基于一體化軸系的消像旋組件設計
2021-02-07 12:52:54高世林趙曉敏劉京生劉宏旭溫慶榮楊加強
激光與紅外 2021年1期
高世林,趙曉敏,劉京生,劉宏旭,溫慶榮,楊加強
(華北光電技術研究所,北京 100015)
1 引 言
周視光學系統可以在方位方向進行360°掃描、跟蹤成像,在軍事領域有廣泛應用,可以用作光電雷達,也可用作火控瞄準器。如果周視光學系統比較復雜,整個系統無法隨方位和俯仰組件旋轉,只有前端部分系統可以隨方位和俯仰組件旋轉,而后方成像部分需要與轉臺的基座固連,在這種情況下圖像就會在視場中繞光軸旋轉[1]。
為了消除像旋,得到穩定的圖像輸出,系統中就需要引入消像旋組件用作間接穩定裝置。在系統光路中,成像器件之前,沿主光軸方向安裝一個消像旋棱鏡。根據光學原理,棱鏡的旋轉角度為圖像旋轉角度的二分之一時,可實現消除圖像旋轉的功能。消像旋組件可以使用別漢棱鏡或者道威棱鏡。消像旋組件的關鍵在于如何使棱鏡在旋轉的時候,光軸具有較高的回轉精度,使整個光學系統可以輸出穩定的圖像。同時,為滿足不同的使用環境,消像旋組件還應具有穩定性強、體積小、重量輕、結構簡單、易于裝調等特點。
2 結構設計
在某型機載遠程光電搜索跟蹤系統的設計中,要求消像旋組件的光軸回轉精度為±15″,且能滿足機載環境下的高低溫與振動要求。同時也要求具備較小的體積和較輕的質量。
2.1 結構組成
根據系統指標要求,決定采用一體化軸系的設計思路,具體結構設計如圖1所示:消像旋組件主要由一體化主軸、外殼、壓圈、棱鏡組件、電機、碼盤和讀數頭組成。
軸系采用了背對背成對角接觸球軸承的軸系布局形式[2],即直接在主軸上加工出軸承內圈溝道。主軸、滾珠、保持架與軸承外圈一體化裝配,構成一體化主軸。一體化主軸安裝在外框架內部,軸承外圈與外框架采用過渡配合。壓圈通過外框架的內螺紋旋入,與軸承外圈接觸,并對一體化主軸施加適當的預緊力[3]。預緊力可以使軸承消除游隙,提高軸系精度,并同時增加軸系的剛度,提高穩定性,但過大的預緊力又會使軸系的摩擦力矩增大,導致軸系在低溫工作時抱死。因此就需要通過調節壓圈的松緊度來調節軸承預緊力,使得軸系在較高的回轉精度與較小的摩擦力矩之間達到平衡,必要時可以通過高低溫試驗來驗證軸系的轉動特性。最后在螺紋上涂抹硅橡膠固化預緊力狀態。
