收獲期花生秧蔓切割鋸盤設計與試驗*
2021-02-22 10:32:30孫居彥劉志遠劉甲振
中國農機化學報 2021年1期
孫居彥,劉志遠,劉甲振
(山東農業工程學院機械電子工程學院,濟南市,250100)
0 引言
花生作為中國乃至世界的重要作物,兼具油料和經濟雙重作用,全球范圍內的花生年產量約為4 600萬t,其中中國以1 700萬t的花生年產量占據世界總產量的40.26%位居世界首位[1-3]。近幾年花生機械化收獲發展速度加快,但也僅達30.2%的機械化占有率,且區域發展很不均勻以至于嚴重影響了花生產業的發展[4-6]。
目前花生收獲機械所搭載的摘果方式主要分為半喂入式和全喂入式兩種。其中,半喂入式在一次性投入大量秧果時,會因秧果過厚導致兩對滾筒無法將內部的花生果摘凈,而全喂入式在摘果時因為花生被秧的葉子包裹導致摘果困難[7-10]。為了達到節本增效的目的,通過切除花生秧稈的方式使花生完全暴露,進而使花生莢果與摘果網底的接觸面積增大,使花生受摩擦力而脫落,提高摘果性能。一些學者做了作物斷莖方面的研究,蔣連瓊[11]設計并優化了綠籬檢修的刀具圓鋸片,并將仿真數據結果同實測數據結果進行對比,證實了有限元仿真結果的可靠性和仿真模型的正確性;梁曉[12]借鑒了檸條、苧麻、甘蔗等莖稈比較硬的莖稈作物的收獲機械切割器研究,對切割巨菌草刀具進行動力學分析,并對刀盤運動的切割過程進行模態振型分析,證明應避免刀盤的固有頻率接近外界頻率;蘭中濤[