鋁基復(fù)合材料高效電解銑削加工試驗(yàn)研究
2021-02-03 10:54:58王系眾李寒松李潔馬鑫
機(jī)械制造與自動(dòng)化 2021年1期
關(guān)鍵詞:深度
王系眾,李寒松,李潔,馬鑫
(南京航空航天大學(xué) 機(jī)電學(xué)院,江蘇 南京 210016)
0 引言
鋁基復(fù)合材料以其良好的力學(xué)性能、導(dǎo)電性和耐腐蝕性,常被用來(lái)加工航空航天領(lǐng)域中蒙皮類的薄壁零件[1-2]。該類零件普遍具有材料去除厚度小、剛性差等特點(diǎn),在機(jī)械切削加工過(guò)程中容易發(fā)生變形和顫振;并且由于增強(qiáng)材料對(duì)基體材料性能極大的提升作用,鋁基復(fù)合材料具有較高的強(qiáng)度和剛度,使用傳統(tǒng)機(jī)械加工方法對(duì)其去除時(shí),會(huì)產(chǎn)生較大的切削力,導(dǎo)致加工溫度高、加工效率低、刀具壽命短。電解加工是基于電化學(xué)陽(yáng)極溶解原理,利用具有一定形狀和尺寸的工具陰極,將工件陽(yáng)極溶解成形的工藝方法[3]。電解加工的主要優(yōu)勢(shì)有:1)加工過(guò)程中無(wú)物理接觸、無(wú)切削力、無(wú)高熱產(chǎn)生,加工表面無(wú)殘余應(yīng)力、無(wú)加工變形、無(wú)微裂紋和重鑄層;2)理論上不存在刀具損耗,且電解液可以重復(fù)利用,加工成本低。因此,電解加工是一種去除鈦合金、高溫合金等難切削金屬材料的重要制造技術(shù),被廣泛應(yīng)用于航空航天領(lǐng)域[4]。電解銑削加工也被稱為數(shù)控電解加工,其加工方式與機(jī)械數(shù)控銑削加工相似,采用形狀簡(jiǎn)單的工具陰極作為刀具,在數(shù)控系統(tǒng)的控制下按照設(shè)定的軌跡運(yùn)行,通過(guò)電化學(xué)腐蝕在工件表面加工出一定的結(jié)構(gòu)。電解銑削加工的優(yōu)勢(shì)在于,可將難切削材料采用電能加工后的低成本和高效率優(yōu)勢(shì)與數(shù)控技術(shù)結(jié)合起來(lái),提高了電解加工的柔性,拓展了其應(yīng)用范圍。LIU Y等[5]研究了TB6鋁合金電解銑削加工,使用20% 的NaNO3電解液,在40Acm-2和140Acm-2電流密度下加工,所加工淺槽的深度分別為143μm和210μm,并加工出圓形和矩形的平面結(jié)構(gòu)。
在上述文獻(xiàn)中,所使用的工具外徑為1.2 mm,內(nèi)徑為0.8mm,其導(dǎo)電面積較小,單次進(jìn)給的材料去除率和加工深度小,因此加工效率較低。為了提高加工效率,本文提出了一種大直徑的電解銑削工具陰極。利用此工具陰極加工鋁基復(fù)合材料,獲得了更高的材料去除率和加工深度。
1 研究方法
1.1 加工原理
本文采用電解銑削加工對(duì)鋁基復(fù)合材料進(jìn)行去除。電解加工以類似機(jī)械數(shù)控銑削的方式,采用旋轉(zhuǎn)棒狀電極作為工具陰極,在數(shù)控系統(tǒng)的精確控制下進(jìn)行運(yùn)動(dòng),通過(guò)工具陰極的端面提供電場(chǎng),基于電化學(xué)溶解原理對(duì)金屬工件表面的材料進(jìn)行溶解,加工出一定的深度。電解銑削加工的工藝原理如圖1所示。所用的棒狀陰極為中空形,并在端面開(kāi)有孔狀或縫狀的出液口。加工過(guò)程中,電解液從管路流入陰極并從出液口高速噴出,噴向加工間隙,作為導(dǎo)電介質(zhì)連接工具陰極和工件陽(yáng)極,并帶走電化學(xué)溶解過(guò)程中產(chǎn)生的難溶性電解產(chǎn)物、焦耳熱和氣泡。棒狀陰極在工件表面運(yùn)動(dòng)同時(shí)高速旋轉(zhuǎn),能夠增加加工間隙中電解液流量和壓力分布的均勻性,使得加工出的輪廓更加均勻,并且可以減少波紋的產(chǎn)生。
圖1 電解銑削加工工藝原理
1.2 工具陰極結(jié)構(gòu)
傳統(tǒng)電解銑削的工具陰極為管電極,其直徑較小,并且形狀通常為管狀,中間具有通孔,直徑一般為1mm左右(圖2)。如LIU Y等人在論文中使用的陰極。此類工具陰極直徑較小,其底面上通孔面積占比較小,通孔處雖然無(wú)陰極金屬,但該處的電場(chǎng)可由管壁提供[6]。在設(shè)計(jì)大直徑的工具陰極時(shí),若采用通孔形式的管電極,底面上通孔面積占比較大,管壁無(wú)法提供足夠強(qiáng)度的電場(chǎng),導(dǎo)致加工效率降低。因此,本文提出的大直徑工具陰極底部為盲孔。工具陰極底部的電解液供給形式一般為出液孔和出液縫。GE Y C等[7]人研究發(fā)現(xiàn),相比于出液孔,出液縫提供的流場(chǎng)更加均勻,有利于提高成形精度。故本文提出的工具陰極采用出液縫。
圖2 傳統(tǒng)管電極結(jié)構(gòu)示意圖
本文設(shè)計(jì)并制作的工具陰極如圖3所示,其外徑為15mm。刀具底面布有9條出液縫,每條縫的長(zhǎng)度為3mm,寬度為0.6mm。其中,3條縫均勻分布于圓形底面內(nèi)環(huán),6條縫均勻分布于圓形底面外環(huán)。對(duì)工具陰極的側(cè)壁進(jìn)行了絕緣處理,以減少側(cè)壁電場(chǎng)對(duì)工件的腐蝕,提高加工精度。

