大型LNG儲罐項目螺柱焊工藝評定標準選擇與應用分析
2021-03-01 07:52:40陳立新生望
金屬加工(熱加工) 2021年2期
陳立新,生望
1.中國海洋石油工程質量監督化工中心站 山東濟南 250000
2.河北華北石油工程建設有限公司 河北任丘 062552
1 序言
中海油、中石化、中石油、新奧燃氣等已建或在建大型LNG儲罐工程中,絕大部分采用全容罐,其中主容器采用9%Ni鋼、自支撐式圓筒形內罐結構,次容器采用預應力混凝土外罐結構。外罐主要由樁帽、承臺、預應力鋼筋混凝土罐體、鋼筋混凝土包覆鋼穹頂及承壓環等組成。為保證結構安全和外罐密封性能,外罐內壁防潮襯板預埋件、承壓環、鋼穹頂蒙皮板、鋼質穹頂接管及人孔等部位,全部植焊有規格不等、材質不同的栓釘,其焊接方式采用螺柱焊。鋼質穹頂、管嘴、防潮襯板預埋件栓釘焊接分別如圖1和圖2所示。螺柱焊是指金屬螺柱(或類似零件)的端部與工件表面在電弧和外壓力共同作用下,熔化的兩部分互相熔合的焊接方法。螺柱焊具有焊接速度快、全斷面焊接、焊接過程人為因素影響小及質量穩定可靠等優點[1,2]。

圖1 鋼質穹頂及管嘴栓釘

圖2 外罐防潮襯板預埋件栓釘
螺柱焊現場施焊前,責任單位必須擬定焊接工藝、焊接試件并進行檢測,實施焊接工藝評定,以保障栓釘焊接質量滿足設計文件及規范要求,這就涉及到如何選擇適用的焊接工藝評定標準問題。在大型LNG儲罐設計文件中,一般規定螺柱焊工藝評定采用NB/T 47014—2011或ISO 14555—2017標準,其中NB/T 47014—2011是參照ASME《鍋爐壓力容器規范》第IX卷“焊接和釬接評定”編制而成;ISO 14555—2017屬于國際通用標準。