13]根據玉米秸稈的特性對切割裝置進行總體的設計,并且通過對刀盤和動刀主軸的有限元分析得出,應力主要集中在圓盤鋸刀的三個固定孔周圍,在刀刃的周邊相對變化比較大;吳良軍等[14]通過試驗得出峰值剪切力、剪切功與果梗橫截面積呈正相關的結論。
以上文獻對切割裝置的研究,均以對刀具的單個鋸齒為仿真對象,缺乏整體性、準確性,與實際情況不符。另外上述研究所涉及的試驗為單因素鋸切試驗,試驗結果缺乏科學性。本文對整個鋸盤與秸稈組成的系統進行仿真,然后通過正交試驗確定刀具的最優參數組合。
1 鋸盤運動特性與關鍵參數分析
1.1 鋸盤運動特性分析
圖1所示為鋸盤的工作狀態,鋸盤工作時做旋轉運動,即鋸盤上任意一點的絕對運動為鋸盤旋轉運動和機組前進運動的合成,鋸盤刀齒運動軌跡為余擺線[15]。
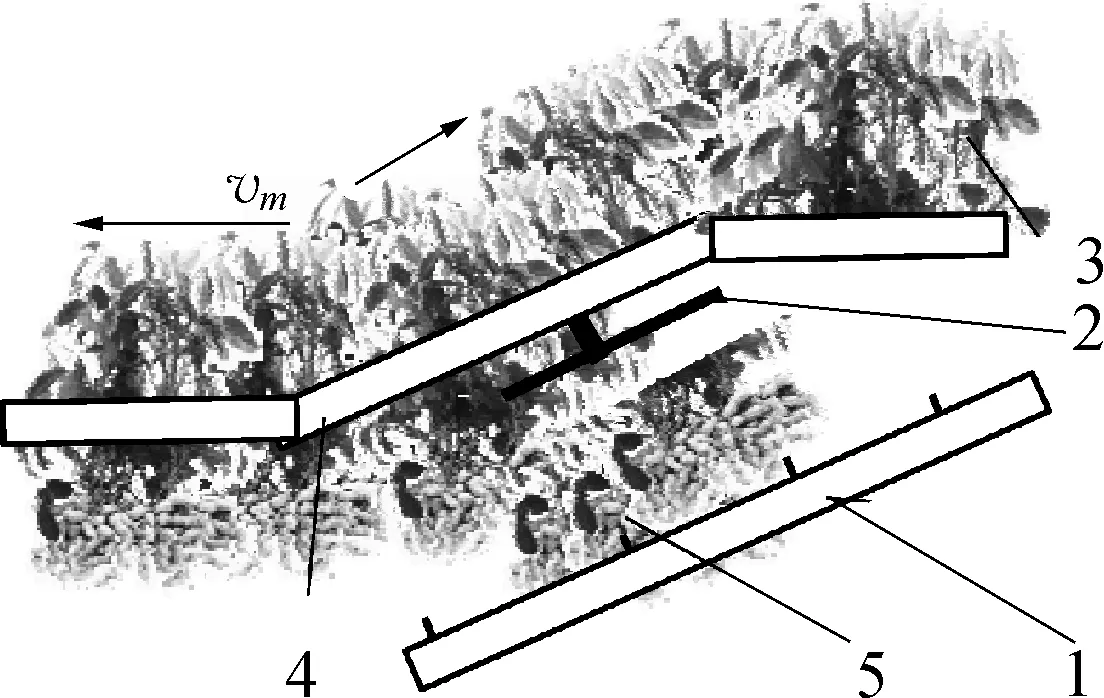
圖1 鋸盤工作狀態
如圖2所示為刀齒刃上任意一點的運動軌跡。

圖2 切割點運動圖
a點的運動方程
(1)
b點的運動方程
(2)
式中:vm——機組前進速度,m/s;
t——切割時間,s;
w——鋸盤角速度,rad/s;
R——鋸盤齒頂圓半徑,mm;
θ——鋸盤安裝傾角,(°);
Rb——鋸盤齒根圓半徑,mm;
β——相鄰兩齒圓心角,(°)。
在機組前進速度0.55 m/s、鋸盤轉速500 r/min時,得到a、b兩點的切割速度,速度曲線如圖3所示。
