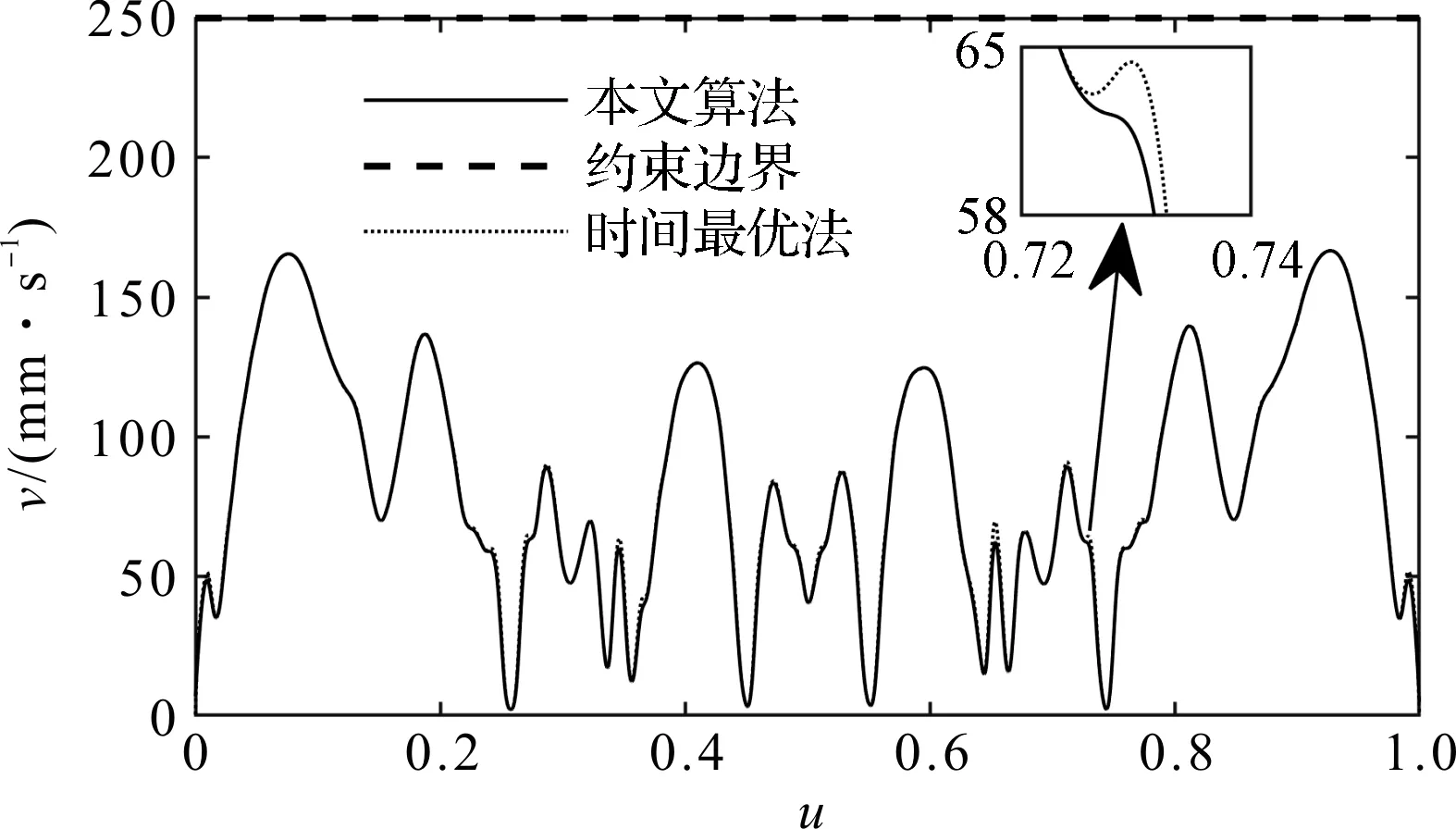
圖2 所提算法與時間最優法規劃的進給速度對比圖
圖2中,本文算法規劃的進給速度符合小于250 mm·s-1的約束,兩條曲線基本重合,說明保留了時間最優性,但振蕩處進行了光順(詳見圖2中的放大處)。
所提算法與時間最優法進給加速度對比如圖3所示。
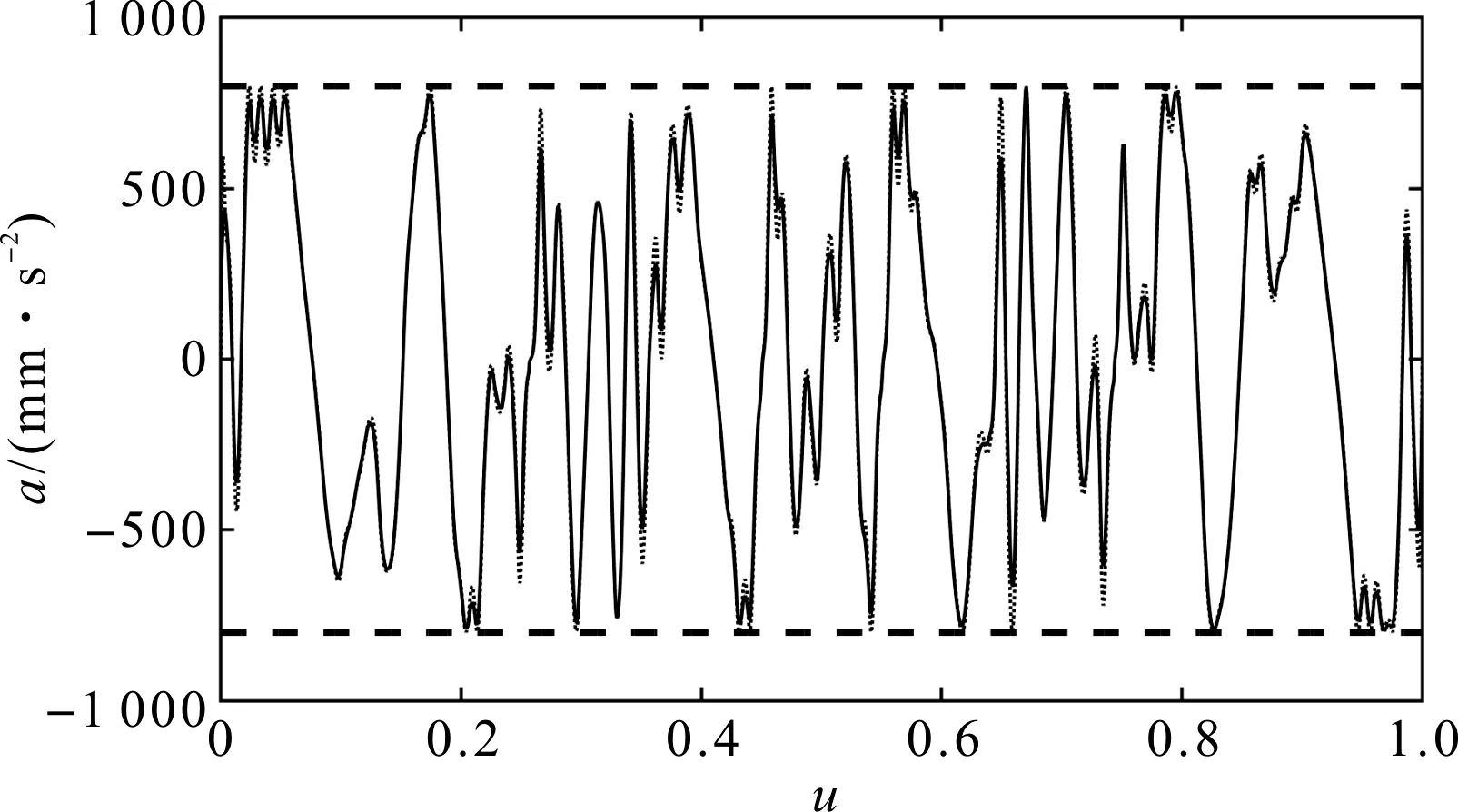
圖3 所提算法與時間最優法規劃的進給加速度對比圖
由圖3可知:本文所提算法的進給加速度符合小于800 mm·s-2的約束;且相比于時間最優法,一些尖峰值減小,振蕩區域幅度也減小。