由于兩個標準都具備各自的系統性、權威性,應用廣泛,因此國內LNG儲罐項目栓釘焊接工藝評定主要采用ISO 14555—2017或NB/T 47014—2011,有利于保證栓釘焊接質量穩定和牢固。但兩個標準對于螺柱焊工藝評定要素、覆蓋原則、試驗項目的規定存在較大差別,因此深入分析兩種工藝評定標準的異同與側重,對參建單位結合工程建設特點,選擇適用的螺柱焊工藝評定標準,做好螺柱焊質量控制具有重要意義。在LNG建設工程中,由于最常用的螺柱焊形式為“帶陶瓷套圈或保護氣體的拉弧螺柱焊”,所以本文將以此為例,對比分析兩個標準的差異。
2 主要工藝評定要素及其覆蓋范圍對比
通過對比材料類別及組合、母材厚度、螺柱橫截面積和形狀、焊接位置、焊接參數、焊接電源類型、預熱溫度、焊接方法及焊后熱處理類別共9個主要工藝評定要素,分析NB/T 47014—2011和ISO 14555—2017兩個標準的差異,發現其中7個方面存在較大差異,2個基本相同,具體情況分析如下。
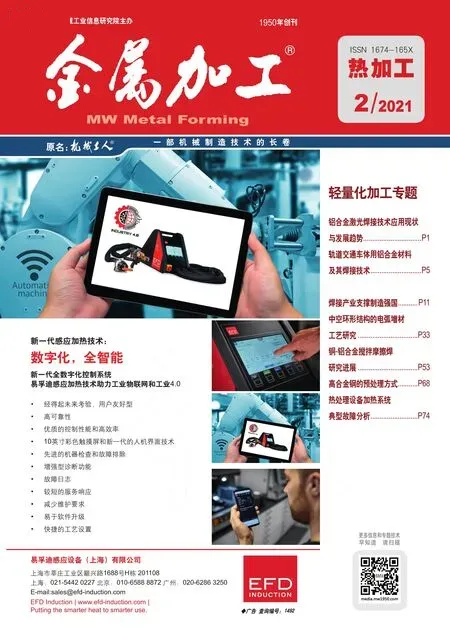
(1)材料類別及組合改變 通過材料類別及組合改變,對比NB/T 47014—2011和ISO 14555—2017兩個標準的差異,具體分析見表1。從表1可見,NB/T 47014—2011把材料類別改變作為是否重新進行工藝評定的唯一標準,覆蓋原則單一;而ISO 14555—2017細分了覆蓋要求,但母材類別覆蓋范圍較寬泛,在實際工程實踐中,責任單位應認真分析標準覆蓋要求,結合已有螺柱焊工藝評定數據庫,再確定是否重新進行工藝評定。