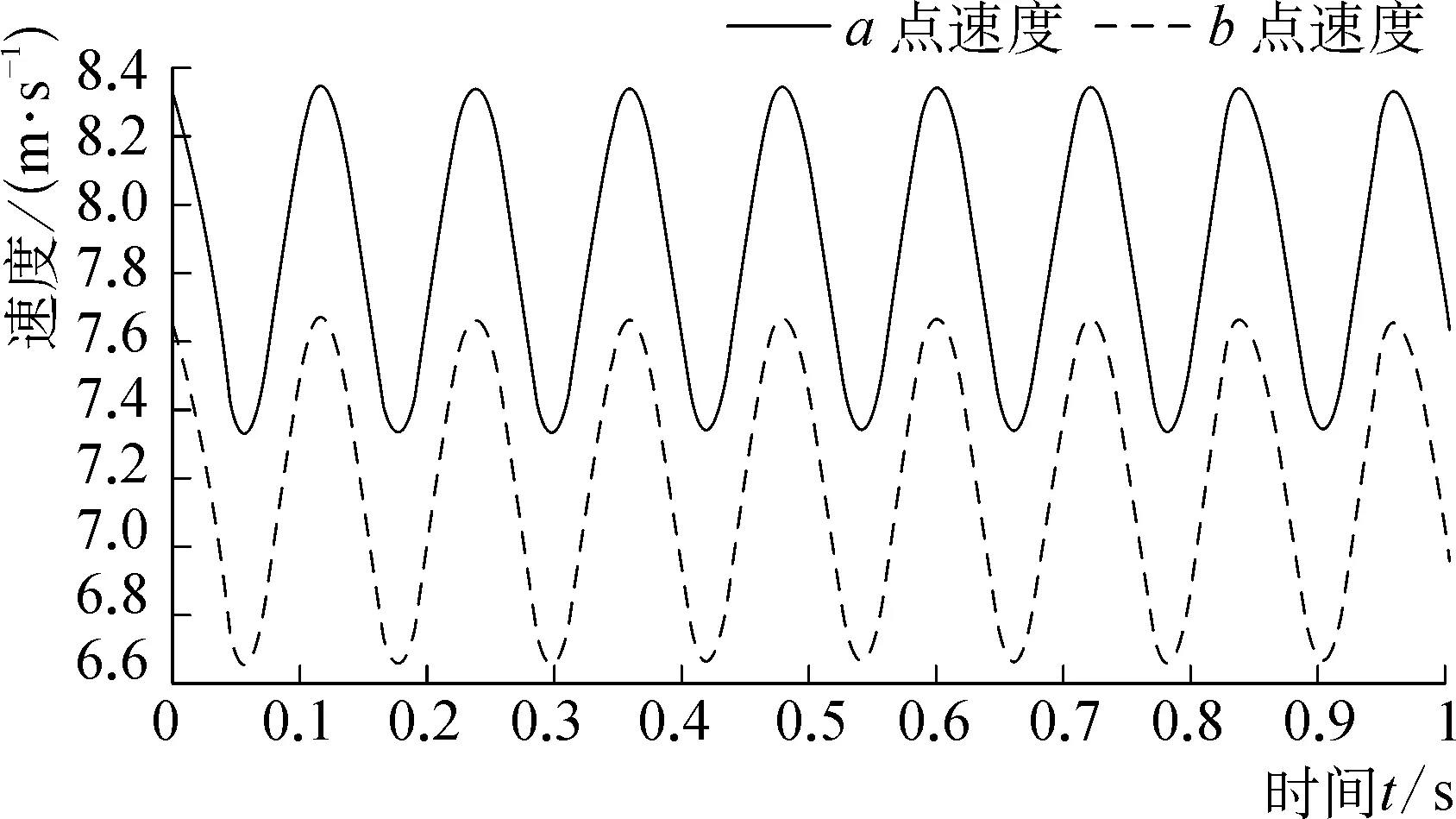
圖3 刀齒切割速度曲線
由圖3中可以看出,在轉速相同的情況下,a點獲得的切割速度明顯大于b點,所以,設計各運動參數時,應盡量使刀盤外邊緣為主要切割受力點,近齒根部為輔助切割受力點。
1.2 鋸盤刀齒高度
為了防止漏割現象的出現,鋸盤x方向的行進距離應與刀齒高度近似[16],為保證切割質量,當鋸盤直徑取300 mm時,使刀刃充分工作時應滿足
H≤0.47vm/vp
(3)
式中:vp——鋸盤切割線速度,m/s;
H——鋸盤齒頂圓半徑刀齒高度,mm。
由式(3)得出鋸刀齒高度與鋸盤轉速和機組前進速度的關系圖,如圖4所示。
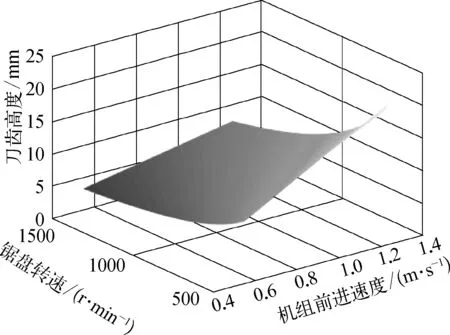
圖4 刀齒高度與鋸盤轉速和機組前進速度關系圖
由式(3)和圖4可以看出,秧蔓切割時鋸盤轉速和機組前進速度是影響切割質量,避免漏割的重要參數,若確定機組前進速度為0.55~1.26 m/s,鋸盤轉速500~1 500 r/min時,刀齒高度H≤16.6 mm。
1.3 鋸盤齒距、齒數
綜合考量經濟性等諸多因素,花生秧蔓切割鋸盤材料為65Mn鋼,鋸盤齒形為梯形,刃口為光刃直線型,刃口經淬火處理[17]。鋸盤直徑為Φ300 mm,則周長為942 mm,刀盤厚度暫定為5 mm;經田間調查可知,一棵花生地表以上50 mm處直徑約為Φ10 mm左右,那么,刀盤齒距應大于10 mm,才能實現更有效的切割;當齒數為100時,齒距為9.42 mm,當齒數為60時,齒距為15.7 mm,取齒數為60進行齒形設計,刀齒結構如圖5所示。
