旋轉(zhuǎn)超聲鉆削加工的研究現(xiàn)狀及發(fā)展趨勢(shì)
2021-02-03 10:54:58張燦祥張衛(wèi)鋒劉致君張福霞
機(jī)械制造與自動(dòng)化 2021年1期
張燦祥,張衛(wèi)鋒,劉致君,張福霞
(1. 青島科技大學(xué) 機(jī)電工程學(xué)院,山東 青島 266061; 2. 青島技師學(xué)院,山東 青島 266061)
0 引言
21世紀(jì)以來,隨著科技的發(fā)展,人類需要更新、更強(qiáng)大和更堅(jiān)韌的材料來應(yīng)對(duì)航空航天、信息和生命科學(xué)等各種領(lǐng)域的挑戰(zhàn)。以先進(jìn)工程陶瓷、光學(xué)玻璃及其復(fù)合材料為代表的硬脆材料,具有高硬度、高強(qiáng)度、高化學(xué)穩(wěn)定性和高耐磨性等優(yōu)異的力學(xué)、物理和化學(xué)性能,其應(yīng)用前景可觀。在對(duì)硬脆材料孔的加工研究中,若使用傳統(tǒng)的金屬鉆孔切削方法加工,將會(huì)出現(xiàn)較大的切削力,刀具磨損嚴(yán)重,難以保證孔的精度和表面質(zhì)量,并且加工效率低。同時(shí),由于材料的低斷裂性,在孔加工的開始和結(jié)束位置容易出現(xiàn)材料斷裂破壞、邊緣碎裂等問題而造成加工失敗。這些問題限制了硬脆材料的工程應(yīng)用。
1 旋轉(zhuǎn)超聲鉆削加工的研究進(jìn)展
在過去的20年中,已經(jīng)引入了各種傳統(tǒng)和新穎的方法對(duì)硬脆材料進(jìn)行鉆孔加工,包括旋轉(zhuǎn)超聲加工、研磨加工、電火花加工、激光加工、磨料水射流加工、電子束加工等多種加工方法[1]。其中,旋轉(zhuǎn)超聲鉆削加工已經(jīng)成為一種有效的特種加工孔的方法,它結(jié)合了金剛石磨削和超聲波加工的材料去除機(jī)制,其工作原理如圖1所示。
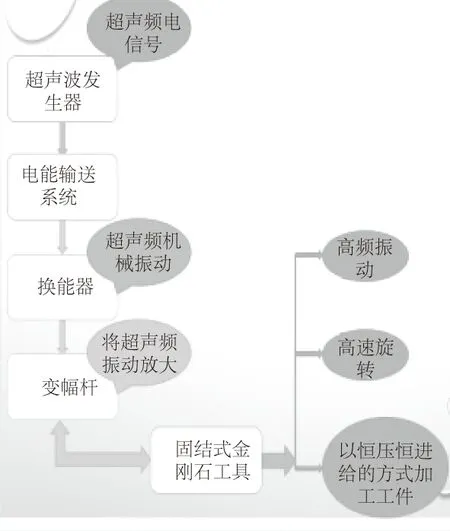
圖1 旋轉(zhuǎn)超聲鉆削加工工作原理
起初,英國(guó)在學(xué)術(shù)界發(fā)表了一些有關(guān)旋轉(zhuǎn)超聲鉆削基礎(chǔ)研究成果;蘇聯(lián)的莫斯科航空研究所研究了旋轉(zhuǎn)超聲鉆削加工,其研究成果具有一定的實(shí)際應(yīng)用價(jià)值;美國(guó)伊利諾依大學(xué)也對(duì)旋轉(zhuǎn)超聲鉆削展開了研究;日本通過理論和試驗(yàn)的形式研究了旋轉(zhuǎn)超聲鉆削加工中加工參數(shù)的影響;我國(guó)對(duì)旋轉(zhuǎn)超聲鉆削的研究始于20世紀(jì)80年代,清華大學(xué)、哈爾濱工業(yè)大學(xué)、東北大學(xué)、華僑大學(xué)、北京航空航天大學(xué)等高校研究了旋轉(zhuǎn)超聲鉆削加工[1]。