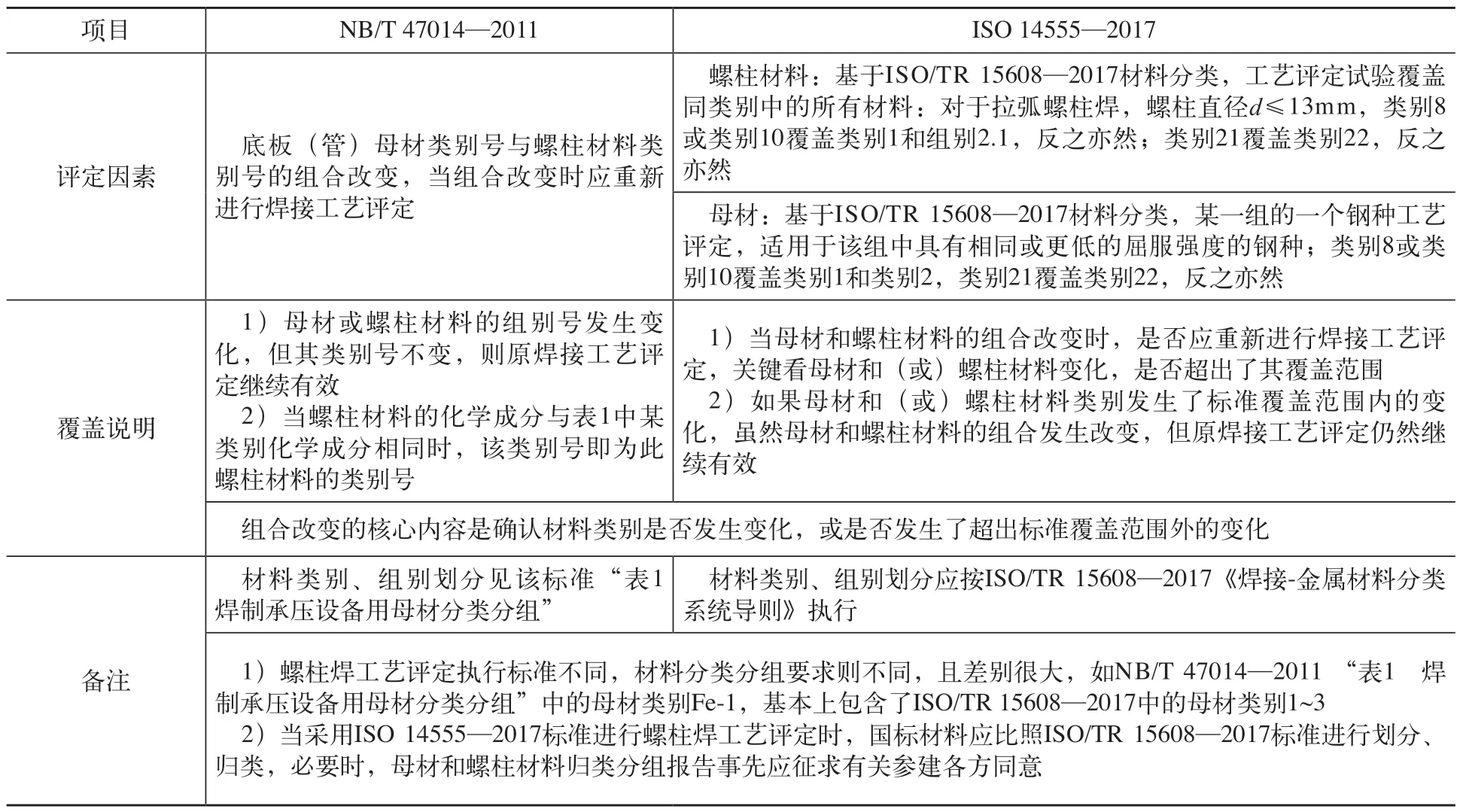
表1 材料類別及組合改變
(2)母材厚度改變 通過母材厚度改變,對比NB/T 47014—2011和ISO 14555—2017兩個標準的差異,具體分析見表2。從表2可見,NB/T 47014—2011未對母材厚度提出評定要求;但ISO 14555—2017針對陶瓷套圈和保護氣體兩種熔池保護方式,細分了評定因素和覆蓋范圍。
(3)螺柱橫截面積和形狀改變 通過螺柱橫截面積和形狀改變,對比NB/T 47014—2011和ISO 14555—2017兩個標準的差異,具體分析見表3。由表3可以看出,如果螺柱焊工藝評定采用ISO 14555—2017標準,當螺柱焊工藝評定的兩個螺柱直徑之間跨度較大時,介于二者之間的任一螺柱直徑,其焊接電流都需要結合公式計算、現場焊接位置、螺柱材質及工程實踐經驗等各方面要素綜合確定,工程質量可靠性和穩定性只能通過LNG儲罐項目長時間運行來驗證,存在一定質量安全風險。

表2 母材厚度改變
(4)焊接位置改變 通過焊接位置改變,對比NB/T 47014—2011和ISO 14555—2017兩個標準的差異,具體分析見表4。從表4可以看出,NB/T 47014—2011規定不同螺柱焊接位置(平焊、橫焊、仰焊)應采用一一對應的焊接工藝評定試驗結果,不同位置之間嚴禁覆蓋;而ISO 14555—2017規定在其他評定因素不變的情況下,只要通過橫焊位置(PC)焊接工藝評定試驗,允許應用于其他位置的螺柱焊,顯然其覆蓋范圍非常寬泛。