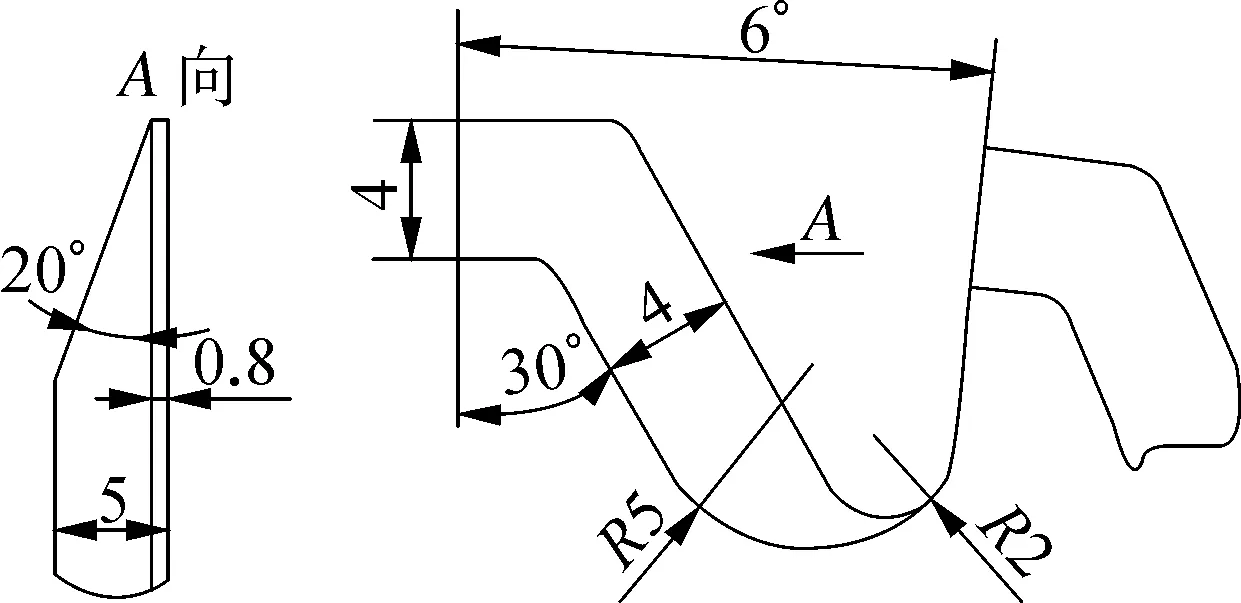
圖5 刀齒二維示意圖
1.4 鋸盤刃傾角
如圖6所示,當刀刃以一定的線速度切入秧蔓時,會受到秧蔓組織沿水平方向的阻力F,該阻力可分解為平行于刀刃斜面的摩擦阻力f和垂直于刀刃斜面的秧蔓對刀刃的支持力,易知,無論刃傾角α取何值,f和N總有一個為最大值,所以選取合適的刀刃角可以減少刀刃所受阻力,進而提高刀刃耐用度。

圖6 刀刃受力圖
2 秧蔓切割仿真試驗
2.1 秧蔓幾何模型
因為花生秸稈內部組織的力學性能差,所以將花生秸稈模型簡化,并假設花生秸稈材料是均勻的。由于本收獲機進行秸稈切割的目的主要是避免秸稈進入摘果裝置,從而提高摘果效率,所以切割部位選擇在距離夾持位置以下100 mm、地表以上約50 mm處。花生秸稈在被切割時,由夾持鏈夾持呈懸吊狀態,根據一壟兩行收獲模式,實際測量夾持狀態秧蔓料層寬度約為30 mm,厚度約為10 mm,由于切割部位處于被夾緊狀態,所以,假定相鄰的花生秸稈之間緊密接觸間隙為0,那么,經簡化后花生秸稈模型為寬30 mm,厚10 mm,高150 mm的長方體。模型如圖7所示。
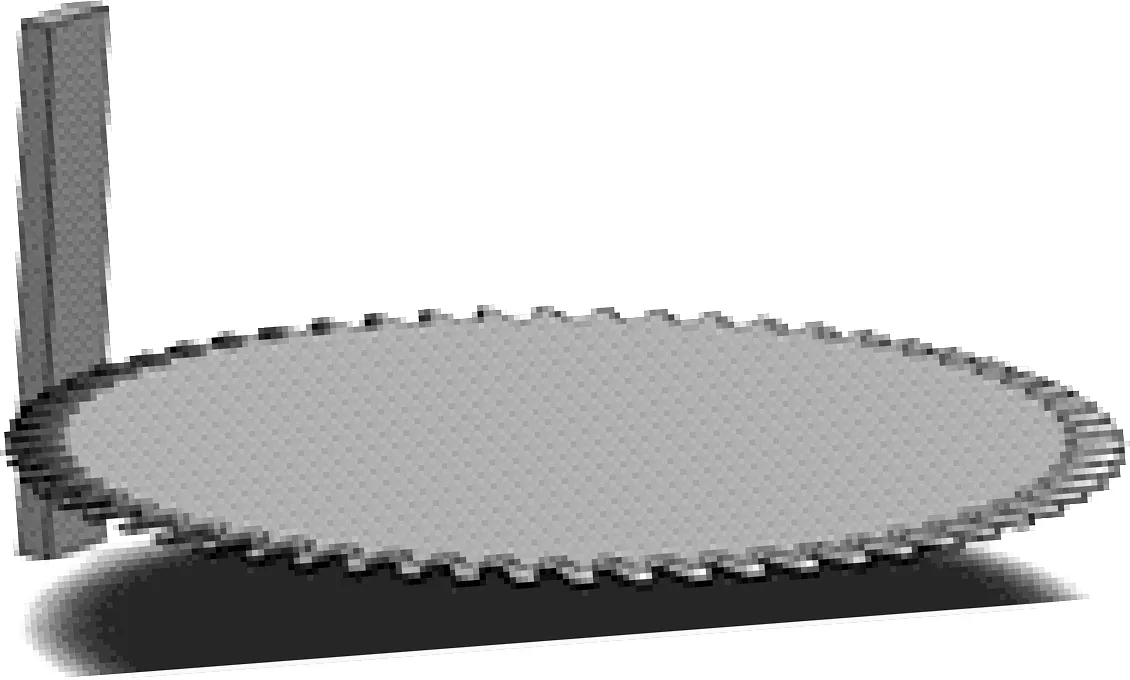
圖7 切割系統幾何模型
2.2 試驗設計與分析
