回轉件表面高強度銅的高速電鑄試驗研究
2021-02-03 10:55:08趙子俊朱洪宇薛子明朱增偉
機械制造與自動化 2021年1期
關鍵詞:力學性能
趙子俊,朱洪宇,薛子明,朱增偉
(南京航空航天大學 機電學院,江蘇 南京 210016)
0 引言
電鑄銅由于具有優良的導電性、導熱性以及延展性,被廣泛應用于航空、軍工產品、儀器儀表、塑料、精密機械、模具制造、電子工業及納米材料制備等領域[1-4]。沉積層綜合力學性能以及陰極沉積速率是評價一種電鑄加工工藝好壞的兩項重要指標。傳統硫酸鹽電鑄銅過程中[5-6],使用添加劑并對陰極進行空氣攪拌的情況下,陰極表面可承受最大電流密度一般不超過6A/dm2,且電鑄層抗拉強度不超過250MPa。多年來,研究人員提出了許多改善電鑄銅層性能以及提高沉積速率的電鑄工藝。趙建峰等[7]研究發現使用脈沖電源可以獲得致密且均勻的電鑄銅層,顯著提高了電鑄層質量;趙陽培等[8]提出的射流電鑄工藝可實現大電流密度、高電流效率電鑄且金屬結晶細化、電鑄層致密;任建華等[9]將空心懸浮微珠摩擦輔助及脈沖電源引入電鑄銅工藝并得到了晶粒細密的電鑄銅層。傳統射流電鑄通常將可溶性電鑄陽極安裝在沖液噴嘴內部,對陰極表面進行定點或者掃描式的沉積[10],陽極部分溶解之后其表面輪廓發生變化,陰極表面電場分布會隨之改變,而且噴嘴內部的陽極無法在線修整或補充,故對于大尺寸及大厚度零件的精密電鑄加工,此加工方法存在一定的局限性。
本文基于高速沖刷可減薄擴散層的原理[11],提出一種使回轉陰極表面電鑄液高速沖刷與高電流密度沉積交替進行的電鑄銅加工方式,可溶性陽極結構與射流噴嘴相互獨立,可及時補充陽極材料且便于控制陽極輪廓。該方法適用于大型回轉件的外表面電鑄,預期可望實現較高的陰極極限電流密度,同時細化晶粒,獲得高強度的電鑄銅層。
1 實驗
1.1 電鑄液成分及實驗參數
實驗所用電鑄液為:五水硫酸銅200 g/L,純度98%濃硫酸60 g/L,溫度(30±1)℃;芯模轉速30 r/min。