(5)焊接參數改變 通過焊接參數改變,對比NB/T 47014—2011和ISO 14555—2017兩個標準的差異,具體分析見表5。從表5可以看出,NB/T 47014—2011嚴格控制焊接參數變化范圍,僅允許焊接參數在很小范圍內變化,非常有利于控制螺柱焊接質量。
(6)焊接電源類型改變 通過焊接電源類型改變,對比NB/T 47014—2011和ISO 14555—2017兩個標準的差異,具體分析見表6。從表6可以看出,NB/T 47014—2011規定,改變電源類型或改變焊槍型號,則必須重新進行焊接工藝評定;而ISO 14555—2017規定,改變電源類型或改變焊槍型號,應采用產品試驗方法對螺柱焊接工藝規程進行驗證,并要求宏觀金相檢測;相對于NB/T 47014—2011重新進行工藝評定,ISO 14555—2017采用產品試驗驗證工藝方式更加復雜,不利于現場工程實踐操作,效率低下。
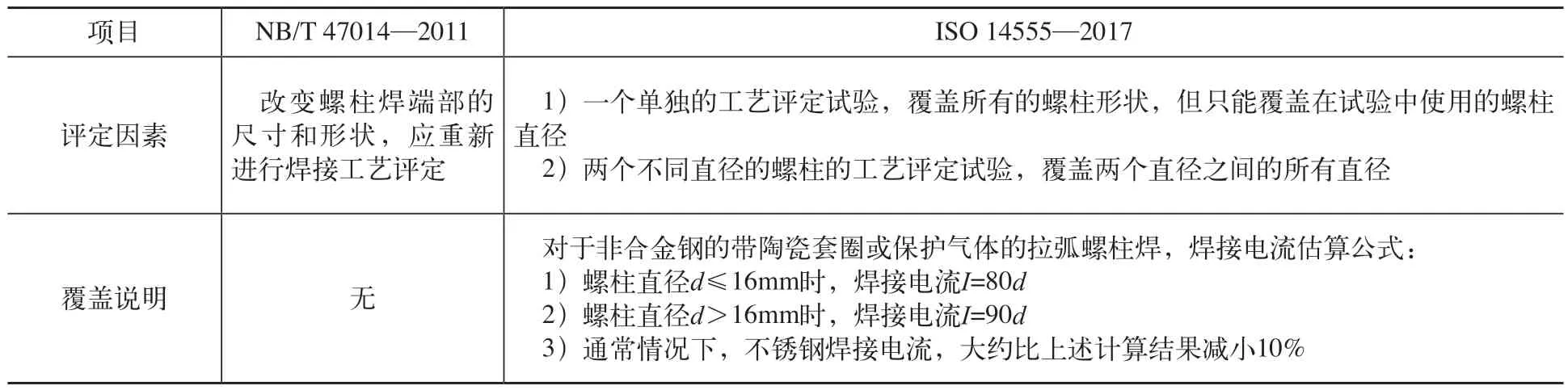
表3 螺柱橫截面積和形狀改變
表4 焊接位置改變
(7)關于預熱溫度 NB/T 47014—2011和ISO 14555—2017兩個標準關于預熱溫度的規定見表7。從表7可以看出,兩個標準針對預熱溫度的評定側重點完全不同,導致覆蓋要求也完全不同。
(8)焊接方法改變 通過焊接方法改變,對比NB/T 47014—2011和ISO 14555—2017兩個標準的差異,具體分析見表8。
(9)焊后熱處理類別改變 通過焊后熱處理類別改變,對比NB/T 47014—2011和ISO 14555—2017兩個標準的差異,兩者都規定,改變焊后熱處理類別,應重新進行焊接工藝評定。
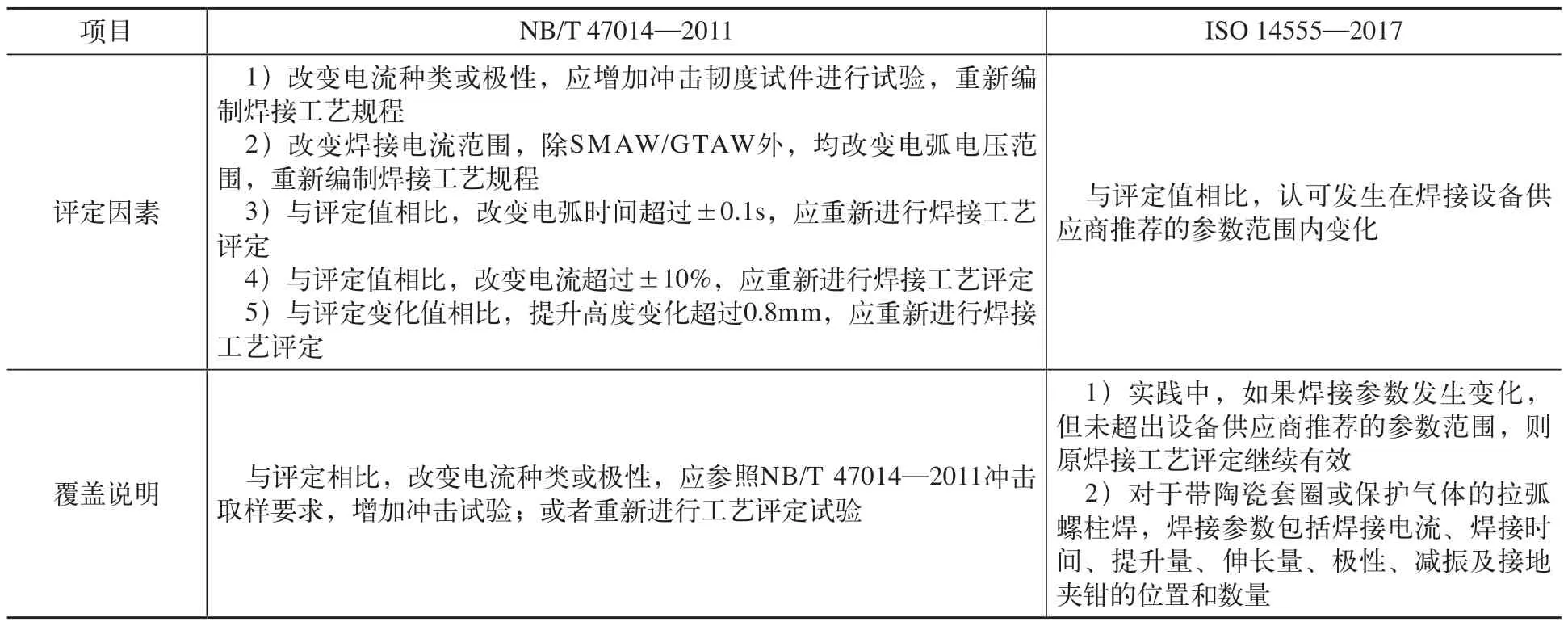
