對(duì)稱銑削法在薄壁零件加工中的應(yīng)用
2017-02-21 20:11:09王曉勇王紅賓
科技創(chuàng)新與應(yīng)用 2016年36期
王曉勇+++王紅賓
摘 要:支板是典型的異形、薄壁類零件,零件外形復(fù)雜,最薄處不足1mm,材料去除量大,易變形,加工難度大。文章針對(duì)支板零件結(jié)構(gòu)特點(diǎn),闡述了其加工方法及具體實(shí)施步驟,特別是在大余量毛坯去除中,采用了“對(duì)稱銑削”方式,充分利用零件自身剛性,消除了震動(dòng)和變形,保證了零件質(zhì)量,此方法為類似零件的加工提供了一套較好的解決方案。
關(guān)鍵詞:支板;對(duì)稱銑削;薄壁零件
1 概述
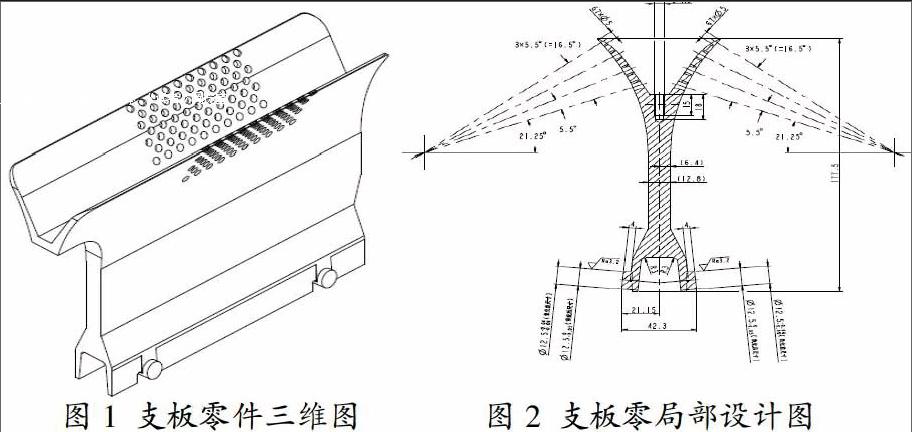
ZL28纖維濾棒成型機(jī)是我公司從意大利GD公司引進(jìn)產(chǎn)品,技術(shù)含量高,是行業(yè)內(nèi)非常先進(jìn)的雙通道成型設(shè)備。支板零件是ZL28機(jī)組的核心零件,進(jìn)口件試制件,公司首次加工。零件三維模型和關(guān)鍵截面設(shè)計(jì)要求如圖1、圖2所示。
零件材料為6082-T6,加工毛坯為Φ200×265棒料。由于零件外形復(fù)雜,材料去除量大,壁薄易變形,加工特征多帶有空間角度,定位困難,難以加工。為了解決支板的加工難題,筆者集思廣益,多次實(shí)踐,設(shè)計(jì)合理的加工方案,并采用對(duì)稱銑削方法去除材料余量,取得良好效果,以下是支板零件加工過程介紹。
2 支板加工實(shí)施過程
2.1 工藝方案分析
根據(jù)零件圖、毛坯圖可知,支板零件的加工主要有以下難點(diǎn)。(1)加工精度高,難以裝夾,質(zhì)量不易保證;(2)毛坯去除量大,零件壁薄,加工中容易震刀;(3)強(qiáng)度最低的部位有2處67-φ5空間斜孔,位置尺寸不易確定,難測(cè)量。
2.2 加工設(shè)備選型
為了保證支板尺寸和形位公差的要求,必須遵循“工序集中”加工原則。因此,加工設(shè)備我們選用了從德國(guó)哈默公司進(jìn)口的C40U五軸加工中心,該機(jī)床三個(gè)直線軸定位精度0.005mm,重復(fù)定位精度0.003mm,A、C軸分度精度為10″,重復(fù)定位精度5″,能實(shí)現(xiàn)3+2軸加工,完全滿足支板的加工需求。
