爬壁機(jī)器人前叉架加工工藝方案設(shè)計(jì)*
2021-02-07 09:07:06郜海超李志偉
南方農(nóng)機(jī) 2021年3期
關(guān)鍵詞:工藝設(shè)計(jì)
郜海超,李志偉
(河南應(yīng)用技術(shù)職業(yè)學(xué)院機(jī)電工程學(xué)院,河南 鄭州 450042)
0 引言
叉架類零件是工業(yè)中常見的零部件,主要起到支承和定位的作用。 本課題來源河南應(yīng)用技術(shù)職業(yè)學(xué)院青年骨干教師項(xiàng)目,要設(shè)計(jì)一套風(fēng)電機(jī)爬壁機(jī)器人的結(jié)構(gòu)。 根據(jù)設(shè)計(jì)要求,設(shè)計(jì)的爬壁機(jī)器人要能進(jìn)行轉(zhuǎn)角、越障、翻越內(nèi)直角、翻越外直角等動(dòng)作,根據(jù)這些特點(diǎn)設(shè)計(jì)了雙吸盤爬壁機(jī)器人,通過叉架實(shí)現(xiàn)前后吸盤的旋轉(zhuǎn)和定位。 因此,叉架的功能十分重要,設(shè)計(jì)加工工藝合理、滿足使用要求的叉架是本課題研究的一個(gè)重要內(nèi)容[1]。
目前,叉架類零件加工的方法可以通過增材和減材方案加工。 增材加工方案可以通過3D 金屬打印的方式進(jìn)行,但是只能進(jìn)行產(chǎn)品打樣,大批量生產(chǎn)的能力不足;減材方案主要通過機(jī)加工切削方案完成零件要求,具體加工方案可以通過鑄鋼技術(shù),設(shè)計(jì)專用夾具,通過銑床(銑削加工中心)、磨床最終滿足零件設(shè)計(jì)要求[2]。 本文主要針對(duì)減材方案完成爬壁機(jī)器人叉架加工要求。
1 零件工藝分析
1.1 零件加工工藝簡(jiǎn)介
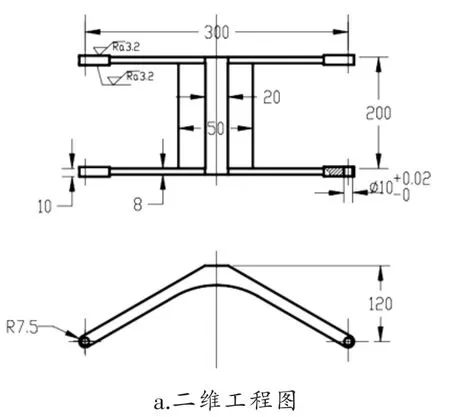

圖1 叉架零件圖
根據(jù)叉架的工作特點(diǎn),叉架主要用來支撐和定位,但為節(jié)省材料和減輕重量,叉架支點(diǎn)位置加工時(shí)容易出現(xiàn)加工變形[3]。 因此,加工時(shí)要采取合理的加工工藝路線,而依靠通用夾具很難完成叉架的加工,所以選擇專用夾具完成叉架的加工。 如圖1 所示,圖中顯示了叉架的二維工程圖和三維造型圖。
根據(jù)叉架的結(jié)構(gòu)特點(diǎn)可以設(shè)計(jì)兩條加工路線:1)叉架立著放,通過專用夾具首先加工叉架的一個(gè)端面,然后加工另一個(gè)端面,但叉架的內(nèi)端面無法加工;2)通過專用夾具,工件放置如圖1 所示,這樣加工可以做到先面后孔,第一道工序加工叉架的8 個(gè)表面,第二道工序加工叉架的4個(gè)孔,經(jīng)過工藝分析,選擇第二道加工方案,具體工序過程,如表1 所示。
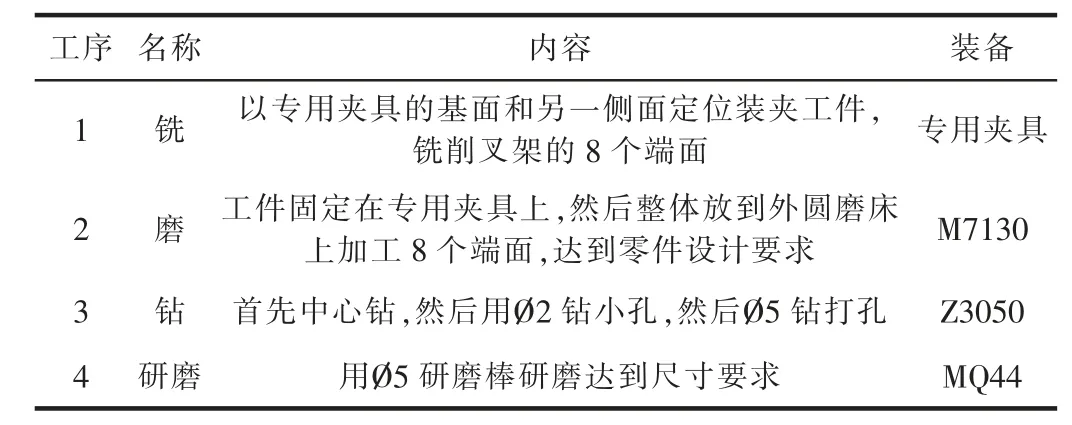
表1 叉架機(jī)械加工工序
1.2 切削用量的確定
