LGA器件焊點缺陷分析及解決
2021-01-28 05:55:42王文龍譚小鵬
印制電路信息 2021年1期
王文龍 陳 帥 譚小鵬
(西安導航技術研究所,陜西 西安 710068)
0 引言
LGA(Land Grid Array,焊盤網格陣列)封裝屬于面陣列封裝形式,因其封裝體積小、安裝高度低、可靠性高而受到廣泛使用。LGA器件屬于無引腳焊接,一般焊盤為方形焊盤(實物圖如圖1所示,示意圖如圖2所示。)
圖1 LGA封裝器件實物
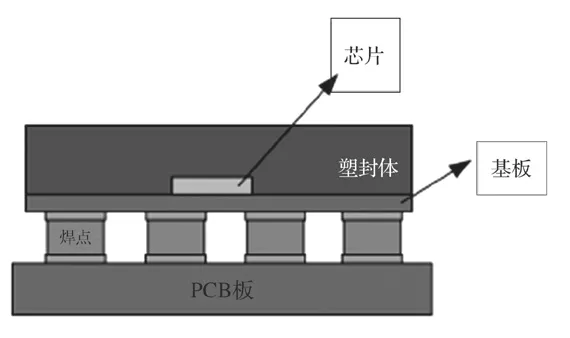
圖2 LGA封裝器件示意圖
與BGA不同,LGA封裝器件在封裝體底部只有金屬端子或焊盤,沒有焊球,也沒有例如CGA器件的焊柱,在焊接時使用印刷焊膏的方式直接代替焊球或焊柱,這種焊接方式有效減少了芯片與印制電路板的距離,使引出路徑變短,電信號傳遞快,電性能更好。由于焊點高度的減小,LGA封裝能有效改善產品在彎曲、振動和跌落等試驗中的表現,提升其可靠性。另外,無引腳器件在芯片制造中減少了一道工序,降低了制造成本,也對器件的運輸提供了便利,所以被廣泛使用。
1 LGA常見焊接缺陷及原因分析
LGA器件由于焊接高度低,抗震性能好,但耐高低溫性能差。同時,由于器件焊接高度低,也容易產生焊接缺陷。空洞和錫珠是LGA器件焊接后常見的缺陷。
錫珠的生成原因是多方面的。直接的原因有多余錫膏的引進和錫膏焊接過程中造成了飛濺兩種方式。例如在印刷錫膏后,由于鋼網清洗不良造成焊盤外部留有殘錫,在印刷后未進行嚴格的檢查,在焊接后就會形成錫珠現象,或者回流過程中生成的水汽或未烘干的水汽快速溢出,導致焊錫飛濺造成錫珠現象。
LGA器件焊接后形成空洞是另一個普遍現象,特別是采用熱風回流焊接時尤其明顯。空洞形成的直接原因是焊膏在熔融過程中,焊劑成分揮發或者焊劑活化階段與氧化層化學反應所產生的氣體在揮發時未能從焊料中逸出造成的。行業內暫無專門對LGA器件焊接后空洞率的檢驗要求,但很多單位都是參考BGA空洞率(一般為不大于25%)的要求檢驗。
錫珠和空洞大有時單獨出現,有時會同時存在。從工藝生產的五要素:“人、機、料、法、環”來分析(見圖3)。
人員:要求具備一定的技能水平,責任心強;
機器:印刷、貼片、回流等設備狀態穩定,滿足使用要求,經過校測合格;
材料:元器件來料包裝合適,無氧化變形;印制板焊盤設計合理;焊膏粒度合適且按要求存放及使用;元器件和印制板焊前按要求進行烘干;鋼網厚度及開口方式合適;
方法:工藝曲線合適;貼裝參數合適;焊膏印刷參數合適;
環境:生產環境溫、濕度達標,合理、穩定。
2 問題研究及解決
在實際生產中,某印制板上LGA器件在焊接后出現了較嚴重的空洞,同時大量焊點存在少錫的缺陷,該印制板印刷采用了0.1 mm厚度的鋼網,LGA器件焊接后如圖4所示。
按圖3中的生產要求逐個進行分析查找可能造成缺陷的原因。從焊接后焊點的狀態來看,部分焊點錫料量明顯少,部分焊點空洞超標。使用的焊膏粒度為3,大小為25 μm~45 μm,焊膏印刷后狀態均勻;實際測試LGA焊點回流焊實際溫度曲線測試符合規范,各環節工藝參數合理。初步分析認為,鋼網厚度薄、焊錫量不足是造成焊接缺陷的主要原因。最初將印制板鋼網制作為0.1 mm厚度是因為印制板上存在0.3 mm細間距的QFP(細節距四邊引腳扁平封裝)器件。通過制作階梯鋼網,調整后鋼網基準厚度為0.12 mm,QFP器件局部制作0.1 mm的階梯。使用0.12 mm厚的鋼網,焊接后發現LGA器件焊點依然存在空洞率偏高的問題,同時伴隨有錫珠、溢錫、少錫的缺陷。