CAO X Y等通過開展旋轉(zhuǎn)超聲恒進(jìn)給率鉆削硬脆材料的試驗(yàn),研究了進(jìn)給速度超聲功率、主軸轉(zhuǎn)速等參數(shù)對(duì)切削力以及加工孔崩邊尺寸的影響[2]。在CONG W L等人的研究中,選擇旋轉(zhuǎn)超聲鉆削加工與傳統(tǒng)加工做對(duì)比試驗(yàn),得出旋轉(zhuǎn)超聲鉆削加工改善了孔的表面質(zhì)量,可獲得更高的材料去除率、低的切削力和低的工具磨損以及在減少邊緣碎裂方面發(fā)揮了巨大作用[3]。
2 旋轉(zhuǎn)超聲鉆削加工材料去除機(jī)理的研究進(jìn)展
2.1 加工機(jī)理
旋轉(zhuǎn)超聲鉆削加工要想實(shí)現(xiàn)低成本、高效率的加工,需理解和優(yōu)化加工過程,勢(shì)必要對(duì)材料去除機(jī)理進(jìn)行定性和定量的研究,而如何全面而有效地獲取材料旋轉(zhuǎn)超聲加工成型的相關(guān)信息是旋轉(zhuǎn)超聲鉆削加工過程中材料去除機(jī)理研究的關(guān)鍵所在。
在最初的研究中,MARKOV I等人認(rèn)為微觀和宏觀裂紋以及裂紋延伸到一定深度導(dǎo)致了材料的斷裂,得出由于被加工表面微小裂紋的交織成網(wǎng)和表面撕扯,使得旋轉(zhuǎn)超聲鉆削中存在一個(gè)被加工材料的脆性斷裂特別強(qiáng)烈的過程[4-5];PRABHAKAR D等人通過試驗(yàn)的形式,肯定了MARKOV I等人的觀點(diǎn)[6];后來,KUBOTA M等人在對(duì)旋轉(zhuǎn)超聲鉆削材料去除率的研究中,得出材料是以“貝殼”狀碎片形式去除[7]。眾所周知,在旋轉(zhuǎn)超聲鉆削加工中,很難觀察到工件的加工面及切削過程,這就使得其加工機(jī)理的研究受到阻礙。于是,1995年,PEI Z J等人首次提出利用旋轉(zhuǎn)超聲端面銑削加工機(jī)理來驗(yàn)證旋轉(zhuǎn)超聲鉆削的加工機(jī)理,得出材料的去除機(jī)理包括脆性去除和塑性去除的結(jié)論[8]。
近年來,對(duì)于加工機(jī)理的研究并未停滯,出現(xiàn)了很多的方法,如劃痕試驗(yàn)、壓痕試驗(yàn)、觀察入孔崩邊、表面形貌、有限元仿真分析等[9-12]。其中有限元仿真分析越來越受到歡迎。