2.3 加工實(shí)施過程
通過綜合考慮質(zhì)量、效率等各項(xiàng)因素,我們最終確定支板的加工分為3次裝夾,加工內(nèi)容如下。
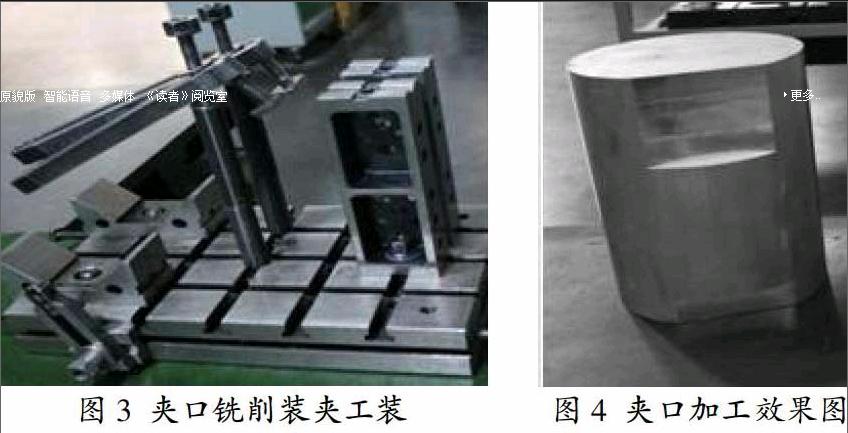
2.3.1 毛坯棒料銑夾口。通過計(jì)算,先在棒料毛坯上加工非對(duì)稱的夾口,用于第二遍裝夾工具的定位夾緊,避免加工中刀具與平口鉗發(fā)生干涉,夾口銑削工裝和加工效果如圖3、圖4所示。
2.3.2 采用對(duì)稱銑削法加工支板一端特征
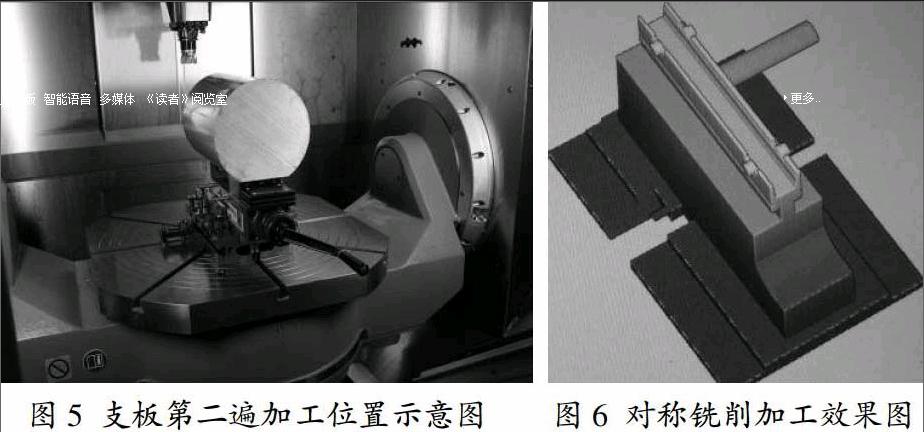
所謂“對(duì)稱銑削法”是指充分利用C40U五軸機(jī)床立臥轉(zhuǎn)換的功能,從支板頂部開始,左、右交替粗、精加工,層層去除毛坯余量,這樣能夠充分利用支板毛坯自身剛性,避免加工過程中因剛性變差產(chǎn)生的震動(dòng)和應(yīng)力變形,保證加工質(zhì)量。第二遍裝夾位置如圖5所示,對(duì)稱銑削法加工效果如圖6所示。
對(duì)稱銑削實(shí)物加工效果如圖7所示,第二次裝夾支板加工半成品如圖8所示。
2.3.3 掉頭加工支板另一端特征,加工完成
零件掉頭,利用夾具結(jié)合平口鉗夾緊支板兩側(cè)平面,探頭測(cè)量基準(zhǔn),確定工件原點(diǎn),銑掉夾口,并采用小吃刀、快進(jìn)給的分層銑削方法加工支板底部曲面槽及螺孔,避免加工過程中的應(yīng)力變形。支板第三遍加工位置如圖9所示,加工成品如圖10所示。
3 結(jié)束語
對(duì)稱式銑削法可用來解決異形、薄壁類零件因剛性差,易發(fā)震引起的質(zhì)量問題,優(yōu)點(diǎn)是能夠充分利用零件加工過程中自身的剛性,平穩(wěn)加工,提高零件加工效率,保證零件加工質(zhì)量,是一種較好的加工方法,具有一定的推廣價(jià)值。
參考文獻(xiàn)
[1]趙長(zhǎng)明.數(shù)控加工工藝及設(shè)備[M].北京:高等教育出版社,2003.
[2]左敦穩(wěn).現(xiàn)代加工技術(shù)[M].北京:北京航空航天大學(xué)出版社,2005.
