軌控發動機不銹鋼噴注器擴散釬焊工藝
2021-03-02 08:15:20徐曉丹李思貝陳海偉
火箭推進 2021年1期
關鍵詞:焊縫
宋 凡,周 杰,徐曉丹,李思貝,陳海偉
(1.上海空間推進研究所,上海 201112; 2.上海空間發動機工程技術研究中心,上海 201112)
0 引言
空間推進系統的軌控模塊主要由雙組元發動機組成,該類軌控發動機在結構上可分為噴注器和噴管兩部分,其中噴注器為環槽多層板疊焊結構,所用材料為TC系鈦合金。對于鈦合金噴注器的一體化焊接需求,目前采用擴散釬焊方法解決[1-2]。擴散釬焊是一種綜合釬焊和擴散焊優點的焊接方法,相比純釬焊,其擁有獨特的等溫凝固擴散過程,可實現焊縫組織的類母材化,所得接頭的性能顯著優于純釬焊接頭;相比擴散焊,其加載壓力僅為后者的百分之一,不會導致零件焊接變形,從而不影響產品的結構精度[3-4]。
隨著載人和探月項目的加速開展,大推力軌控發動機的應用需求愈發迫切。新型軌控發動機的噴注器仍采用環槽多層板疊焊結構,但材料換成了不銹鋼。由于Fe元素的活性遠弱于Ti元素,且Fe的氧化物也極為穩定,因此不銹鋼相比鈦合金更難實現擴散釬焊。此外,前人研究[5-12]多聚焦于中間層成分對比、元素擴散機理和管焊類工業應用,少見航天發動機行業內的應用研究,尤其是層板噴注器結構上的工藝探索,導致行業內缺乏多圈焊縫一次焊合、待焊面焊前處理、薄壁結構受熱壓變形等方面的經驗數據。因此需針對新型軌控發動機噴注器擴散釬焊工藝進行專項研究。
1 實驗方法
實驗件根據產品結構簡化而來,如圖1所示。零件待焊面的加工狀態與產品相同,均為0.01 mm 平面度和3.2 μm粗糙度。實驗件用材為1Cr18Ni9Ti奧氏體不銹鋼,主要化學成分如表1所示。
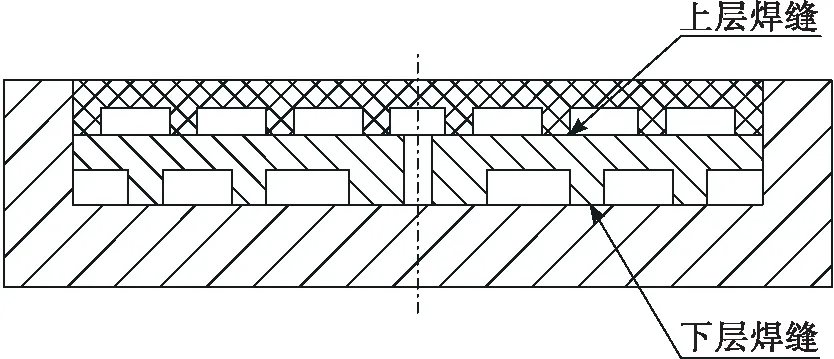
圖1 噴注器實驗件結構示意Fig.1 Structural diagram of the injector experiment piece
相對于固相擴散焊而言,擴散釬焊額外需要中間層以實現瞬時熔化和等溫凝固過程。作為擴散釬焊的中間層材料應具備以下特點[13-14]:
1)熔點比母材低;
2)與母材的潤濕性好;
3)內部降低熔點的元素較易在母材中擴散;
4)與母材不形成有害的金屬間化合物。
實驗采用B-Ni2非晶態箔片釬料作為中間層,厚度大約為40 μm左右。B—Ni2釬料是一種以Ni—Cr固溶體為基體,并與Si、B、Fe等元素形成復雜相結構的高溫釬料,主要化學成分見表2,采用差熱分析法測得其固/液相線溫度分別為968 ℃/986 ℃。
實驗設備為華海公司生產的VBF—150—A型冷壁式真空釬焊爐,真空度優于1.0×10-2Pa,升溫速度15 ℃/s,可爐冷或氣冷降溫。
對實驗件進行清洗(超聲+酒精)和烘干(80 ℃+1 h),并將中間層固定在兩處待焊平面上。

表1 1Cr18Ni9Ti不銹鋼主要化學成分的質量分數

表2 釬料主要化學成分的質量分數
按圖1結構裝配實驗件,隨后在上方安放云母片和金屬壓塊,再從下方用陶瓷片承托并整體置于爐膛內的平臺上,最后關閉爐門并開啟焊接程序。
2 實驗結果
擴散釬焊最主要的工藝參數為加載壓強、焊接溫度和保溫時間。確定最佳參數的一般原則如下:
1)母材的晶粒不能明顯長大;
2)母材邊緣原子充分溶入中間層內,中間層內降熔元素充分擴散入母材邊緣[15]。
2.1 確定最佳焊接溫度
原子擴散速率D與溫度T的關系[16]為
D=D0E-Q/RT
式中:D0為擴散常數;Q為擴散激活能;R為氣體常數。
由式(1)可知,溫度升高時原子擴散速率加快,即更容易實現充分擴散效果。與此同時,溫度升高也會提高金屬的塑性變形能力,即焊接面緊密接觸的效果更好。但過高的溫度會造成液態釬料流淌性太好,不符合釬料靜置擴散的工藝需要,且高溫會造成母材軟化,導致零件尺寸精度受損,因此加熱溫度最好設在中間層液相線上某一特定范圍內[17]。
在中間層厚度為40 μm的前提下,將加載壓強設置為0.05 MPa,保溫時間設置為2 h,在1 000、1 025、1 050、1 075 ℃下進行試焊,焊后4組接頭的顯微組織如圖2所示。