1996年,CAMACHO G T等人提出了關(guān)于脆性材料斷裂的拉格朗日有限元思想,建立了粘結(jié)定律斷裂模型(cohesive-law fracture model)來預(yù)測(cè)材料中沿任意路徑的裂紋[13];2006年,KAREDLA R S等人對(duì)粘結(jié)定律模型進(jìn)行了修改,采用在斷裂機(jī)制的基礎(chǔ)上增加單位體積內(nèi)流入外界能量的函數(shù),其仿真結(jié)果證實(shí)了試驗(yàn)觀測(cè)結(jié)果[14];2007年,朱文博利用有限元分析軟件ABAQUS對(duì)陶瓷材料磨粒沖擊過程中的脆性斷裂進(jìn)行仿真分析[15];田傳鑫基于ANSYS/LS-DYNA有限元仿真平臺(tái)對(duì)石英玻璃旋轉(zhuǎn)超聲銑削過程進(jìn)行了建模以及仿真實(shí)驗(yàn),研究了金剛石刀具高頻往復(fù)沖擊時(shí)復(fù)合作用引起的裂紋萌生與擴(kuò)展,闡明了材料去除機(jī)理[16]。
2.2 材料去除率理論模型
通過材料去除率理論模型可以實(shí)現(xiàn)參數(shù)優(yōu)化、過程仿真以及加工性能預(yù)測(cè)等功能,所以其研究成果直接制約整個(gè)加工過程的質(zhì)量。而理論模型的研究始于20世紀(jì)末。1993年,基于脆性斷裂的去除模式,PRABHAKAR D等人首次推導(dǎo)出旋轉(zhuǎn)超聲鉆削材料去除率理論模型[17]。
MRR=NfVaCs
(1)


此模型假設(shè)所有磨粒都參與切削,但是考慮到實(shí)際加工時(shí),只有部分磨粒參與切削,所以,材料去除率與實(shí)際去除率數(shù)值上產(chǎn)生誤差。
1995年,基于脆性斷裂去除模式,PEI Z J等人推導(dǎo)出另一個(gè)旋轉(zhuǎn)超聲鉆削材料去除率理論模型[18]。
(2)
式中:K是工件斷裂體積與單顆金剛石磨粒壓入體積的比例;
該模型有一定的局限性,只能用來預(yù)測(cè)某種工件材料和一套過程參數(shù)的材料去除率,比例參數(shù)K必須通過做一組試驗(yàn)來確定。
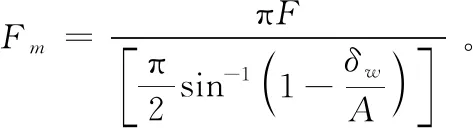
而后PEI Z J等人對(duì)于理論模型繼續(xù)研究,在1998年,首次基于塑性去除模式推導(dǎo)出旋轉(zhuǎn)超聲鉆削材料去除率理論模型[19]。
磨粒掃描包絡(luò)面通過以下方程得出:
(3)

壓痕深度與過程參數(shù)以及工件性質(zhì)之間的關(guān)系如下:
(4)
其中σcw是工件的工作強(qiáng)度。
該模型存在一個(gè)很大的局限性就是只能適用于很小的工作壓力范圍。另外,公式復(fù)雜,計(jì)算困難。
在國(guó)內(nèi),華僑大學(xué)研究者進(jìn)行了旋轉(zhuǎn)超聲鉆削先進(jìn)陶瓷的研究,分別基于脆性斷裂和塑性變形兩種材料去除機(jī)理,建立了簡(jiǎn)單實(shí)用的旋轉(zhuǎn)超聲鉆削材料去除率理論模型[20],分別如式(5)、式(6)所示,并且采用實(shí)驗(yàn)數(shù)據(jù)驗(yàn)證了該理論模型的有效性,理論模型如下所示:
(5)
(6)
另外,基于當(dāng)前研究認(rèn)為的旋轉(zhuǎn)超聲加工材料去除機(jī)理以及以磨粒對(duì)工件的直接錘擊和磨粒對(duì)工件沖擊的基礎(chǔ),揚(yáng)州大學(xué)研究者建立了旋轉(zhuǎn)超聲加工材料去除率理論模型[21]:
(7)
3 旋轉(zhuǎn)超聲鉆削加工工藝特性的研究進(jìn)展
國(guó)內(nèi)外研究者在對(duì)旋轉(zhuǎn)超聲鉆削加工工藝特性的研究中,得出旋轉(zhuǎn)超聲鉆削加工的顯著優(yōu)勢(shì),如提高材料去除率以及孔的加工精度和表面質(zhì)量、減小切削力和刀具磨損等。在對(duì)旋轉(zhuǎn)超聲鉆削參數(shù)和材料加工性能(表1)的研究中,切削力、刀具磨損以及孔的加工質(zhì)量往往是研究者們重點(diǎn)關(guān)注的問題[1],以下將對(duì)這3個(gè)方面進(jìn)行重要闡述。
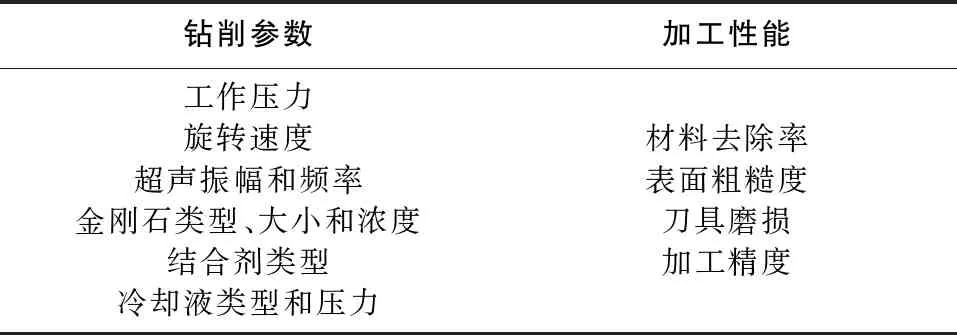
表1 旋轉(zhuǎn)超聲鉆削加工性能的影響
3.1 切削力
在對(duì)切削力的研究過程中得出切削力隨著主軸轉(zhuǎn)速和超聲功率的增加而降低,隨著進(jìn)給速度的增加而增加[22];通過對(duì)旋轉(zhuǎn)超聲鉆削加工與麻花鉆加工、傳統(tǒng)磨削加工分別做對(duì)比實(shí)驗(yàn),得出旋轉(zhuǎn)超聲加工可以獲得更小的切削力[23]。各參數(shù)對(duì)切削力的影響順序?yàn)椋哼M(jìn)給速度>刀具轉(zhuǎn)速>磨粒大小>振幅>磨粒濃度,并且切削力與振幅、刀具轉(zhuǎn)速、磨粒大小成反比,與進(jìn)給速度和磨粒濃度成正比[24]。
青島科技大學(xué)研究者對(duì)脆性材料進(jìn)行了旋轉(zhuǎn)超聲鉆削加工的試驗(yàn)研究,設(shè)備原型機(jī)如圖2所示,該設(shè)備的供電方式采用滑環(huán)式接觸式供電,BT標(biāo)準(zhǔn)接頭。
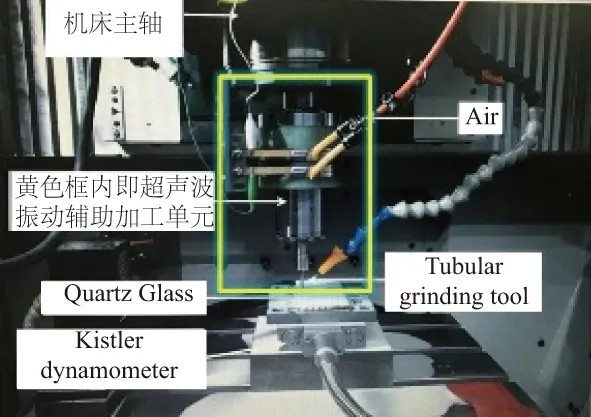
圖2 旋轉(zhuǎn)超聲加工設(shè)備
如圖3所示,可以得出在相同的加工條件下,旋轉(zhuǎn)超聲加工可大幅降低加工過程中的切削力(如圖3所示切削力可降低53%)。

圖3 旋轉(zhuǎn)超聲加工與普通加工對(duì)切削力影響的對(duì)比圖
3.2 刀具磨損
