礦用防爆燈散熱器鉆攻夾具設計*
2021-03-01 09:37:14朱玉斌陳本茁郎超男
制造技術與機床 2021年2期
徐 樂 朱玉斌 陳本茁 郎超男
(江蘇師范大學,江蘇 徐州 221116)
礦用防爆燈基本采用LED作為光源,工作中LED光源發熱會降低使用壽命并存在安全隱患,因此礦用防爆燈光源上必須安裝散熱器。目前常用的散熱器均為鋁合金材質,截面呈三角形或普通平面結構,在散熱器的底面上分布數個條狀薄型扇熱翅。為了將散熱器安裝在防爆燈具光源上,需要在軸向平面上加工多個螺紋孔,涉及鉆孔、倒角和攻絲3個工序。若使用傳統夾具在普通鉆床上加工,所有工序需分別進行[1-2],工件要反復多次調整安裝,重復定位精度低,鉆孔精度和尺寸不易控制,常折斷鉆頭、絲錐,從而造成加工效率低,工件廢品率高,質量不能滿足產品工藝技術要求等。采用數控機床對散熱器鉆攻加工可提高加工質量、降低生產成本,因此,需要針對數控機床設計一種專用鉆攻夾具[3],實現對工件定位夾緊,并在一次裝夾下完成鉆孔、倒角和攻絲工序。
1 礦用防爆燈散熱器鉆攻工藝分析
1.1 礦用防爆燈散熱器特點
因礦井下環境苛刻,散熱裝置要與防爆燈具平面貼合、軸線平行,并且結構設計還要綜合考慮溫度變化、空氣流動等多方面因素[4-5],因此散熱器采用鋁合金材質。由于散熱器截面形狀特殊,長寬比值大,軸向尺寸較長,形位公差和零件加工后的互換性等方面要求較高,且底面上分布多條很薄的扇熱翅,因此在加工中既要保證工件定位夾持的可靠性,還要避免裝夾不當造成變形損毀。
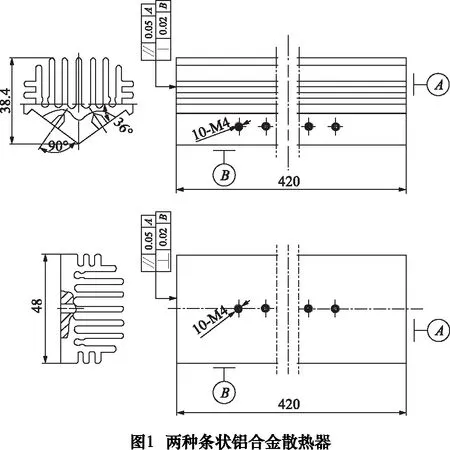
常用的兩種條狀鋁合金散熱器如圖1所示,兩種散熱器只是截面形狀結構區別,分別為三角形結構和普通平面結構,其余特征均相同,需要在軸向平面上加工多個螺紋孔。其中三角形結構散熱器下部是頂角108°的三角形狀的實體基座,兩底斜面上需分別鉆攻螺紋孔。由于兩底斜面不在同一基面上,零件兩端端面與工件中心的垂直度、平行度等要求較高,同時要求各螺紋孔垂直中心軸線并且要與兩平面相互垂直,綜合考慮多個因素選擇數控立式加工中心進行鉆攻加工。
1.2 鉆攻工件情況
鉆攻工件名稱:礦用防爆燈散熱器。
工件基本狀態:冷擠壓毛坯件;工件材料為鋁合金6061;表面硬度為32.8 HB;螺紋尺寸:M4×0.7 mm,深8 mm。
鉆孔加工:螺紋底孔尺寸φ3.35 mm,深度10 mm。
攻絲加工:螺紋M4×0.7 mm,螺紋長度8 mm。
加工工藝:采用鉆孔、倒角、攻絲三道工序。
加工設備:立式數控加工中心。
1.3 鉆攻夾具裝夾工藝分析
(1)本序是工件鉆攻加工第一序,工件的底平面與夾具貼合,底平面為Z向基本定位基準。
(2)工序1為鉆孔加工,共1把φ3.3 mm鉆頭,分別對工件φ3.35 mm螺紋底孔孔徑進行加工,主軸轉速選擇2 800 r/min,進給量F=0.15 mm。