為了確定鋸盤最優工作參數,秧蔓切割仿真試驗在ANSYS-LS_DYNA模塊中進行,試驗時設定鋸盤轉速500 r/min,進給速度0.55 m/s,選取鋸盤厚度、刀齒高度、刃傾角三個因素為試驗因素,每個因素設置三個水平,以切割力為考察指標在不考慮因素交互作用對試驗結果影響的情況下,選用L9(34)正交表進行三因素三水平的正交試驗,試驗方案與結果如表1所示。
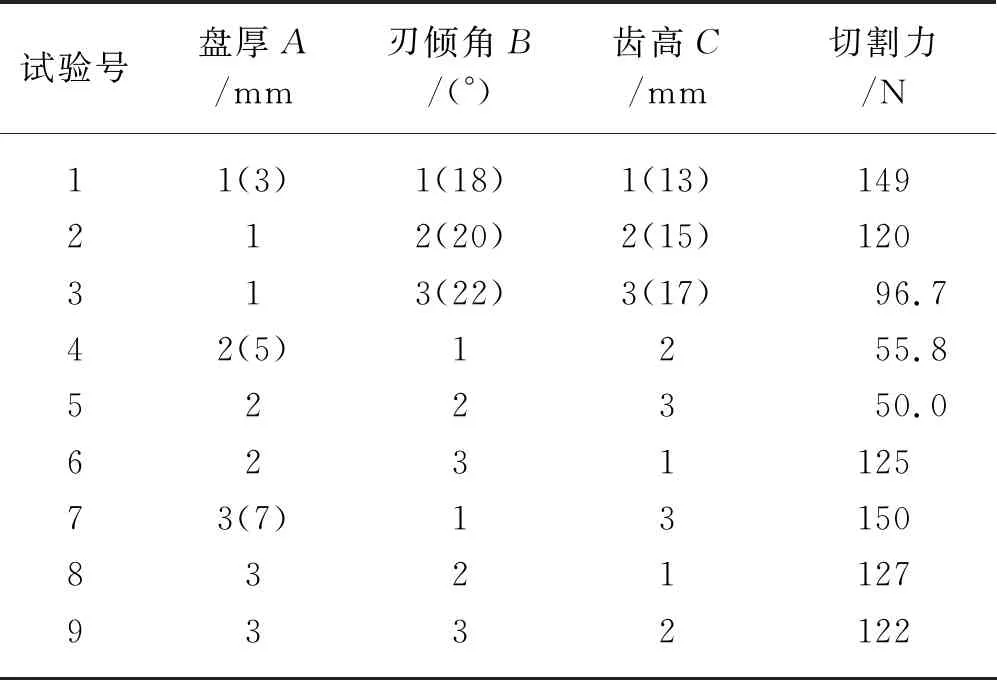
表1 試驗方案與結果
由表1可知隨著盤厚和刃傾角的增大切割力先減小后增大,而在齒高因素下齒高越高最大切割力越小。由表2可知因素A的極差最大,其次是因素C,因素B的極差R最小。通過R值的大小可以看出因素影響切割力的主次關系為A>C>B。由于切割力越小切割功耗也就越小,所以三個因素的最優水平組合為A2B2C3即盤厚5 mm、刃傾角20°、齒高17 mm。

表2 極差分析結果
保持其他條件不變,以最優組合利用ANSYS/LS_DYNA進行切割仿真,得到鋸盤在的X、Y、Z三個方向的切割分力和總切割力與時間的變化關系如圖8、圖9所示。

圖8 動態三向曲線圖
在圖8中,X軸、Y軸、Z軸方向的切割力分別為曲線X-force、Y-force、Z-force,圖9為切割過程中切割力大小的變化曲線。由圖8和圖9可以看出,圓盤鋸刀在切割花生秸稈時,切割力是由零逐漸增大至最大值而后再逐漸降為零這樣不斷變化的,而不是一個恒定的值,切割力最大值為50 N。