圖3 工具陰極實(shí)物圖
1.3 試驗(yàn)設(shè)置
本文中使用的鋁基復(fù)合材料為碳化硅顆粒增強(qiáng),碳化硅顆粒的平均直徑為12μm,基體材料為鋁合金2009,其質(zhì)量分?jǐn)?shù)如表1所示。

表1 鋁合金2009質(zhì)量分?jǐn)?shù) 單位:wt%
利用上述的大直徑電解銑削工具陰極對(duì)15%體分比的碳化硅顆粒增強(qiáng)鋁基復(fù)合材料進(jìn)行加工試驗(yàn),對(duì)單次進(jìn)給下不同加工電壓和進(jìn)給速度下的材料加工效率和加工深度進(jìn)行探究。
1) 加工效率通過(guò)材料去除率進(jìn)行表征。材料去除率定義為單位時(shí)間內(nèi)去除材料的體積,可由下式計(jì)算:
(1)
式中:Δm為工件加工前后質(zhì)量差;ρ為工件的密度;t為加工時(shí)間。工件加工前后質(zhì)量差Δm通過(guò)高精度的電子天平(ME4002E)稱量。
2) 加工深度為工件上表面與加工溝槽最深處之間的高度差,通過(guò)掃描加工淺槽的輪廓來(lái)測(cè)量。所用的測(cè)量?jī)x器為橋式坐標(biāo)測(cè)量機(jī)(ZEISS CONTURA, Germany)。
本試驗(yàn)中選用的加工電壓分別為10V、20V、30V和40V,其他加工參數(shù)設(shè)置如表2所示。實(shí)驗(yàn)所用電解銑磨加工系統(tǒng)與LI H S等[8]人在研究中使用的系統(tǒng)一致。
表2 加工參數(shù)設(shè)置
2 結(jié)果分析
2.1 電壓對(duì)加工效率的影響
圖4為所加工溝槽的示意圖。由于加工起始處和停刀處加工時(shí)間較短,所加工出的淺槽對(duì)應(yīng)位置深度較淺,因此選擇淺槽中間部位的截面進(jìn)行測(cè)量,見(jiàn)圖4中的線條處。
圖4 加工溝槽樣件
在進(jìn)給速度為30mm/min的條件下,所加工的溝槽輪廓如圖5所示。