電流密度分別為:4A/dm2、8A/dm2、12A/dm2以及16A/dm2,控制電鑄時長以保證各電流密度下電鑄層厚度在240μm左右。
1.2 實驗方法
采用不銹鋼材質圓柱體作為陰極芯模,陽極以含磷量0.05%左右的磷銅球堆砌而成。高速沖液裝置安裝在工件正上方,電鑄過程中電鑄液正對芯模頂部高速沖刷,沖液裝置出口溶液流速約3m/s,芯模以20r/min的速度勻速轉動(圖1)。
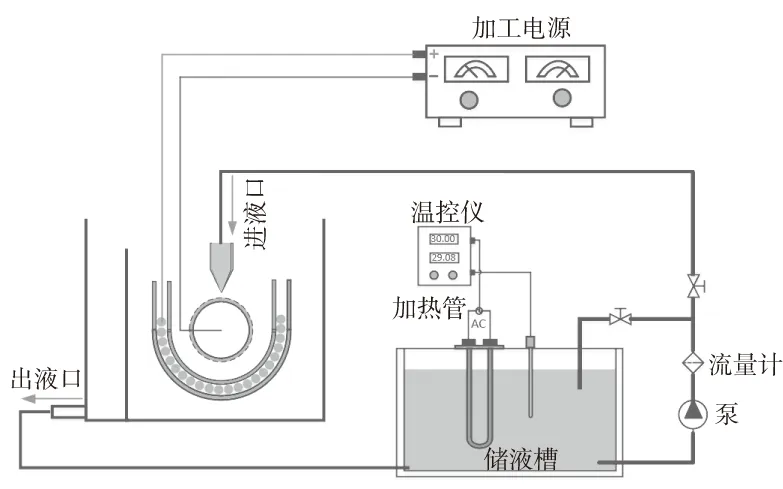
圖1 高速沖液電鑄沉積單元示意圖
1.3 電鑄層性能檢測
1) 表面形貌
觀察電鑄層表面宏觀形貌,初步檢查電鑄層是否存在氣孔、起皮、燒焦等重大缺陷,并使用HITACHI-S3400N型掃描電子顯微鏡觀察電鑄層表面微觀形貌。
2) 顯微硬度
采用HXS-1000A型顯微硬度計測量電鑄銅層的顯微硬度, 加載壓力為0.5N, 保載時間為10s。每個試件選擇5個點進行測試, 結果取平均值。
3) 抗拉強度及延伸率
采用CSS-2202型電子萬能試驗機測量電鑄層的拉伸性能,包括抗拉強度與延伸率,試驗速度為1mm/min。在拉伸試驗前,根據金屬材料拉伸試驗室溫試驗方法(GB/T228.1—2010)規定,采用電火花線切割機床對電鑄層切割并清洗干凈,對樣件的銳邊角打磨、拋光,減少拉伸過程中的應力集中。檢測完畢后,按照國標(GB/T228.1—2010)的計算方法,計算得到電鑄銅層的抗拉強度以及延伸率。
4) 拉伸斷面形貌
采用HITACHI-S3400N型掃描電鏡觀察拉伸試樣端口的表面形貌。
2 結果與討論
2.1表面形貌
不同電流密度下電鑄銅層表面宏觀照片如圖2所示,電流密度從4A/dm2提升至16A/dm2過程中,電鑄銅層表面始終光亮平整,無起皮、燒焦、氣孔等明顯缺陷。這說明試驗中電鑄液高速沖刷陰極表面的溶液更新方式能有效降低陰極表面濃差極化,使沉積區域可承受較高的電流密度。
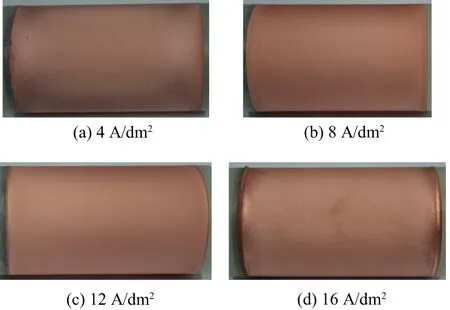
圖2 不同電流密度下電鑄層表面宏觀照片