(3)工序2為倒角加工,共1把頂角為90°的三刃倒角刀,分別對各個螺紋孔沿進行倒角。
(4)工序3為攻絲加工,共1把M4×0.7 mm機用絲錐,分別對工件螺紋孔進行攻絲,主軸轉速500 r/min。
(5)一次性裝夾多個工件,減少工件裝夾調整次數和時間。
(6)盡量減少人工操作,增加鉆攻自動化程度,節省加工輔助時間。
(7)保證工件加工精度,注意夾緊力度。
(8)實現夾具裝卸、工件裝卸和加工操作等過程簡單便捷。
(9)全面考慮夾具結構合理性,既要保證工件加工精度的穩定性,也要便于保養維護和易損件的更換。
2 鉆攻夾具設計
2.1 鉆攻夾具設計方案[6-8]
根據對工件情況、加工過程、夾具裝夾工藝等分析,鉆攻夾具設計方案如圖2所示。
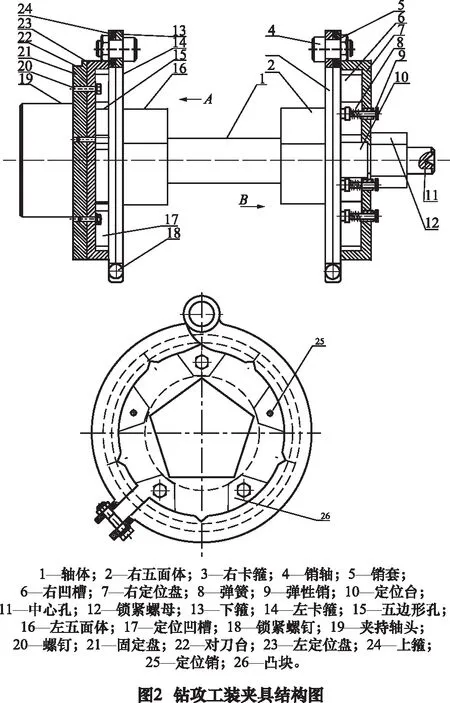
為保證穩定夾持工件,夾具采用長軸整體結構。軸體1是夾具的主體,工件的定位元件左五面體16、右五面體2與軸體同軸設置在軸體兩端,呈正五面體形狀結構;工件的底平面與五面體的其中一個面貼合,作為工件Z向的基本定位基準,在左右五面體的每個面上放置1個工件,一次同時可裝夾5個工件。左定位盤23是限制工件X、Y方向自由度的定位基準元件,工件左端分別插入左定位盤內的5個凹槽內。左定位盤中心位置加工1個五邊形孔,套裝在左五面體上作為左定位盤在夾具體上的定位,通過固定盤21上的定位銷定位,并用螺釘緊固在固定盤上。固定盤上的對刀臺是夾具與數控機床工作臺及各個運動軸基準重合的重要定位元件,它既能確保工件加工平面與機床工作臺平行,同時也是數控加工時刀具的對刀基準。
由于工件軸向尺寸較大,只對其一端的自由度限制不足以保證工件的定位精度,因此在夾具軸體右端設置右定位盤7。右定位盤上設置5個定位右凹槽[9],當工件在左端定位后,右定位盤起到對工件右端的自由度進行定位限制。右定位盤的中心圓孔與軸體右端定位階臺間隙配合,作為右定位盤在軸體上的同軸定位。當工件左端面與左定位盤的端面貼合定位后,工件的右端會存在軸向長度的誤差,此誤差的存在不適合軸向剛性鎖緊固定。為克服這個問題,在右定位盤內分別設計對應工件右端面的5個彈性銷[10],旋動鎖緊螺母12,右定位盤會沿著定位階臺滑動,彈性銷端面與工件端面接觸,鎖緊螺母的壓緊力迫使彈簧壓縮,此時彈簧的作用力會對工件起到軸向輔助定位和輔助軸向夾緊的作用,確保工件定位準確并方便工件的安裝和拆卸。
此外,因夾具一次可裝夾5個工件且又分布在五面體的圓周上,因此選用結構簡單、操作方便的卡箍式夾緊機構。圖中左卡箍和右卡箍是兩個鉗形卡箍,分別設置在夾具體兩端;左右卡箍結構相同,分別由上箍、下箍和銷軸等組成,左右銷軸分別與固定在左定位盤、右定位盤上的銷套螺紋連接配合,形成卡箍鉸鏈式連接,上箍和下箍的開合動作即可實現工件的松開和夾緊要求。