本文所提算法與時間最優法進給加加速度對比如圖4所示。
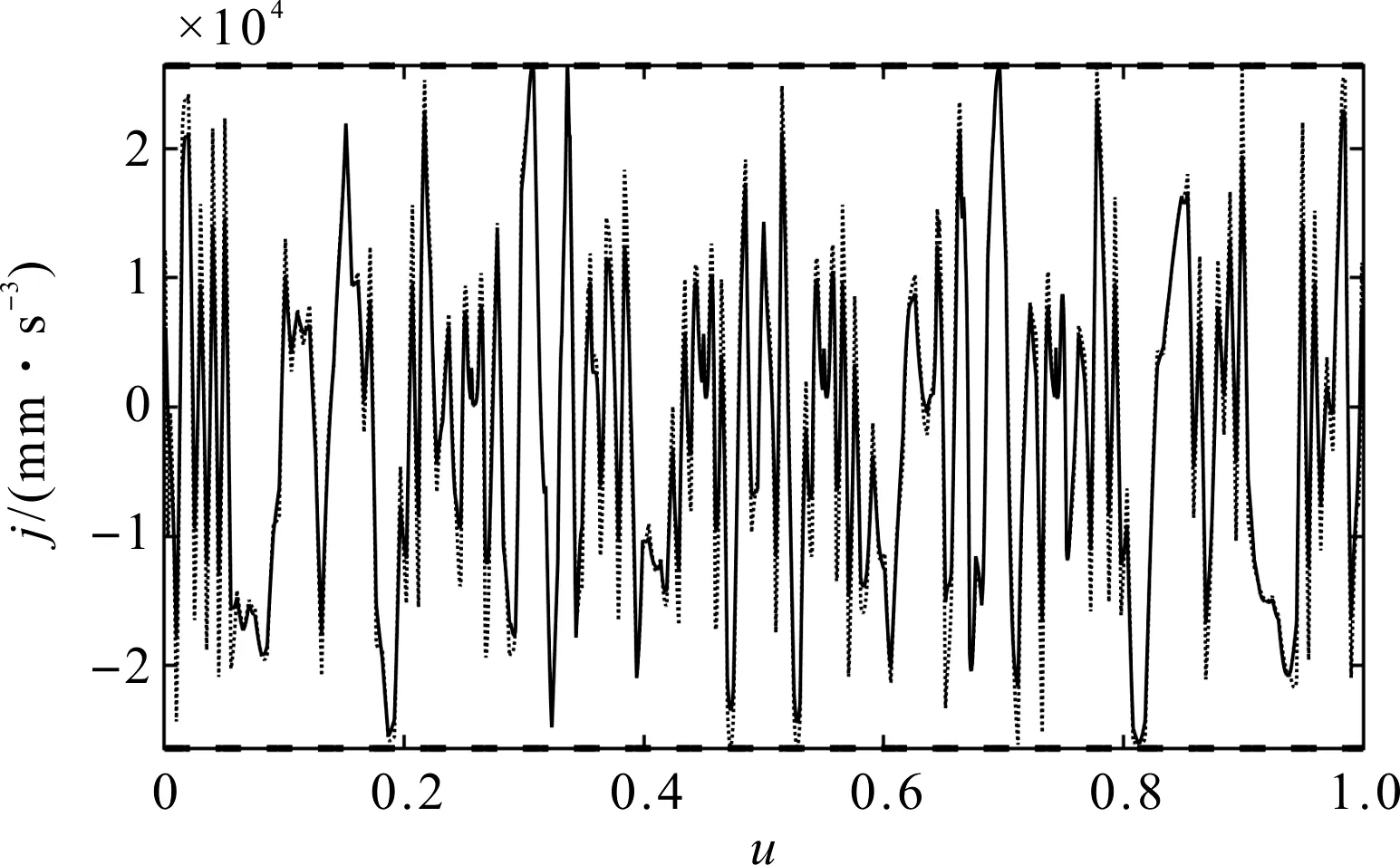
圖4 所提算法與時間最優法進給加加速度對比圖
由圖4可知:本文所提算法的進給加加速度符合小于26 400 mm·s-3的約束;且相比于時間最優法,多處尖峰值明顯減小,振蕩區域幅度也減小。
本文所提算法與時間最優法單軸加加速度對比如圖5所示。
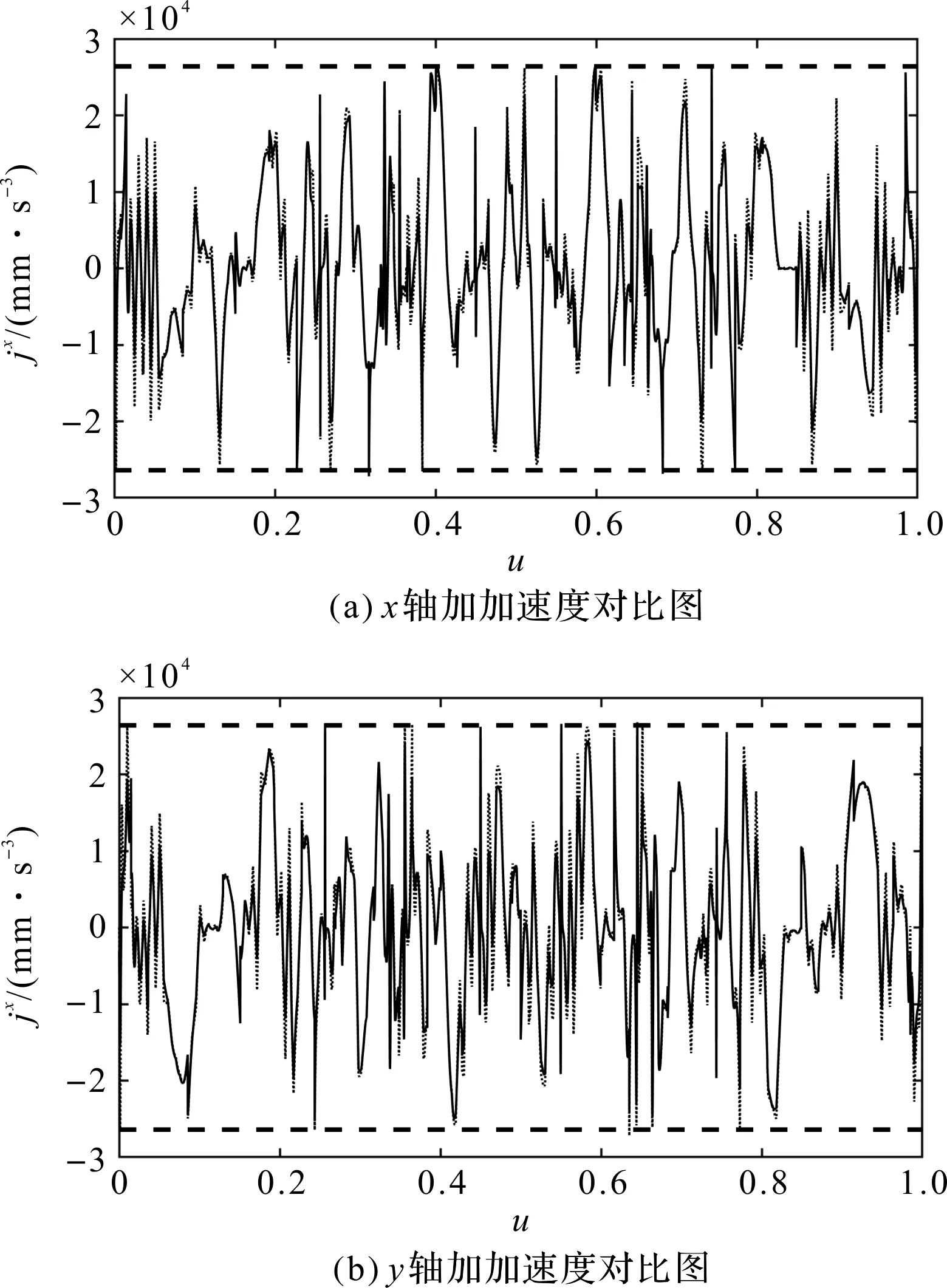
圖5 所提算法與時間最優規劃法單軸加加速度對比圖
由圖5可知:本文所提算法的單軸加加速度符合小于26 400 