從圖3所示的電鑄層微觀形貌照片可以看出:在4 A/dm2的電流密度下,電鑄層晶粒尺寸較為粗大;電流密度在8~16A/dm2之間時晶粒細密且差距不大。較大的電流密度可以提高陰極過電位,從而提高形核率,使晶粒細化,因此當電流密度增大時晶粒尺寸明顯減小。
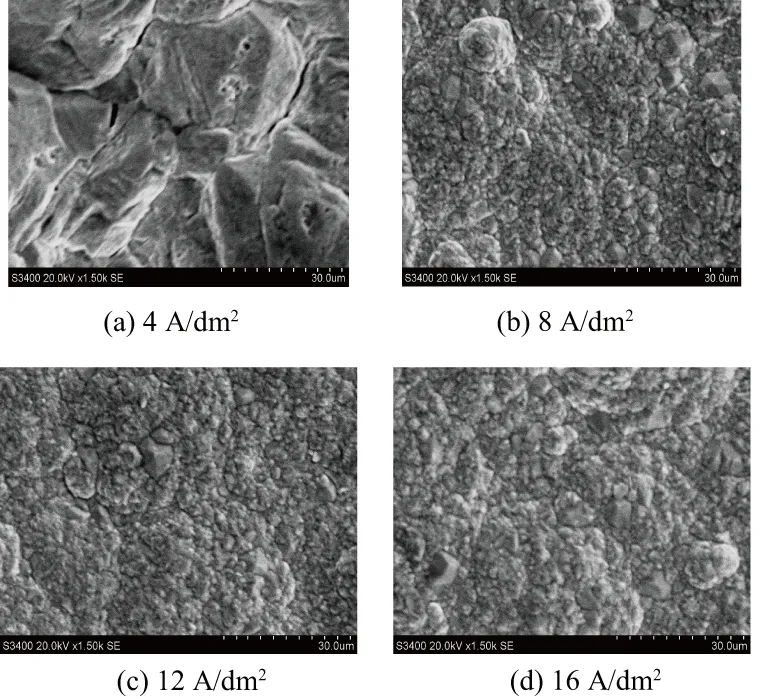
圖3 不同電流密度下電鑄層表面微觀形貌
2.2 力學性能
不同電流密度下獲得的電鑄層拉伸曲線大致趨勢及斷裂情況基本相似,現以8A/dm2電流密度下電鑄銅層拉伸試樣斷裂照片及拉伸曲線為例,對電鑄層性能進行分析。由圖4電鑄銅層拉伸實驗前后樣件對比照片可以看出,8A/dm2電流密度下獲得的電鑄銅層拉伸試樣標距明顯拉長且斷裂處僅出現頸縮,頸縮的出現表明電鑄銅層具有一定的延展性。對應的載荷與拉伸位移關系圖(圖5)顯示:樣件拉伸過程初始階段載荷隨位移急劇增加,彈性變形(a—b)及均勻塑性變形(b—c)持續時間較短,且兩個階段之間未出現明顯的不均勻屈服塑性變形;試樣的變形主要表現為不均勻集中塑性變形(c—d);之后發生斷裂,當力施加至c點時,試驗材料的應變硬化與幾何形狀導致的軟化達到平衡;此時力不再增加,試樣最薄弱的截面中心部分開始出現微小空洞,然后擴展連接成小裂紋,試樣的受力狀態由兩向變為三向受力狀態。裂紋擴展的同時,在試樣的表面產生頸縮變形。
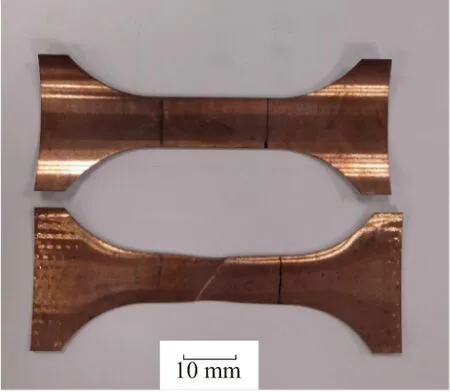
圖4 8A/dm2電鑄銅層拉伸試驗前后樣件照片
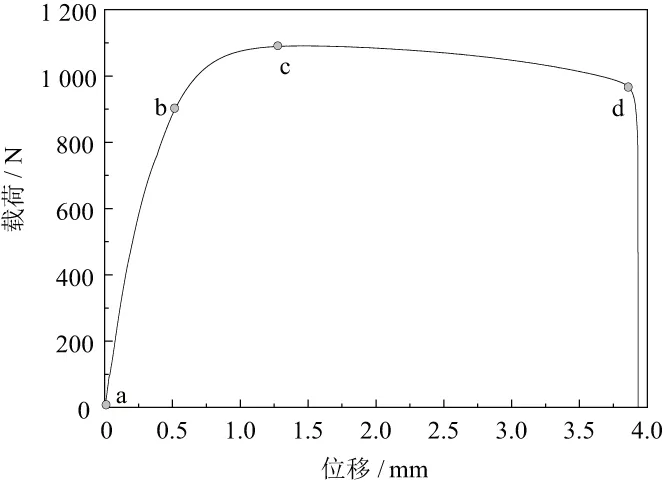
圖5 8A/dm2電鑄銅層拉伸實驗載荷隨位移變化曲線
圖6所示為4、8、12及16A/dm24個電流密度下分別獲得的電鑄銅層顯微硬度值、抗拉強度以及延伸率測量結果。由圖6可以看出電鑄層顯微硬度、抗拉強度以及延伸率隨著電流密度的增大均呈先增大后減小的趨勢,且電流密度由4A/dm2增至8A/dm2時,各項力學性能指標提升都很大,尤其是抗拉強度,其提升幅度約為98%。