圖3 LGA焊接缺陷分析魚骨圖
再次分析認為,因為LGA器件為無引腳焊接,器件與焊盤之間的連接是通過焊膏融化后焊錫連接的。焊膏回流焊坍塌后,高度十分有限,如采用0.12 mm厚度的鋼網,坍塌后器件高度約為0.06 mm,器件回流焊后四周因助焊劑殘留存在氣密性的可能,導致助焊劑揮發過程氣體無法逸出,形成空洞,或因局部氣體密閉導致高溫狀態下氣體沖破密閉區域,造成焊膏噴濺,形成錫珠。解決辦法一是增加LGA器件處焊膏厚度,考慮將焊膏厚度增加到0.2 mm以上;二是對鋼網上LGA器件處開孔形狀進行修改,方案包括修改一字架橋和十字架橋2種,便于焊接中氣體逸出。LGA器件架橋開口鋼網(見圖5)。
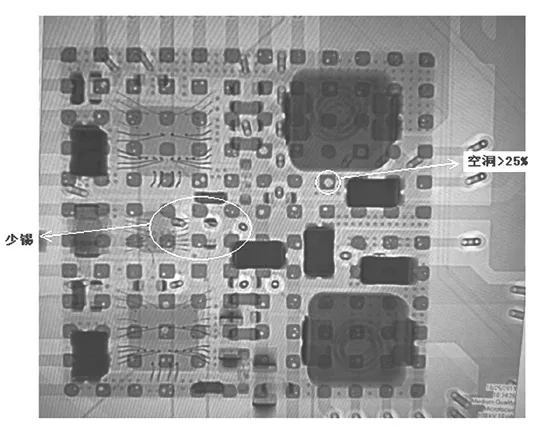
圖4 LGA器件用0.1 mm厚鋼網印焊后焊點圖

圖5 LGA器件架橋開口鋼網
印刷焊膏后發現采用十字架橋鋼網印刷的試驗件,存在焊膏透錫差及鋼網難清洗的現象。而采用一字架鋼網印刷的試驗件橋透錫率良好,所以選擇一字架橋的方法。
鋼網開口形狀確定后,需要確定錫膏量。由于大鋼網LGA器件處的厚度無法達到0.2 mm或采用0.2 mm后的階梯鋼網會影響印刷效果,所以采用了LGA器件預上錫回流,再貼焊的工藝方法。單獨LGA器件預上錫后回流,不存在焊劑揮發而造成空洞的問題,所以在預上錫回流后再進行印制板貼焊,能最大化的減少焊劑的比例,從而降低空洞率。
通過LGA器件預上錫鋼網的尺寸,調整LGA器件焊接的焊錫量。印制板上LGA器件焊點的焊盤尺寸和LGA器件底部焊盤尺寸均為0.635×0.635 mm。為對比不同焊膏量對空洞等缺陷的影響,制作預上錫鋼網(見表1)。為保證鋼網在印刷時的脫模效果,預上錫鋼網使用納米涂層鋼網。PCB預上錫印刷后效果(見圖6)。
不同錫膏量的LGA器件貼裝焊接后,X光檢測 4種不同尺寸鋼網預上錫焊接后LGA器件焊點。通過對比,試驗板采用0.7×0.7×0.25的鋼網開口時,空洞率最小,說明空洞率與LGA器件預上錫焊膏量多少正相關。因試驗板上只焊接了LGA器件,而實際印制板上LGA器件周圍有一些元器件的阻擋,所以實際焊接中LGA器件的空洞率會稍大,當采用預上錫鋼網G4后焊接,實際空洞率也不會超過10%,但在實際批量生產時個別焊點有時會出現溢錫的現象。
安裝LGA器件的印制板焊盤實物如圖7所示。焊盤與其它焊盤設計不同,首先圖中的焊盤開孔為SMD焊盤(阻焊定義焊盤),并且在焊盤開口的一邊有非常小的高度落差。在貼裝時,由于貼裝壓力或貼裝高度的存在,器件在貼裝時會有一個下壓的工作,以保證器件與焊膏的充分接觸和一定的粘附力,對于輕小器件能夠防止器件在回流過程中的偏移。而對于LGA器件,默認貼裝高度為0.2 mm,所以貼裝時器件下壓會使焊膏有少量的外溢,在回流焊時由于焊膏融化后表面張力的作用,會將溢出的焊錫拉回到焊盤上方,但由于LGA器件較重,以及焊膏在貼裝溢出時,溢出的一邊高度低,所以在回流焊后,溢出部分焊膏未能回到焊盤的上方,造成了溢錫的現象。該缺陷主要是由于印制板可制造性設計差造成的,通過修改焊盤的設計可以解決。

表1 預上錫鋼網開口參數表
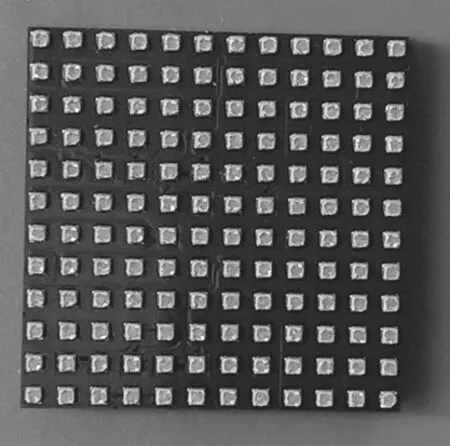
圖6 LGA器件的PCB預上錫印刷后

圖7 LGA器件印制板焊盤實物圖
3 總結
LGA器件由于焊接高度低,容易出現空洞大為主的焊接缺陷。分析認為空洞大主要是焊膏量少,器件高度低,回流焊時焊膏中的助焊劑難以及時揮發逸出造成的,有時還會造成錫珠的缺陷。
通過更改鋼網開孔形狀,對鋼網上LGA焊盤開口更改為一字架橋鋼網,同時對LGA器件采用預上錫回流的工藝方法,提高LGA器件的焊接焊膏量。通過對LGA器件進行4種不同預上錫鋼網試驗,對比預上錫焊膏量對空洞率的影響,發現采用焊膏量較大時更有利與消除空洞和錫珠缺陷。能夠很好解決常見的LGA器件焊接的空洞和錫珠缺陷。