在旋轉(zhuǎn)超聲鉆削加工中,刀具的磨損是不可避免的(圖4),而減小刀具磨損,延長(zhǎng)刀具壽命是國(guó)內(nèi)外研究者一直以來特別重視的問題[25]。大量的研究從刀具的形狀和尺寸、刀具表面形貌、切削力、鉆孔個(gè)數(shù)等方面來研究刀具的磨損程度[1]。其中,在對(duì)鋼化玻璃進(jìn)行鉆孔研究的試驗(yàn)中,選擇傳統(tǒng)加工方法和旋轉(zhuǎn)超聲加工方法進(jìn)行對(duì)比試驗(yàn)(圖5),在相同的加工條件下,選用相同的刀具,旋轉(zhuǎn)超聲加工孔的數(shù)量將遠(yuǎn)遠(yuǎn)超過傳統(tǒng)加工,說明旋轉(zhuǎn)超聲加工可有效地提高刀具的使用壽命。
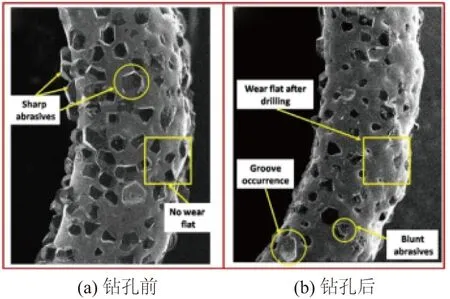
圖4 使用30倍放大率的顯微圖像檢測(cè)刀具磨損[25]
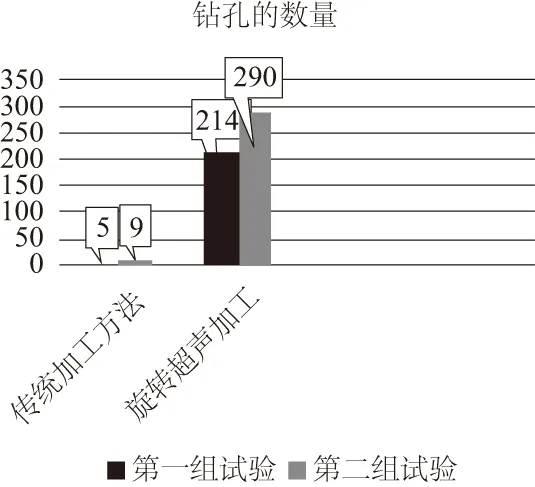
圖5 旋轉(zhuǎn)超聲加工與傳統(tǒng)加工孔個(gè)數(shù)的對(duì)比圖
在對(duì)旋轉(zhuǎn)超聲鉆削加工工具磨損的早期研究中,研究者通過引入工具磨損比qv研究旋轉(zhuǎn)超聲鉆削中振動(dòng)振幅對(duì)工具磨損的影響,得出qv隨振動(dòng)振幅的增加,先降低然后再增加[26]。華僑大學(xué)首次研究了旋轉(zhuǎn)超聲鉆削工具磨損機(jī)理,利用數(shù)字顯微鏡,觀察旋轉(zhuǎn)超聲鉆削先進(jìn)陶瓷中的金剛石工具端面、側(cè)面和拐角的表面形貌變化過程,定性地研究了旋轉(zhuǎn)超聲鉆削中的工具磨損機(jī)理,填補(bǔ)了工具磨損機(jī)理的研究空白[20]。
縱觀近幾年的研究,刀具磨損始終是重中之重。中科院研究了高頻振動(dòng)對(duì)BK7旋轉(zhuǎn)超聲加工中刀具磨損的影響,研究發(fā)現(xiàn)疊加超聲振動(dòng)可以延長(zhǎng)刀具的壽命[27];西南交通大學(xué)對(duì)鈦合金旋轉(zhuǎn)超聲加工中刀具的磨損進(jìn)行了研究,搭建了刀具的長(zhǎng)度磨損實(shí)驗(yàn)預(yù)測(cè)模型,得出刀具磨損與磨料濃度、進(jìn)給速度和諧振頻率成正比,與主軸轉(zhuǎn)速、磨料粒度成反比[28]。總而言之,若想延長(zhǎng)刀具壽命,則需減小刀具轉(zhuǎn)速和進(jìn)給速度,增加磨粒和黏合劑的結(jié)合強(qiáng)度以及冷卻液流速。
3.3 加工質(zhì)量
在孔的加工過程中,表面粗糙度、分層、邊緣破損等始終是研究者們關(guān)注較多的問題。對(duì)于大多數(shù)硬脆材料來說,旋轉(zhuǎn)超聲鉆削加工憑借其特有的優(yōu)勢(shì),獲得了更好的孔加工質(zhì)量。通過對(duì)石英玻璃鉆孔進(jìn)行研究,選用旋轉(zhuǎn)超聲鉆削加工和傳統(tǒng)加工方法作對(duì)比試驗(yàn),如圖6所示,得出在相同的加工條件下,旋轉(zhuǎn)超聲加工可有效提高加工質(zhì)量。
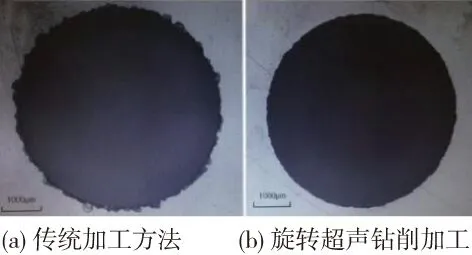