由圖2可知,當焊接溫度為1 000 ℃時,焊縫邊緣處的低熔元素向兩側母材內進行了擴散遷移,造成焊縫邊緣與焊縫主體的組織形態出現明顯差異。但由于此時焊接溫度過低,發生擴散的焊縫區域占比很小。當焊接溫度增至1 025 ℃時,發生擴散的焊縫區域占比顯著增加,但此溫度仍不理想,焊縫有近半面積維持釬料的原始組織形態。當焊接溫度提高至1 050 ℃時,焊縫中心的未完全擴散相基本消失,即擴散釬焊效果基本實現。當焊接溫度提高至1 075 ℃時,焊縫組織與1 050 ℃時幾乎相同。
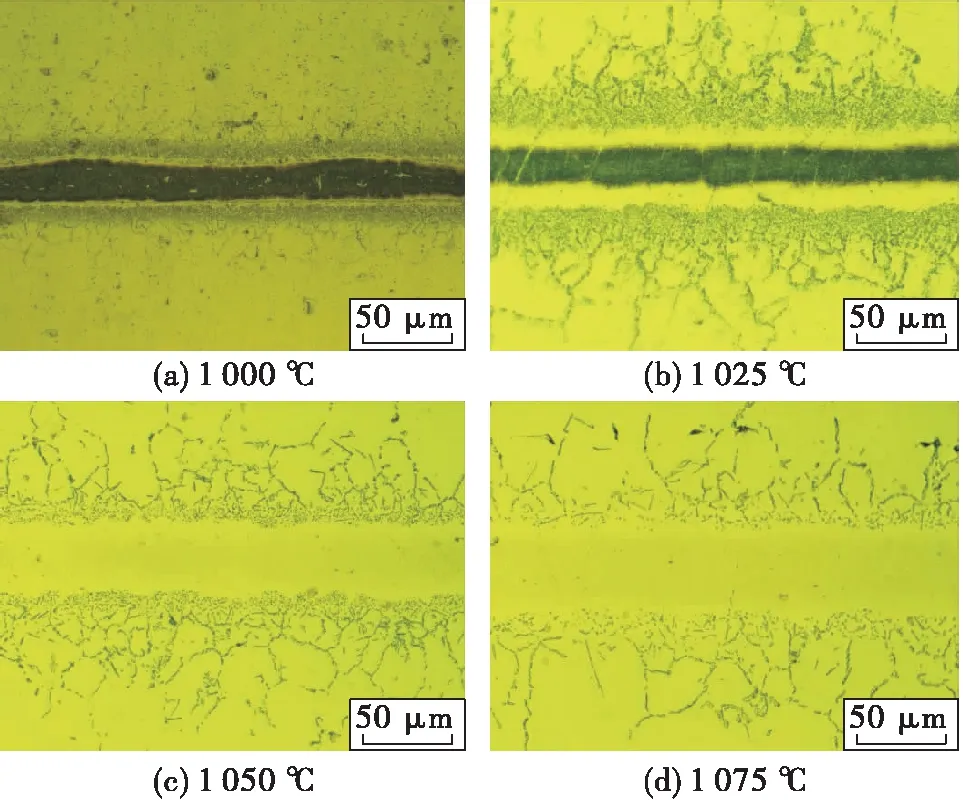
圖2 不同焊接溫度下擴散釬焊接頭顯微組織Fig.2 Microstructure of diffusion brazed joints at different welding temperatures
為了探明1 025 ℃和1 050 ℃時擴散釬焊程度的具體差異,對兩組接頭進行了元素分布線掃描,所得結果如圖3所示,注意B元素由于原子量低而無法測量。對比可知,不僅焊縫元素向母材進行了擴散,母材中的Fe和Cr元素也向焊縫進行了擴散。隨著焊接溫度的提高,焊縫內的Fe、Cr元素比重增多,Si、Ni相對比重逐漸下降,最終焊縫由完全的鎳基固溶體組織構成。
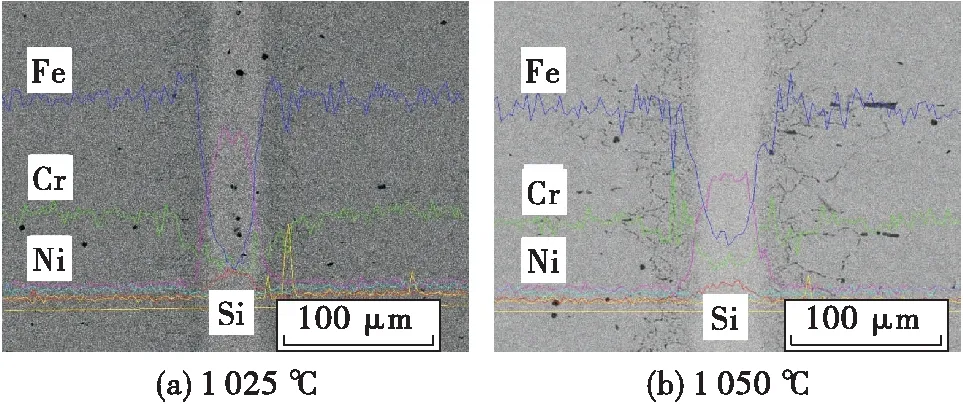
圖3 不同焊接溫度下擴散釬焊接頭元素線掃描Fig.3 Linar scanner of elements in diffusion brazed joints at different welding temperatures
分析認為,中間層中的Cr可與Ni形成固溶體,提高釬料的再結晶溫度,并提高其抗腐蝕性和熱強性;Si也可與Ni形成固溶體,且其原子直徑較小,能溶于基材中均勻擴散;B在Ni中的溶解度極小,無法形成固溶體,主要作用是沿母材晶界滲入,起晶界強化作用。此外,Si和B都能使釬料的熔點顯著下降,使保溫開始時釬料處于液態,隨后在擴散離開后使液態焊縫的熔點迅速升高,造就擴散釬焊獨有的等溫凝固現象。
2.2 確定最佳保溫時間
焊接溫度只決定了原子的擴散速度,對于不同的速度還需不同的時間才能使特定位置的原子完成擴散[18]。