表5 焊接參數改變

表7 關于預熱溫度
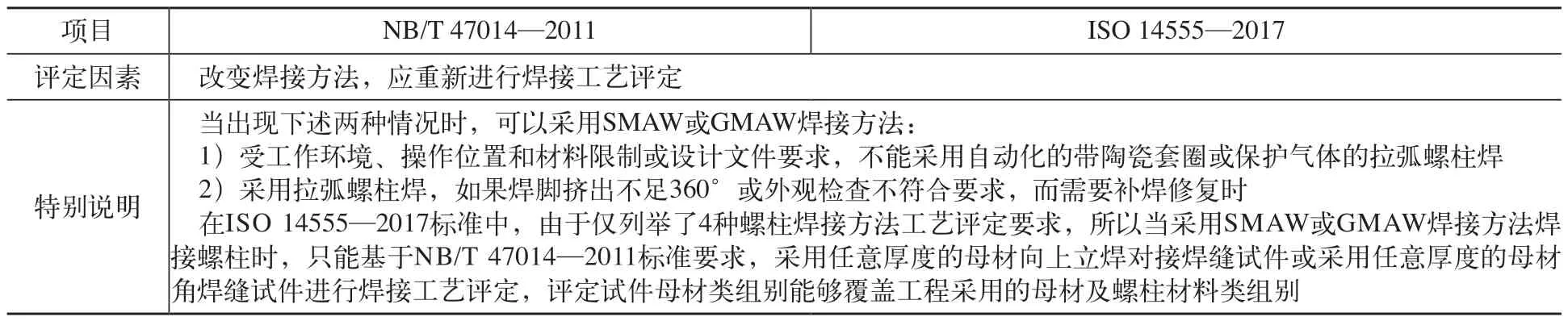
表8 焊接方法改變
3 螺柱焊工藝評定試驗項目及要求
通過對比焊接工藝評定試驗項目及要求,發現兩個標準存在的主要差異見表9。
由表9可見,在“溫度≤100℃、承受靜載”同等工況條件下,NB/T 47014—2011比ISO 14555—2017增加了拉伸試驗至少一個評定項目,細化了不同螺柱材料的斷裂強度合格判據,從保證螺柱焊接質量角度而言,增加拉伸試驗項目意義重大。
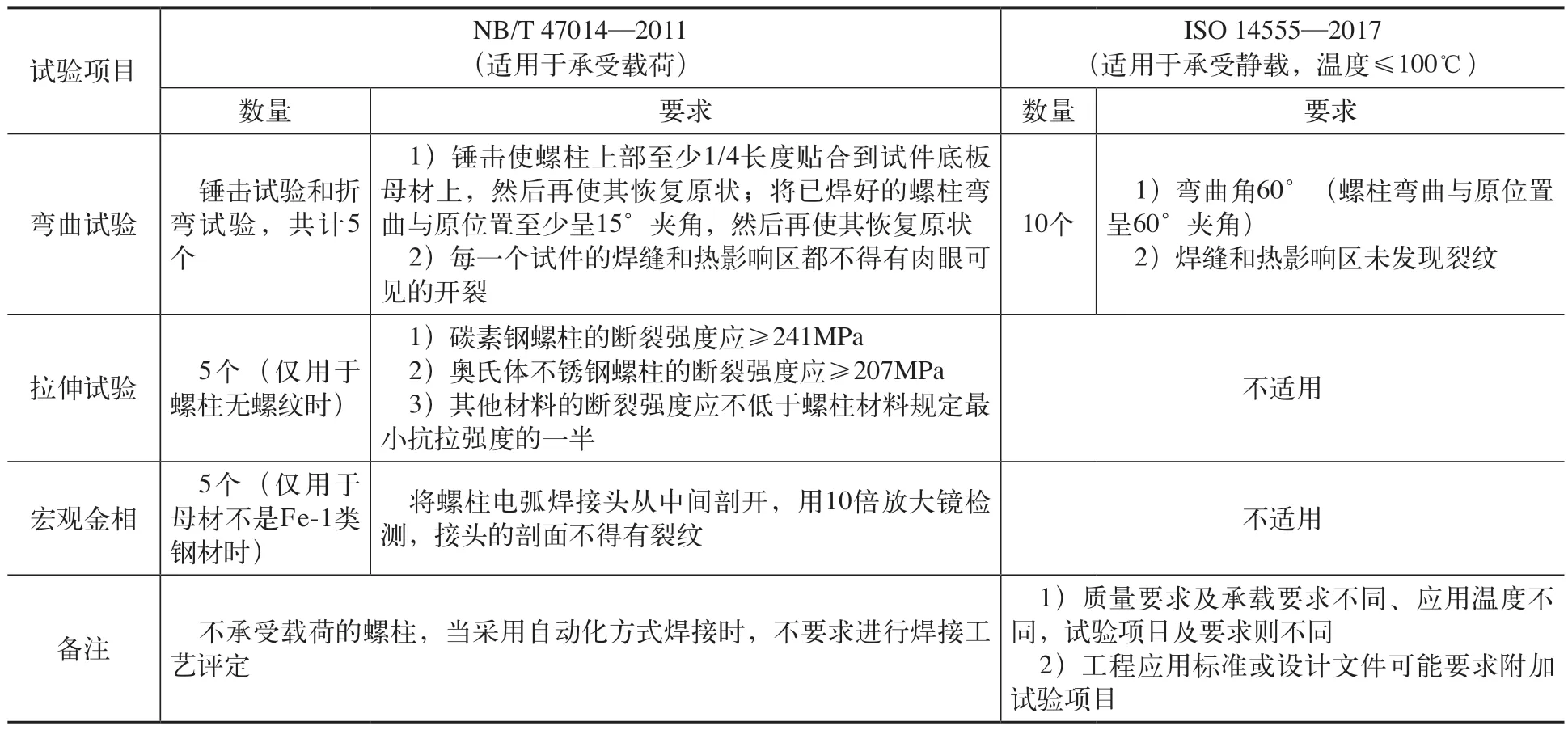
表9 兩個標準存在的主要差異
4 結束語
NB/T 47014—2011和ISO 14555—2017作為LNG儲罐項目主要采用的螺柱焊工藝評定標準,各有特點和側重,均可滿足螺柱焊工藝評定基本要求。其中NB/T 47014—2011屬于承壓設備焊接工藝評定專業標準,應用范圍最為廣泛,其權威性業界公認,特別是螺柱焊接參數認可范圍更加苛刻;而ISO14555—2017屬于金屬材料螺柱焊通用標準,在第10章專門規定了螺柱焊工藝評定要求和認可范圍。通過以上對比分析,筆者認為采用NB/T 47014—2011更有利于焊接參數和焊接質量的管控,其優勢集中體現在以下5個方面。
1)一種螺柱直徑對應一份工藝評定試驗報告(其他評定因素不變,下同);對于近幾年國內剛剛興起的超大單體容量LNG儲罐建設工程,采取每一種螺柱規格或直徑應單獨進行螺柱焊工藝評定試驗方式,無疑是最為穩妥的技術方案。