圖6 傳統(tǒng)加工方法與旋轉(zhuǎn)超聲鉆削加工對(duì)比
在對(duì)邊緣破損的研究中,清華大學(xué)WANG J J等人基于脆性材料斷裂力學(xué)理論,提出了一種通過減小裂紋尺寸來減小邊緣破損的新的邊緣切削機(jī)制[29];另外,WANG J J等人在對(duì)C/SiC復(fù)合材料鉆孔引起邊緣破損的研究中,開發(fā)了一種新型復(fù)合階梯錐形金剛石鉆頭,驗(yàn)證了復(fù)合鉆的有效性[30];FENG P F等人實(shí)驗(yàn)研究了C/SiC復(fù)合材料旋轉(zhuǎn)超聲加工過程中因鉆孔而產(chǎn)生的孔出口撕裂缺陷,得出旋轉(zhuǎn)超聲鉆削加工能降低孔出口撕裂缺陷、降低切削力;增大主軸轉(zhuǎn)速和超聲幅值或減小進(jìn)給速度有助于進(jìn)一步降低孔出口撕裂系數(shù)[31];印度研究者通過對(duì)先進(jìn)陶瓷的實(shí)驗(yàn)研究,論證了斷裂的機(jī)理和支撐長(zhǎng)度對(duì)邊緣破損的影響[32]。
在對(duì)表面粗糙度的研究中,印度研究者基于BK7這種硬脆材料,進(jìn)行了旋轉(zhuǎn)超聲鉆孔表面粗糙度回歸分析及微觀結(jié)構(gòu)研究,以表面粗糙度為鉆孔質(zhì)量的主要指標(biāo)之一,采用響應(yīng)面法,得出增加主軸轉(zhuǎn)速和超聲功率、減小進(jìn)給速度可以得到更好的鉆孔質(zhì)量[33]。
另外,對(duì)于表面粗糙度的評(píng)估方法研究中,評(píng)估方法基本上可以分為兩種:輪廓法(2D評(píng)估法)和面額法(3D評(píng)估法)。TEICHER U等人使用觸覺輪廓法得出的表面粗糙度參數(shù)度,為碳纖維增強(qiáng)塑料機(jī)械加工表面的可測(cè)量性提出了建議[34];但是在近期的研究中,由于二維評(píng)估法存在會(huì)丟失一些空間重要信息的缺陷,所以三維評(píng)估法成為了研究的熱門,WANG C等人比較了用面積參數(shù)識(shí)別表面特征中異常值的方法,此外,還提出了評(píng)價(jià)表面質(zhì)量的新參數(shù)[35];北京航空航天大學(xué)對(duì)于旋轉(zhuǎn)超聲加工CFRP復(fù)合材料的表面粗糙度進(jìn)行評(píng)估,基于采樣陣列的新穎評(píng)估方法,使用高斯函數(shù)的平均值和標(biāo)準(zhǔn)偏差來評(píng)估加工表面的表面質(zhì)量。該研究為復(fù)合材料的表面質(zhì)量評(píng)估奠定了基礎(chǔ),并在精密制造業(yè)中得到了應(yīng)用[36]。
4 旋轉(zhuǎn)超聲鉆削加工研究展望