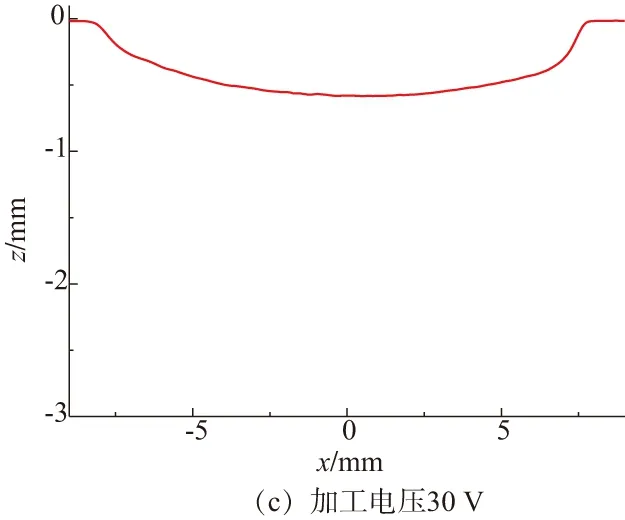
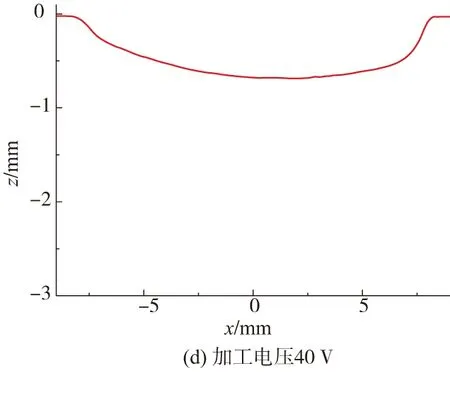
圖5 加工溝槽輪廓
材料去除率隨加工電壓的變化如圖6所示。

圖6 材料去除率隨加工電壓的變化
加工深度隨加工電壓的變化如圖7所示。

圖7 加工深度隨加工電壓的變化
根據(jù)法拉第定律,電解加工過(guò)程中陽(yáng)極金屬溶解的質(zhì)量與陽(yáng)極上通過(guò)的電量成正比[9]:
m=kQ=ωSitρ
(2)
(3)
式中:ω為體積電化學(xué)當(dāng)量,m3A-1s-1;S為陽(yáng)極導(dǎo)電面積,m2;i為電流密度,A/m2;t為電流通過(guò)時(shí)間,s;ρ為陽(yáng)極金屬密度,kg/m3。
由法拉第定律可知,增大加工電壓,會(huì)提高工件表面的電流密度,增加陽(yáng)極金屬單位時(shí)間內(nèi)的腐蝕質(zhì)量。因此,提高加工電壓能夠增加電解銑削加工的材料去除率和加工深度(圖6和圖7)。從圖中還可看出,隨著電壓的增加,材料去除率和加工深度的提升率逐漸降低。分析其原因,加工深度的增加會(huì)造成更大的加工間隙,導(dǎo)致加工間隙內(nèi)電解液的等效電阻增加,使得加工電流下降,陽(yáng)極表面的電流密度下降,陽(yáng)極金屬的電化學(xué)溶解速度降低[10]。
2.2 進(jìn)給速度對(duì)加工深度的影響
為了進(jìn)一步提高加工深度,選用更低的進(jìn)給速度。在各電壓下,單次進(jìn)給加工的溝槽輪廓如圖8所示。