mm·s-3的約束,相比于時間最優法,多處尖峰值明顯減小,振蕩區域幅度也減小;此外,弦高誤差、單軸速度、單軸加速度都符合表1約束。
結合圖(2~5)可知:本文所提算法通過平緩速度振蕩較大的區域而其他區域基本不變,使得相應的加速度、加加速度及單軸的加速度和加加速度振蕩幅度減小,從而降低了機床加工時的振動,且保留時間最優性。
3.2 光順性與時間性分析
筆者使用加速度、加加速度的平均采樣步長改變量來表示振蕩程度,采樣步長0.000 1。
兩種算法單軸運動性質光順性對比如表2所示。
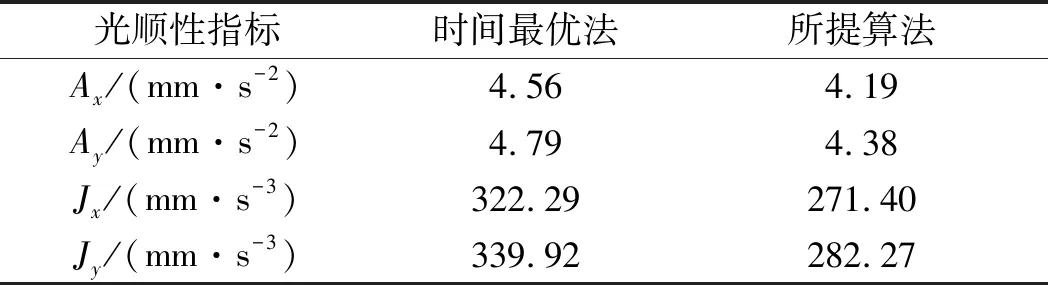
表2 兩種算法單軸運動性質光順性對比