1)切削深度的確定:切削加工中,切削深度的確定主要取決于刀具直徑的大小、切削余量的多少,一般在切削余量確定后,粗加工的切削較深,精加工的切削較淺,根據(jù)爬壁機(jī)器人的使用要求,叉架選用鋁合金材料,因此,切削深度可以設(shè)定最大1.5mm,精加工時(shí),加工的余量一般設(shè)置在0.1mm~0.2mm,磨削的余量設(shè)置在0.02mm。
2)進(jìn)給量的確定:根據(jù)材料的特性,叉架零件首先通過鑄造鋁合金技術(shù),然后通過銑削加工。 銑削加工時(shí),粗加工進(jìn)給量設(shè)置在1 500mm/min,主軸轉(zhuǎn)速設(shè)計(jì)在3 000 r/min;精加工進(jìn)給量設(shè)置在3 000mm/min,主軸轉(zhuǎn)速設(shè)置在6 000r/min,磨削的轉(zhuǎn)速3 600rpm。
3)切削速度的確定:一般在粗加工速度要低些,精加工速度要高些。 一般速度高些可以減少變形和積屑瘤的產(chǎn)生。 刀具也是確定切削速度確定的重要因素,目前刀具可分為硬質(zhì)合金、高速鋼、鎢鋼刀等,切削刃分為2 刃、4刃等,選擇合適的刀具,可以在切削速度恒定的情況下,改善切削工件表面的質(zhì)量[4]。
2 爬壁機(jī)器人叉架夾具設(shè)計(jì)
本設(shè)計(jì)的爬壁機(jī)器人叉架材料為鋁合金,中小批量生產(chǎn)。
2.1 設(shè)計(jì)思路
叉架的前道工序?yàn)殍T造鋁合金,本次加工主要為叉架端部的8 個(gè)面,鉆削4 個(gè)孔,因此用通用夾具很難做到中小批量生產(chǎn),為了提高加工效率,需要設(shè)計(jì)專用夾具。專用夾具的設(shè)計(jì),主要保證限制工件的6 個(gè)自由度,利用兩個(gè)相互垂直的平面分別限制3 個(gè)自由度,如圖2 所示,定位后還需要設(shè)計(jì)恰當(dāng)?shù)膴A緊方案。
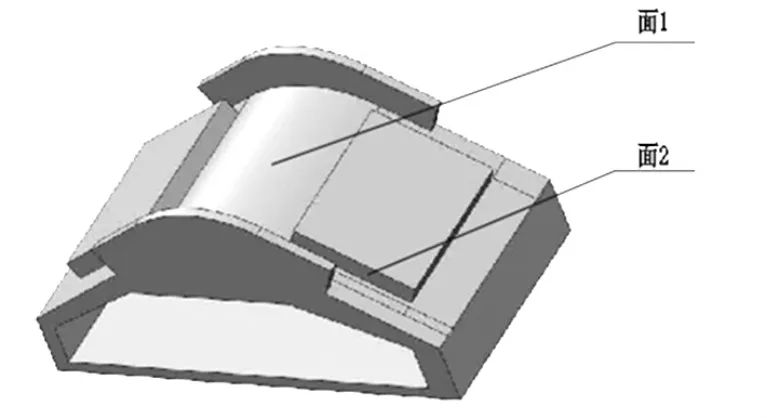
圖2 叉架專用夾具
目前專用夾具設(shè)計(jì)的夾緊方案主要有液壓固定、氣壓固定、螺栓固定、卡扣固定等,在設(shè)計(jì)夾緊方案時(shí),需要注意引起夾緊變形的因素和保證受力均衡; 在加工時(shí)不能因?yàn)榍邢髁Φ拇嬖谝鸺庸r(shí)震動(dòng)變形等情況發(fā)生。為了提高加工效率,本設(shè)計(jì)方案采用卡扣方案,通過螺栓進(jìn)一步的固定。
2.2 孔加工夾具方案
對(duì)同一個(gè)零部件的加工盡量采用同一個(gè)專用夾具,這樣可以保證孔與面的垂直度,因此對(duì)孔的加工依然采用相的夾具。 孔的加工主要采用先采用劃線規(guī)畫出中心點(diǎn)的位置,然后采用樣沖沖出位置,采用中心鉆,2mm 小鉆鉆削小孔,然后用O5 鉆打孔,磨削孔,最終符合孔加工設(shè)計(jì)要求。 在擴(kuò)孔時(shí)需要計(jì)算用O5 擴(kuò)孔的切削力,由《機(jī)械加工工藝手冊(cè)》得出[5]。