對(duì)于旋轉(zhuǎn)超聲鉆削加工技術(shù)的研究,國(guó)內(nèi)外研究者已經(jīng)取得豐碩的成果,但是,隨著新材料的不斷更新、孔加工精度以及表面質(zhì)量要求的不斷提高,仍有很多問題需要探討和解決,應(yīng)在如下幾方面開展研究。
1) 在碳纖維等復(fù)合材料旋轉(zhuǎn)超聲鉆削加工中,其材料去除機(jī)理與加工工藝并不完全相同,為解決復(fù)合材料旋轉(zhuǎn)超聲鉆削加工高效精密低損傷問題,需進(jìn)一步研究不同復(fù)合材料各組成特性及理論,分析旋轉(zhuǎn)超聲鉆削加工損傷形成機(jī)理。
2) 旋轉(zhuǎn)超聲鉆削加工過程中振動(dòng)穩(wěn)定性對(duì)于其加工的有效性起到至關(guān)重要的作用,所以,解決工藝過程中超聲振幅控制穩(wěn)定性問題,將是未來一個(gè)大方向。
3) 對(duì)于旋轉(zhuǎn)超聲加工設(shè)備的研究,將會(huì)是朝著研制高轉(zhuǎn)速、高振幅穩(wěn)定性的大功率旋轉(zhuǎn)超聲加工裝備方面發(fā)展,其核心是基于壓電陶瓷無接觸供電穩(wěn)定性問題和超磁致伸縮材料換能器的研究,這將會(huì)是實(shí)現(xiàn)旋轉(zhuǎn)超聲更廣的應(yīng)用范圍、更高的材料去除效率以及更好的表面加工質(zhì)量的一個(gè)重要的研究方向。
4) 進(jìn)一步加強(qiáng)對(duì)仿真技術(shù)的應(yīng)用和研究,完善并優(yōu)化旋轉(zhuǎn)超聲鉆削加工數(shù)學(xué)模型,實(shí)現(xiàn)對(duì)加工機(jī)理及材料特性更深入的研究。
5) 針對(duì)刀具容易磨損及壽命等問題,對(duì)旋轉(zhuǎn)超聲微細(xì)加工刀具技術(shù)進(jìn)行系統(tǒng)的深入研究,尤其是在超大單晶金剛石刀具應(yīng)用方面,開發(fā)基于超大單晶金剛石刀具的橢圓振動(dòng)切削加工技術(shù),以實(shí)現(xiàn)大型模具鋼光學(xué)模具的超精密切削加工技術(shù)。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
體育科技文獻(xiàn)通報(bào)(2022年3期)2022-05-23 13:46:54
天津外國(guó)語(yǔ)大學(xué)學(xué)報(bào)(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機(jī)設(shè)計(jì)與研究(2019年4期)2019-05-21 07:21:24
汽車工程學(xué)報(bào)(2017年2期)2017-07-05 08:13:02
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
