利用外廓塑型驅動信號提高FDM彩色3D打印機速度的技術方案
2021-02-01 08:30:12劉豫章
科技經濟導刊 2021年2期
關鍵詞:信號
劉豫章
(深圳華星光電技術有限公司,廣東 深圳 518107)
1.引言
目前,市面上的FDM彩色3D打印設備采用兩套獨立的機械結構,一套是用于3D塑型的機械結構,通過FDM成型系統實現塑形;另一套是用于平面噴繪的機械結構,通過彩色噴墨,使塑形件表面具有不同顏色。通過對FDM控制系統的剖析和研究,有兩種提高彩色打印速度的方法。一種是通過解析外廓塑型命令使兩套控制系統有機結合;另一種是通過解析外廓塑型驅動信號使兩套控制系統有機結合。第一種方法的研究成果可見筆者發表的論文《由外廓塑型命令構造的環式彩色噴墨技術》,本文介紹第二種方法,即由外廓塑型驅動信號構造的環式彩色噴墨技術。
2.技術方案
該技術的要點是構建了一個如圖1所示的由外擴塑型驅動信號構造的環式運動信號同步解析裝置。
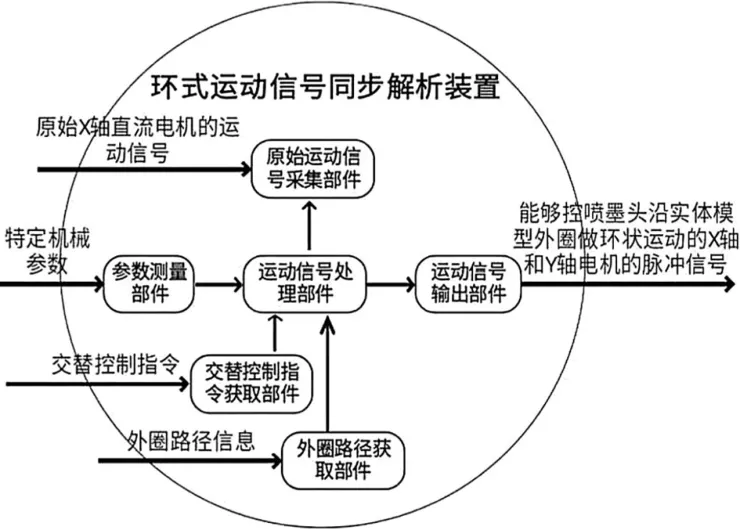
圖1 環式運動信號解析裝置內部結構示意圖
該裝置主要包含如下幾個部件:(1)原始運動信號采集部件:用于采集噴繪部件發出的原始X軸直流電機的運動信號;(2)交替控制指令獲取部件:用于接收上位機發出的塑型和噴繪的交替控制指令;(3)參數測量部件:用于測量特定的機械參數,特定的機械參數用于構造步進電機的脈沖信號;(4)外圈路徑獲取部件:用于獲取實體模型切片完成后每一層外圈的路徑信息;(5)運動信號處理部件:用于結合特定的機械參數和每一層外圈的路徑信息,將原始X軸直流電機的運動信號轉化為能夠控制噴墨頭沿實體模型外圈做環狀運動的X軸和Y軸電機的脈沖信號;(6)運動信號輸出部件,用于輸出解析后的能夠控制噴墨頭沿實體模型外圈做環狀運動的X軸和Y軸電機的脈沖信號,進而控制噴墨頭沿著著色噴繪的X軸和Y軸運動。
運動信號解析裝置與3D打印機的其他外圍模塊的連接關系如圖2所示。
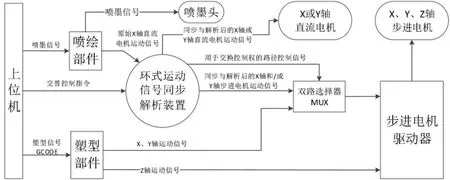
圖2 環式運動信號解析裝置與3D打印機其他部件的連接關系示意圖
3.典型技術案例
假設實體模型的外圈輪廓為心形。
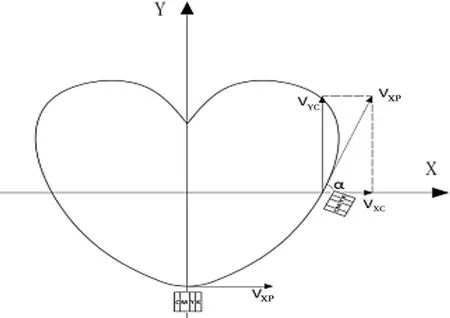
圖3 噴墨頭對實體模型的心形外圈輪廓進行噴繪的過程示意圖
由圖2的連接關系可推導出,同步轉化后,噴墨頭在X軸和Y軸步進電機的驅動下,沿著X軸和Y軸運動的線速度可按照以下公式計算:
其中,Vxc為噴墨頭沿著X軸運動的線速度,Vyc為噴墨頭沿著Y軸運動的線速度,α(t)為噴墨頭沿著外圈路徑對實體模型進行噴繪時隨時間t不斷變化的瞬態偏移角度。為了消除環式噴繪時的噴繪死角,并使得噴墨頭的CMYK噴墨區域的排列方向始終與同步后的噴墨頭沿實體模型外圈的運動方向(即速度Vxc和速度Vyc相結合后的運動方向)垂直,還另加了一個能控制噴墨頭旋轉的旋轉自由度R軸,使得噴墨頭在噴墨環節中的任一時刻t相對于初始時刻t0旋轉的角度始終等于α(t)。
另外,由于噴墨打印機在原始的平行掃描過程中,原始X軸的運動始終與噴墨頭的CMYK區域垂直,無論X軸電機正向運動還是反向運動,混色分量的夾角均為90°。只要在上位機的噴墨源文件(源圖片)中作出相應補償即可忽略X軸電機Vxp的運動方向。因此公式(1)和公式(2)中的Vxp均取絕對值。
外圈路徑獲取部件通過采集塑型環節進行到外圈時X軸和Y軸步進電機的脈沖信號得到實體模型的外圈路徑。該脈沖信號中含有周期脈沖信號和正反方向脈沖信號,通過該脈沖信號可以得到外圈的路徑,進而得到噴墨頭沿著外圈路徑對實體模型進行噴繪時的瞬態角度。具體實現方案如下:
通過外圈路徑獲取部件,采集塑型環節進行到外圈時X軸和Y軸步進電機的脈沖信號,包括X軸步進電機的周期脈沖信號STEP_X和方向脈沖信號DIRECTION_X,Y軸步進電機的周期脈沖信號STEP_Y和方向脈沖信號DIRECTION_Y,得到X軸與Y軸步進電機的瞬態脈沖周期Txm、Tym以及兩者的運動方向。X軸、Y軸步進電機的方向脈沖信號DIRECTION_X、DIRECTION_Y為高電平時為正向,為低電平時為反向。并由X軸與Y軸步進電機的瞬態脈沖周期Txm、Tym,通過如下公式計算出兩者的角速度:

通過機械傳動關系可計算出X軸與Y軸電機此時的線速率 |Vxm|與 |Vym|:

速度Vxm與Vym的正負號取決于采集到的X軸、Y軸步進電機的方向脈沖信號DIRECTION_X、DIRECTION_Y的高低電平,高電平時為正,低電平時為負。
塑型環節在實體模型的外圈進行塑型的過程中,任一時刻實體模型外圈輪廓法向量的變化角度的取值方式為:

而此時擠出頭走過的距離為:


其中:tfdm為X、Y軸步進電機在塑型環節外圈塑型過程中的任一時刻。通過公式(5)和公式(6),消除參數tfdm可得到一個角度 的函數:

由于在噴繪環節中,噴墨頭在外圈的噴繪路徑和角度要與塑型環節外圈塑型的路徑和角度吻合,只是噴繪時間與塑型環節外圈塑型的完成時間不同。因此在噴繪環節中,噴墨頭的旋轉角度α關于L的函數為:

且噴墨頭在t時刻的運動速率函數始終是|Vxp(t)|,噴墨頭在任一噴繪時刻t的旋轉角度α(t)值為:
代入公式(3)和公式(4)得:t時刻的X軸和Y軸同步后的運動速度Vxc和Vyc分別為:
由以上公式(9)-公式(11)即可得到噴繪環節中,噴墨頭在外圈的任意t時刻的α(t)值與X軸坐標的速度值Vxc(t)和Y軸坐標的速度值Vyc(t)。
運動信號處理部件工作過程如圖4所示,通過光耦A和光耦B兩路光耦采集原始X軸直流電機的脈沖信號,并通過運動信號處理部件處理,能夠分別為X軸和Y軸步進電機驅動器的STEP管腳構建步進電機的轉動周期信號、DIRECTION管腳構建步進電機的轉動方向信號,進而驅動X軸和Y軸的步進電機轉動,構建過程具體如下:
由于運動線速率|Vxc|和|Vyc|分別與X軸和Y軸的步進電機的運動角速度ωxc與ωyc成正比,并且速度Vxc和Vyc的正負號分別與X軸、Y軸步進電機的方向脈沖信號DIRECTION_X_C、DIRECTION_Y_C的高低電平相對應,因此可依次構造出X軸和Y軸兩路步進電機的轉動周期脈沖信號STEP_X_C、STEP_Y_C和轉動方向信號DIRECTION_X_C、DIRECTION_Y_C,用于驅動噴墨頭沿著實體模型的外圈做水平環狀運動,以完成著色噴繪。

圖4 運動信號處理部件工作過程示意圖
面向此環式噴繪方式的控制架構牽涉到塑型環節與噴繪環節精準的交替控制與外廓塑型驅動信號的精準與高實時性解析等技術,一般情況下須采用基于FPGA+ARM的異構計算架構來作為實現此技術的優良平臺,采用面向控制通訊、算法等IP軟核來實現。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06