棱鏡采用膠接與機械壓緊相結合的方式固定在棱鏡座內[4],棱鏡座安裝到主軸的方孔內,棱鏡座與主軸的安裝接口采用腰型孔加定位銷的方式連接,棱鏡組件可以繞銷釘軸線微量轉動,從而實現棱鏡視軸與消像旋組件機械軸的一維調整。結構如圖2所示。

圖1 消像旋組件
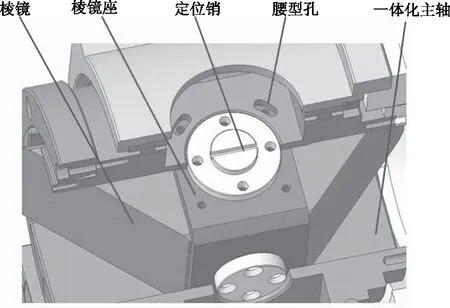
圖2 調整機構
一體化主軸采用GCr15軸承鋼,外殼、壓圈與棱鏡座采用7075超硬鋁。光學采用道威棱鏡,材料為ZnSe,可透可見光。
驅動方式采用交流無刷力矩電機直驅,反饋控制方式采用碼盤和讀數頭,可以使棱鏡具有較高的旋轉角度精度和響應速度[5]。
2.2 設計優點
1)可以消除零件加工誤差(軸承內圈和主軸與軸承配合面的加工誤差)以及裝配誤差(軸承內徑與主軸、軸承端面與軸肩和軸承外徑與外框架內徑的裝配誤差),大幅度提高軸系的回轉精度,從而提高光軸的回轉精度。
2)兩列角接觸球軸承采用背對背布置方式,使軸承既可以承受徑向載荷,也可以承受軸向載荷,而且兩列軸承的受力點在兩列軸承的外側,可以提高軸系剛度,從而增強軸系的穩定性。
3)省去主軸的軸肩,軸承的內圈以及內壓圈等結構,可以使組件的軸向尺寸減少10 mm,徑向尺寸減少5 mm,重量減少10 %左右。
3 裝調工藝設計
消像旋組件光學系統共有三個軸:外部主光軸、機械軸、棱鏡視軸,裝調的目的就是要將三軸調重合。
搭建起如圖3所示的光學裝調平臺,自準直儀1作為外部主光軸(基準光軸)。先將消像旋組件與自準直儀1自準,也就是將機械軸與外部主光軸調重合。在消像旋組件靠近自準直儀1一側安裝二維可調節的平面反射鏡,轉動消像旋組件,在自準直儀1中觀察靶標畫圓情況。調節自準直儀1方位俯仰角度,將畫圓軌跡調到十字靶標中心,并調節平面反射鏡方位俯仰角度將畫圓直徑調到最小。記錄自準直儀1靶標軌跡的度數,檢測出軸系的回轉精度。

圖3 裝調原理
然后拆下平面反射鏡,讓自準直儀1發出的光穿過棱鏡。轉動消像旋組件,在自準直儀2上觀察自準直儀光標的畫圓軌跡。調節棱鏡組件上面的一維調整機構,將自準直儀2上靶標的畫圓軌跡調節到最小,也就是將棱鏡的視軸與外部主光軸調重合。調節自準直儀2方位俯仰角度,使得靶標接近自準直儀2的十字叉零位。記錄自準直儀2靶標軌跡的讀數,檢測出光軸的回轉誤差。
4 精度分析
4.1 軸系誤差分析
采用一體化軸系設計方案,可以有效的解決機械軸系回轉精度誤差與零部件加工誤差的關聯性,使得軸系誤差只取決于主軸溝道、滾珠、軸承外圈的加工誤差,大幅度提高機械軸系回轉精度。下面對關鍵零件尺寸的誤差分配進行校核。