由表2可知:與啟發式時間最優法相比,本文所提算法的x、y軸加速度曲線的平均采樣步長改變量平均下降8.34%,x、y軸加加速度曲線的平均采樣步長改變量平均下降16.37%;由此可見,單軸運動性能的光順性得到了較大改善。
在蝴蝶形NURBS待加工軌跡上,不同算法加工時間如表3所示。
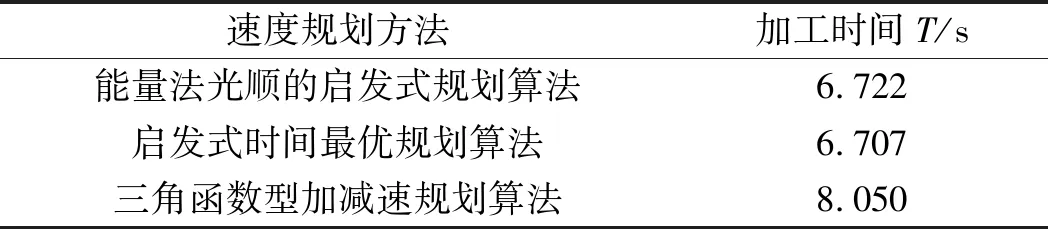
表3 不同算法加工時間對比表
由表3可知:本文算法比啟發式時間最優規劃算法僅多用了0.22%的加工時間,比三角函數型加減速算法少了19.8%的加工時間;可見,經本文的算法光順后,保留了大部分的時間最優性。
4 結束語
本文對數控加工速度規劃的加工時間和加工質量的平衡問題,進行了時間最優速度曲線的光順研究,提出了固定部分區域的光順算法,經仿真實驗結果表明,在滿足速度規劃約束和保留大部分時間最優性的前提下,可以實現進給速度曲線的光順;同時,可以減小加速度、加加速度及單軸相應性質的振蕩程度,有利于實現高速高精加工。
該算法中,目前對速度極小值區域的范圍界定方法簡單,因此,如何更精細地確定范圍以獲得更好的時間性和光順性,這是下一步需要進行的研究。同時,該方法還有待與其他的時間最優性算法相結合;所面向的二維NURBS加工曲線還有待于向三維曲面加工方向進行拓展。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