由電鑄層表面顯微照片可知,當電流密度超過4A/dm2后,晶粒尺寸大幅下降。根據細晶強化理論可知,金屬材料強度系數與晶粒尺寸成反比[12],因此抗拉強度與顯微硬度也隨之大幅增加。而電流密度由8A/dm2開始上升時相鄰電流密度下電鑄層各項指標波動幅度較小,均在15%以內。當電流密度過高時,離子沉積速度過快,可能導致沉積層內部出現氣孔等組織缺陷,且缺陷數量會隨著沉積速度的加快而增加。因此當電流密度超過8A/dm2時電鑄層綜合力學性能開始下降。
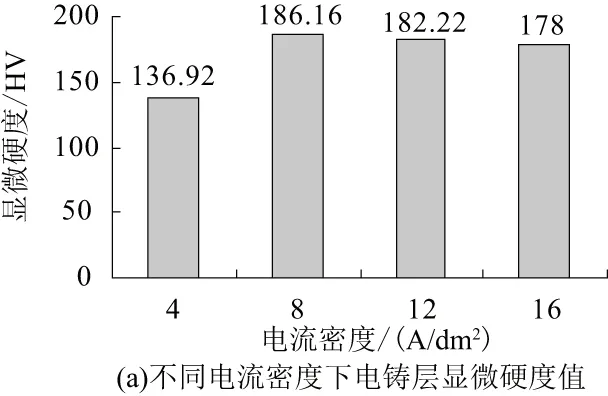


圖6 不同電流密度下電鑄層力學性能測試值
2.3 斷口形貌
圖7為不同電流密度下拉伸試驗斷口微觀形貌。由圖7可以看出,拉伸試樣斷口形貌特征與其力學性能測試結果相匹配。在4A/dm2電流密度下獲得的電鑄層拉伸試樣斷口的韌窩數量較少且尺寸較大,表明電鑄銅層的力學性能不佳;其余3個電流密度下獲得的電鑄層拉伸試樣斷口形貌存在大量的細小均勻韌窩,細小均勻韌窩表明材料具有很強的抗變形力,因此材料的強度較高。不同電流密度下獲得的電鑄銅層斷口形貌中,韌窩大小分布都不均勻,說明它們都不具備非常好的韌性,因此延伸率都不是很高。其中8A/dm2電流密度下電鑄層斷口韌窩尺寸大小分布相對均勻些,因此具有相對高一些的延伸率。
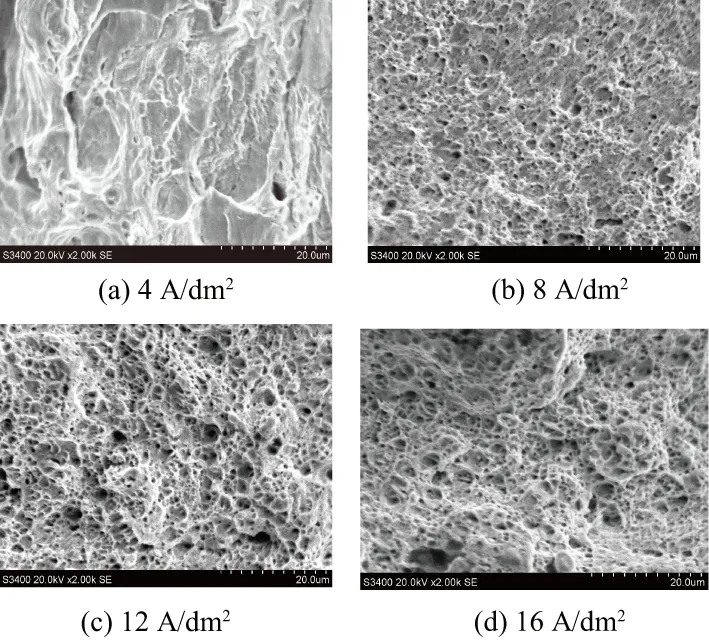
圖7 不同電流密度下拉伸試樣斷口微觀形貌
3 結語
在本文提出的回轉陰極表面電鑄液高速沖刷與高電流密度沉積交替進行電鑄銅的加工方式中,陰極可以承受較高的極限電流密度,同時電鑄層力學性能得到提升。在3m/s左右的沖液速度下,陰極電流密度高達16A/dm2時亦可獲得表面光亮致密的電鑄銅層,抗拉強度達400MPa以上。8A/dm2時電鑄層力學性能最佳,其顯微硬度為186.1HV,抗拉強度達455MPa,延伸率為20%。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