主軸溝道精度2 μm,滾珠精度1 μm,軸承外圈精度1 μm。
兩軸承間距為L=46 mm
4.2 光機總誤差(光軸回轉誤差)分析
光軸回轉精度是消像旋組件的重要指標,主要取決于外部主光軸、機械軸系和棱鏡視軸這三個軸自身的精度,以及它們兩兩之間的重合度。外部主光軸精度就是自準直儀1的精度,由于自準直儀自身精度很高,誤差可忽略不計。機械軸系和棱鏡視軸自身誤差為固有誤差。外部主光軸與機械軸系、外部主光軸與棱鏡視軸之間的重合度可調,前者通過消像旋組件與自準直儀1自準調節、后者通過棱鏡的一維調整機構調節,兩者的誤差為自準直儀1與自準直儀2的讀數誤差。
軸系精度±5.4″,棱鏡加工精度±5″,讀數誤差±4″。因此,光機總誤差為:
因此,該設計滿足系統指標要求。
5 光機裝調與精度檢測
5.1 軸系回轉精度檢測
根據GJB1801-93給出的測量傾角回轉誤差的檢測方法,并結合3中所述的裝調與檢測方法,對機械軸系進行精度檢測[6]。消像旋組件順時針與逆時針各旋轉一周,每隔30°記錄下偏角數據,共計檢測26組數據,結果如表1所示。
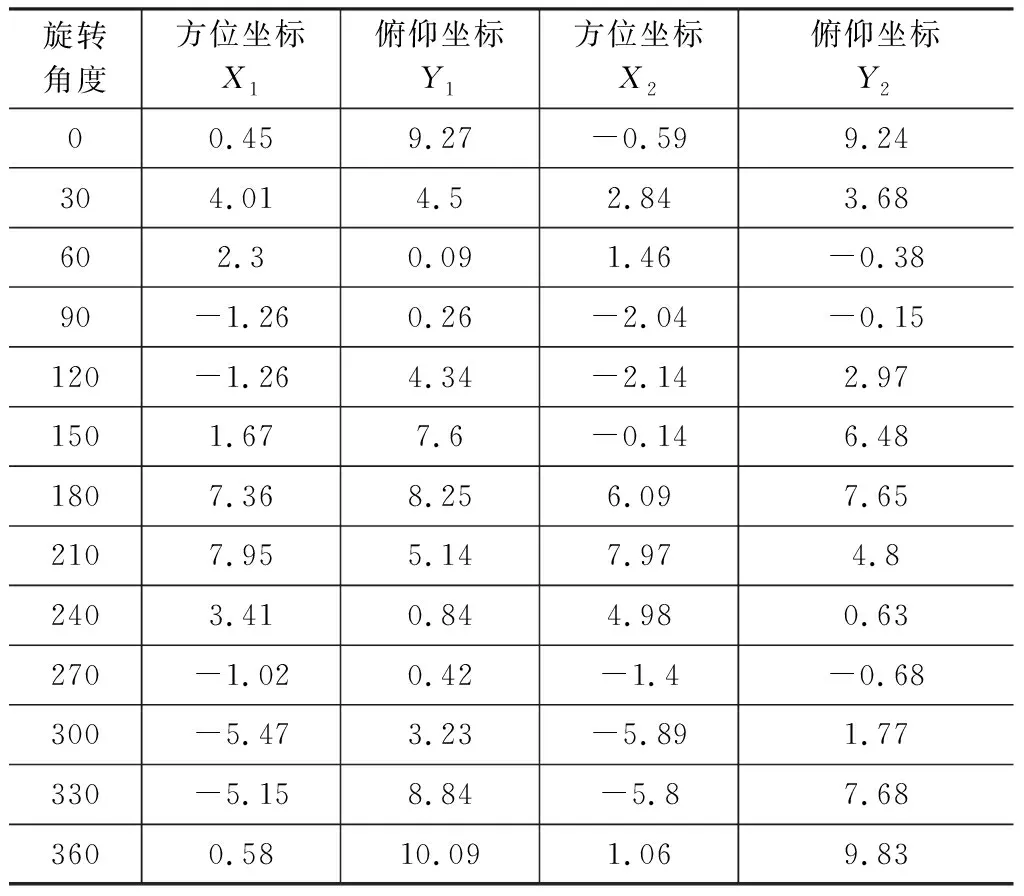
表1 軸系精度檢測數據
利用GJB1801-93給出的數據處理方法對表1記錄的數據進行計算,得出機械軸系的回轉誤差為±7.4″
5.2 光機裝調與光軸回轉精度檢測
根據3中所述的裝調與檢測方法,在自準直儀2中觀察并記錄靶標畫圓結果如圖4所示:圖中菱形點構成的軌跡為棱鏡順時針旋轉時靶標記錄的軌跡;方形點構成的軌跡為棱鏡逆時針旋轉時靶標記錄的軌跡。可以看出,兩次軌跡接近,畫圓規律相同。根據圖中軌跡的覆蓋的橫縱坐標范圍可知光軸回轉誤差在±12″以內。滿足系統±15″的指標要求。

圖4 裝調結果
6 結 論
經過光機裝調后的消像旋組件,雖然機械軸系回轉誤差±7.4″與理論分析值±5.4″相比較有所超差。進而也導致光軸回轉誤差±12″與理論分析值±9.3″相比較也有所超差,但是符合±15″的系統指標要求。將消像旋組件裝入瞬時視場為32″的紅外熱像儀光學系統中,棱鏡旋轉一周,靶標的抖動量不超過一個像素。同時該消像旋組件也具有體積小、重量輕、穩定性強的特點。裝配與光軸調試的流程與方法也比較簡單,具有較強的可操作性。總體滿足系統指標要求,且應用效果良好。