通過設(shè)計(jì)專用夾緊力,為了在加工中防止出現(xiàn)夾緊力不足,造成零件震動(dòng)情況時(shí),應(yīng)把安全系數(shù)考慮在內(nèi),在考慮安全系數(shù)的情況下,設(shè)計(jì)的切削力應(yīng)小于夾緊力,這樣才安全。
3 機(jī)械加工工藝系統(tǒng)對(duì)零件加工質(zhì)量的影響
3.1 熱變形誤差影響零件加工質(zhì)量
在對(duì)叉架的端部8 個(gè)面進(jìn)行加工時(shí),因?yàn)殂娤鳌@削、磨削等加工工序時(shí),加工部位會(huì)產(chǎn)生大量的熱量,這些熱量會(huì)造成零件產(chǎn)生熱變形,降低零件的表面加工質(zhì)量。 解決方案:1)目前主要采用冷切液,通過液體帶走大部分熱量從而減少尺寸誤差;2)采用新工藝新方法,可以采用“水刀”進(jìn)行切削,能把熱量將到最低。
3.2 受力因素也影響零件加工質(zhì)量
因工件在切削過程中受到切削力、重力、裝夾方案等因素影響,在加工時(shí)能達(dá)到尺寸精度要求,但當(dāng)工件拆除以后,原先的平衡力系發(fā)生變化,形成新的力系平衡,這樣會(huì)造成爬壁機(jī)器人在運(yùn)行中越障、 轉(zhuǎn)向等狀態(tài)受到限制,因此應(yīng)設(shè)置合理的加工工藝方案,避免處理受力不均衡。解決方案:1)對(duì)設(shè)備定期檢修調(diào)試,通過磨削、拋光等工藝提高工件與夾具的接觸精度;2)設(shè)置控制力載荷的定量指標(biāo),比如銷、壓力表等保證里在和在合適的范圍內(nèi)。
3.3 加工工藝時(shí)影響零件加工質(zhì)量的關(guān)鍵
在設(shè)計(jì)加工工藝時(shí),首先考慮定位基準(zhǔn),在加工時(shí)一般考慮基準(zhǔn)的統(tǒng)一,設(shè)計(jì)基準(zhǔn)和加工基準(zhǔn)統(tǒng)一、工藝基準(zhǔn)與設(shè)計(jì)基準(zhǔn)統(tǒng)一等,加工時(shí)因?yàn)閵A具、夾緊力等大小不同,也會(huì)造成工件的尺寸誤差,影響零件的加工精度。 解決方案:1)制定合理加工工藝,設(shè)計(jì)好尺寸鏈,降低尺寸幾何誤差對(duì)尺寸精度的影響;2)提高加工者的技能水平,使加工者明白解決工藝對(duì)加工質(zhì)量影響的因素。
4 結(jié)語
綜上所述,機(jī)械加工的重要前提是做好機(jī)械加工工藝,機(jī)械加工工藝的參數(shù)要隨著現(xiàn)代制造工藝的發(fā)展而改變。 現(xiàn)代數(shù)控技術(shù)的發(fā)展,主軸轉(zhuǎn)速和進(jìn)給量都會(huì)得到很大的提高,零件表面的質(zhì)量和加工效率也得到很大的提高,因此,要求機(jī)械從業(yè)人員要熟悉機(jī)械加工流程,根據(jù)產(chǎn)品形狀的特點(diǎn)制定夾具的結(jié)構(gòu)形狀,設(shè)計(jì)的夾具要保證自由度限制和夾緊力,這樣才能保證零件加工質(zhì)量。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