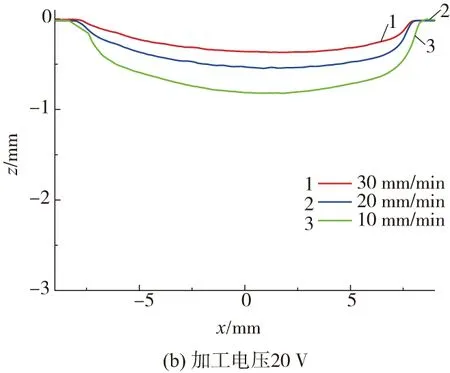

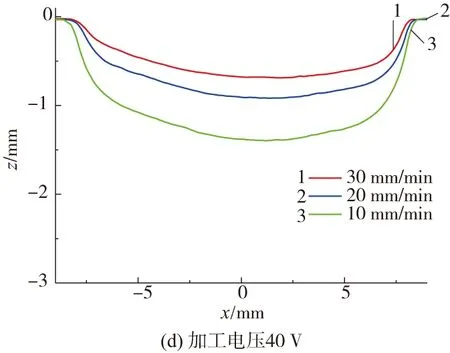
圖8 加工輪廓隨進(jìn)給速度的變化
隨著進(jìn)給速度的降低,加工溝槽的深度逐漸增加(圖9)。在40V的加工電壓下,當(dāng)進(jìn)給速度由30mm/min降到10mm/min時(shí),單次進(jìn)給的加工深度由0.681mm增加到了1.392mm,提升了104%。然而,降低進(jìn)給速度會(huì)導(dǎo)致材料去除率的下降(圖10)。在相同參數(shù)下,材料去除率由279.85mm3/min降到了205.68mm3/min,降低了27%。分析其原因,降低進(jìn)給速度能夠有效增加陰陽(yáng)極之間進(jìn)行電解反應(yīng)的時(shí)間,增大單次進(jìn)給過(guò)程中陽(yáng)極金屬材料的蝕除質(zhì)量,提高單次進(jìn)給的加工深度。但更大的加工深度會(huì)增加加工間隙,降低材料去除效率。
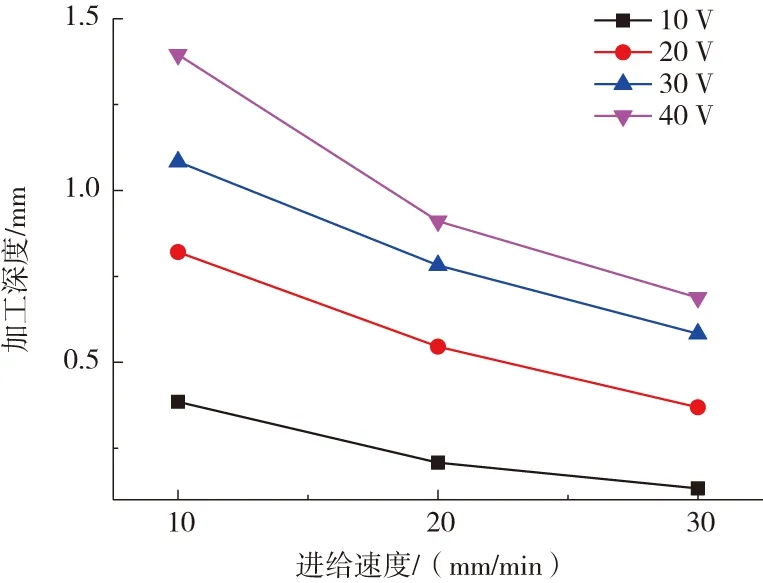
圖9 加工深度隨進(jìn)給速度的變化

圖10 材料去除率隨進(jìn)給速度的變化
3 結(jié)語(yǔ)
提出一種大直徑電解銑削工具陰極,對(duì)鋁基復(fù)合材料進(jìn)行單次進(jìn)給加工,得出以下結(jié)論:
1) 材料去除率和加工深度隨加工電壓的提升而增加,但提升率逐漸降低。在40V加工電壓和30mm/min進(jìn)給速度的條件下,材料去除率為279.85mm3/min。
2) 降低進(jìn)給速度能夠獲得更高的加工深度,但材料去除率會(huì)降低。在40V加工電壓和10mm/min進(jìn)給速度的條件下,單次進(jìn)給的加工深度達(dá)到了1.392mm。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂(lè)學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