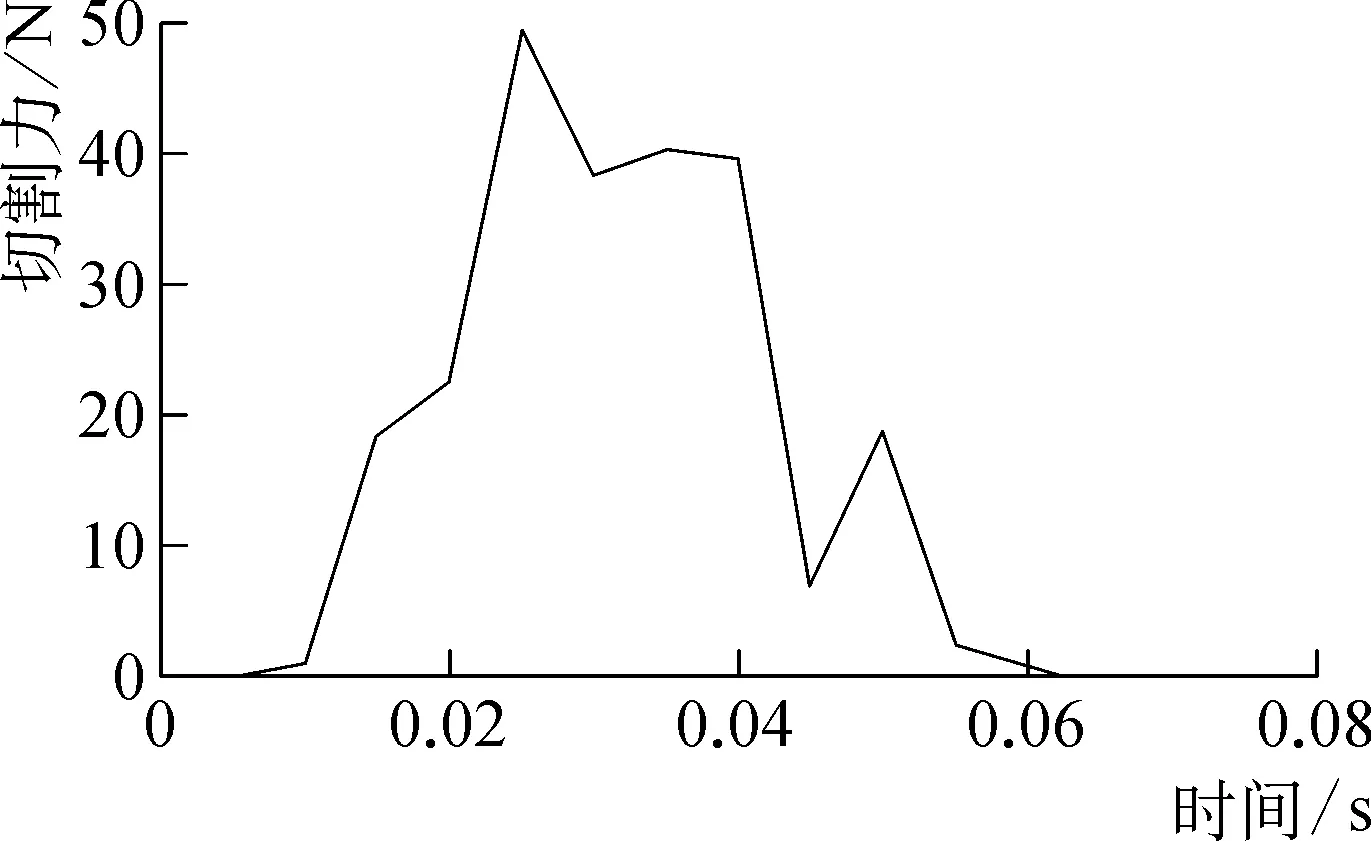
圖9 切割力曲線圖
結合如圖10所示的秧蔓切時的等效應力圖更能直觀的看出秧蔓切割過程中切割力的變化情況。圖10(a)為初始狀態,這時圓盤鋸刀還未與秸稈接觸;圖10(b)為切入階段,此時刀盤剛開始切入秸稈,即對應圖9中第一個轉折點;圖10(c)所示階段刀盤進給到秸稈中間位置,此時同時切入秸稈的刀齒數最多,所以這時切割力最大,對應圖9中切割力為50 N的轉折點;圖10(d)所示階段為刀盤開始切出,這時切割力開始快速下降。下降一段時間后,隨著刀盤的前進其上表面開始切割秸稈殘余部分,所以出現一段上升趨勢,直至刀齒完全切出,即圖10(e)所示;圖10(f)所示階段秸稈掉落,切割力為0。
(a) 初始狀態
3 秧蔓切割驗證試驗
3.1 測力試驗臺
為了驗證仿真試驗是否具有參考價值,通過模擬花生秧蔓收獲的實際狀態,設計了秧蔓大批量進給狀態下切割力測定試驗臺進而獲得的花生秧蔓切割力。試驗臺主要包括機架、動力與傳動系統、秧蔓夾具、數據采集系統等。剪切試驗臺主要包括機架、動力與傳動系統、秧蔓夾具、數據采集系統等。試驗臺工作流程如圖11所示,切割狀態如圖12所示。切割的同時通過數據采集裝置(電流表、電壓表),記錄不同切割情況下花生秧蔓剪切時電機的功率。
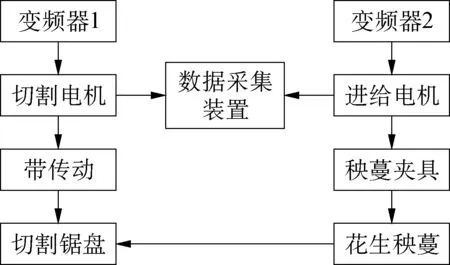
圖11 試驗臺工作流程圖