2)螺柱評定位置,必須與現場螺柱焊接位置一一對應。
3)明確現場改變電流種類或極性時,應增加沖擊韌度試驗。在LNG儲罐低溫環境下,螺柱焊沖擊韌度指標是否合格尤為重要。
4)與評定值相比,NB/T 47014—2011僅允許焊接電流、焊接時間、提升高度等主要參數小范圍變化,而ISO 14555—2017認可焊接設備供應商推薦的焊接參數范圍內的變化,許可范圍非常寬泛,不利于精準控制螺柱焊接質量。
5)相對于ISO 14555—2017的4種可選螺柱焊接方法,NB/T 47014—2011螺柱焊接方法選擇范圍很大,而SMAW或GMAW是螺柱焊接必選方法之一,選擇NB/T 47014—2011作為螺柱焊評定標準,有利于統一螺柱焊工藝評定要求,便于現場執行和監管。
綜上所述,建議LNG儲罐項目優先采用NB/T 47014—2011作為螺柱焊工藝評定標準,以更好地實現螺柱焊接質量的再現性和可靠性。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
音樂探索(2022年2期)2022-05-30 21:01:37
山東冶金(2019年6期)2020-01-06 07:45:54
小天使·一年級語數英綜合(2019年8期)2019-08-27 02:23:00
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
小學科學(學生版)(2018年7期)2018-08-13 09:33:04
專用汽車(2016年4期)2016-03-01 04:13:43
銅業工程(2015年4期)2015-12-29 02:48:39