2.2 夾具使用及工件加工操作方法
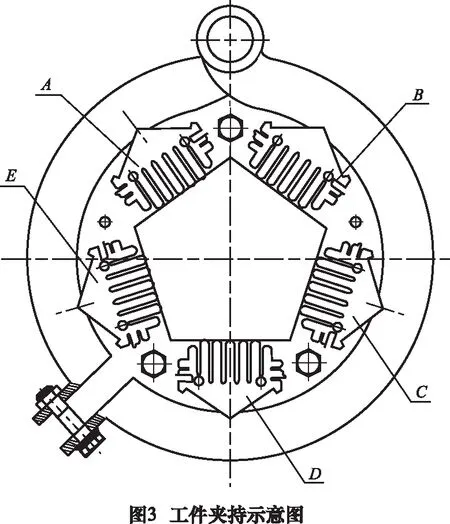
(1)夾具夾持工件。按照上述工件安裝位置,將5個散熱器工件左端分別插入左定位盤內的5個定位凹槽內,使工件基準平面與五面體各定位面貼合,同時確保工件兩端與夾具左、右五面體平面定位貼合。旋轉鎖緊螺母進入鎖緊螺紋,使右定位盤沿定位階臺移動,此時5個彈性銷的端面分別與5個工件右端面接觸,彈簧受壓縮后即產生對工件右端面的輔助壓緊力。將左右卡箍的上箍與下箍合攏,旋動鎖緊螺釘即可對工件進行固定夾緊,夾持狀態如圖3所示。
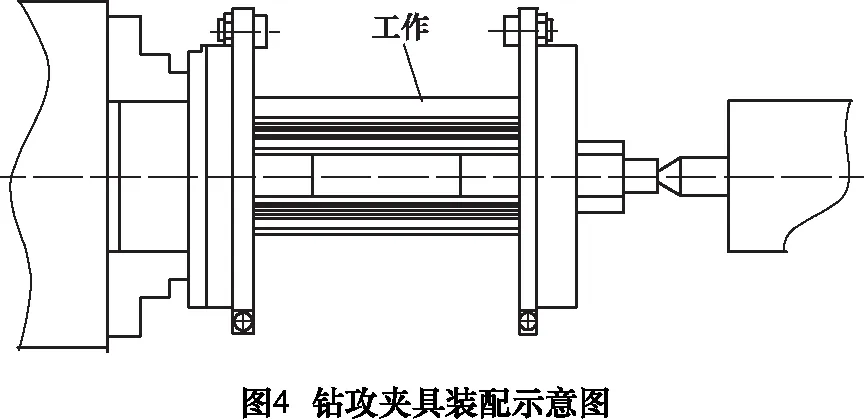
(2)工件鉆攻加工。將夾具安裝在帶有數控分度頭和尾座的數控立式加工中心機床上,分度頭的三爪卡盤夾持夾具左端軸頭,尾座頂尖頂入夾具右端面中心孔內,夾具裝配如圖4所示。利用夾具左端固定盤上的對刀臺找正夾具,確保對刀臺與機床工作臺平面基準重合。確保夾具安裝正確及工件夾緊可靠后,由程序控制自動進行鉆孔、倒角、攻絲加工,加工過程中分度頭每旋轉72°角即可對同組下一個工件進行加工,依次旋轉一周即可全部完成5個工件螺紋孔加工。數控編程時,只需把分度頭需要轉過的旋轉度數72°編入程序段即可。
(3)工件加工后拆卸。一組工件加工完畢后,松開夾具左、右卡箍上的鎖緊螺釘,打開卡箍并旋松鎖緊螺母,使右定位盤沿定位階臺滑動后移一定距離后即可輕松取下工件。
3 鉆攻夾具加工工件精度檢測
根據工件加工需要,使用上述鉆攻夾具進行工件裝夾,選擇合適的工件夾緊力,在夾具安裝、刀具調試、工件安裝正常后,對工件進行鉆攻加工。按照圖紙中技術要求及鉆攻加工精度檢測標準,對加工后的工件每組抽檢1件,共對500件加工成品進行孔徑大小、螺紋長度、孔距精度及螺紋牙型是否存在歪斜、亂牙爛牙等情況檢測,檢測結果顯示加工工件均符合技術要求和檢測標準。此外,在相同加工時間內,工件的加工效率比普通鉆床使用鉆模的加工效率提高了8~10倍。
目前本鉆攻夾具已標準化,同時針對不同的數控加工中心設計了相應型號的鉆攻夾具,適合多種礦用防爆燈具散熱器螺紋孔加工,同時也可應用于結構相似的殼體鉆孔加工。
4 結語
本鉆攻夾具利用五面體底面和左右箍式夾緊機構實現對工件定位夾緊,在一次工裝下完成鉆孔、倒角及攻絲加工,有效解決了礦用防爆燈散熱器工件鉆攻裝夾難題,提高了生產效率。經長期生產檢驗,本夾具對實際生產加工具有以下優勢:
(1)夾具結構設計緊湊,工件安裝便捷高效,操作過程安全可靠,解決了工件鉆攻裝夾難題。
(2)本夾具應用在數控機床上,采用成組加工方式,一次可同時裝夾5個工件,減少工件裝夾調整次數,降低工件安裝定位誤差,節省加工輔助準備時間,大幅度提高生產效率。
(3)能滿足工件互換性技術要求,適合大批量工件生產。