圖12 花生秧剪切試驗
3.2 切割力獲取與結果分析
秧蔓夾取完成后,調整鋸盤高度使切割位置位于秧蔓離地50 mm處,在電壓400 V下設定切割電機頻率為50 Hz,待電機穩定運行后,開啟進給系統,進行切割秧蔓,待電流表穩定后記錄切割時得電流表讀數,調整轉速為500 r/min和進給速度為0.55 m/s進行3次重復試驗。
Fc=UIη/vp
(4)
式中:U——切割電機工作電壓,V;
I——切割電機工作電流,A;
η——傳動效率,取0.75~0.85;
Fc——切割力,N。
驗證試驗工作參數的選取與仿真試驗一致的情況下,驗證試驗所得切割力為51.62 N,驗證值與仿真值相對誤差為3.24%,說明有限元仿真對花生秧蔓切割力的測定是可行的。
4 結論
1) 通過對鋸盤刀刃上任意一點的運動分析,確定了刀齒高度的取值范圍,即機組前進速度為0.55~1.26 m/s,鋸盤轉速500~1 500 r/min時,刀齒高度H≤16.6 mm。
2) 通過對切割過程的仿真計算,得出圓盤鋸刀在切割花生秸稈時,切割力的變化規律是由零逐漸增大至最大值而后再逐漸降為零的過程。在盤厚5 mm、刃傾角20°、齒高17 mm時,花生秧蔓的切割力最大值為50 N。
3) 通過搭建測力試驗臺,得到驗證值與仿真值相對誤差為3.24%,說明仿真對花生秧蔓切割力的測定是可行的。
為了更加真實的獲得花生秧蔓的切割力,今后應對大田作業時的花生收獲機進行實時的切割力測定。