在中間層厚度為40 μm的前提下,將加載壓強設置為0.05 MPa,焊接溫度設置為1 050 ℃,在3 min、0.5、1、2 h下進行試焊,焊后4組接頭的典型顯微組織如圖4所示。
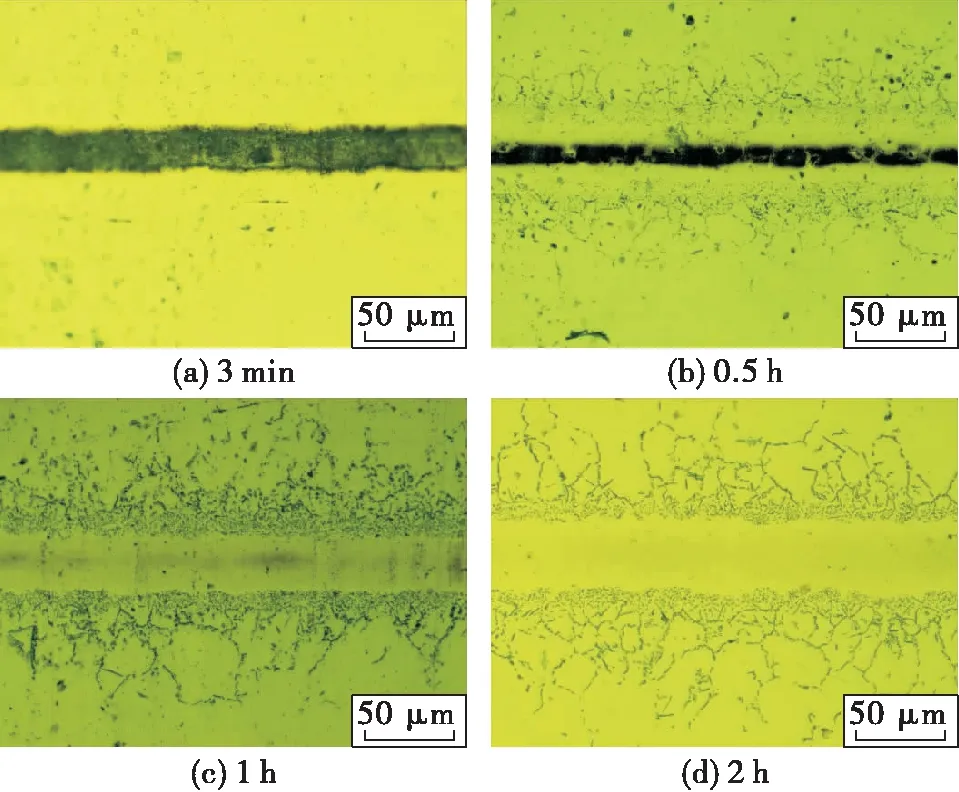
圖4 不同保溫時間下擴散釬焊接頭顯微組織Fig.4 Microstructure of diffusion brazed joints at different holding time
由圖4可知,對于40 μm厚度的B—Ni2中間層和1 050 ℃的加熱溫度,焊縫在3 min保溫時間下基本未發生擴散,在0.5 h保溫時間下過半厚度完成了擴散,在1 h下勉強完成擴散(焊縫中心尚余極少量未完全擴散相),在2 h下實現完全擴散。
為了探明各元素在不同擴散時間下的分布規律,對后3組接頭進行了元素能譜分析,所得結果如圖5和表3~表5所示。
綜合對比可知,隨著保溫時間的延長,焊縫內部相同位置的Ni、Si元素含量逐漸減少,Fe元素含量逐漸增加,而Cr元素含量變化很小。定點考察焊縫中心位置可知,2 h的Si元素的質量分數分別比1 h和0.5 h少20%和34%,Ni元素的質量分數分別少1%和11.2%,Fe元素的質量分數分別多12.7%和62.1%;可見Ni、Fe元素擴散速率較快,在1 h左右時擴散完成度已較高,而Si元素的擴散速率較慢,每小時的擴散程度大體相同。在保溫時間較短時,釬縫組織由兩部分組成:一部分是靠近母材的固溶體組織;另一部分是位居中部的化合物組織。這是因為釬縫中B元素的分布不均勻,在靠近母材的釬縫邊緣處,B元素的含量由于擴散已降低到極限固溶度以下,因此此處呈現固溶體組織。在釬縫中部,擴散路徑長,擴散速度慢,該處的B元素的含量仍在極限固溶度以上,從而在釬縫中部形成化合物相。
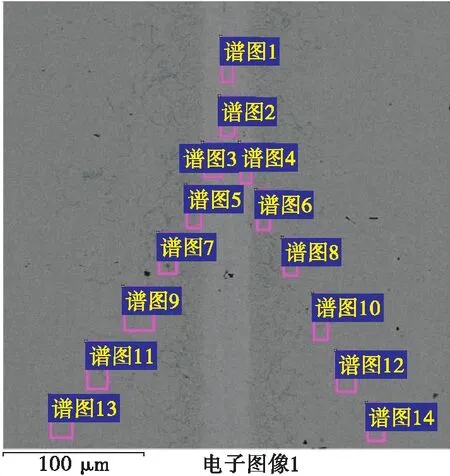
圖5 接頭元素能譜分析取樣位置示意Fig.5 Sample location of elemental energy spectrum analysis
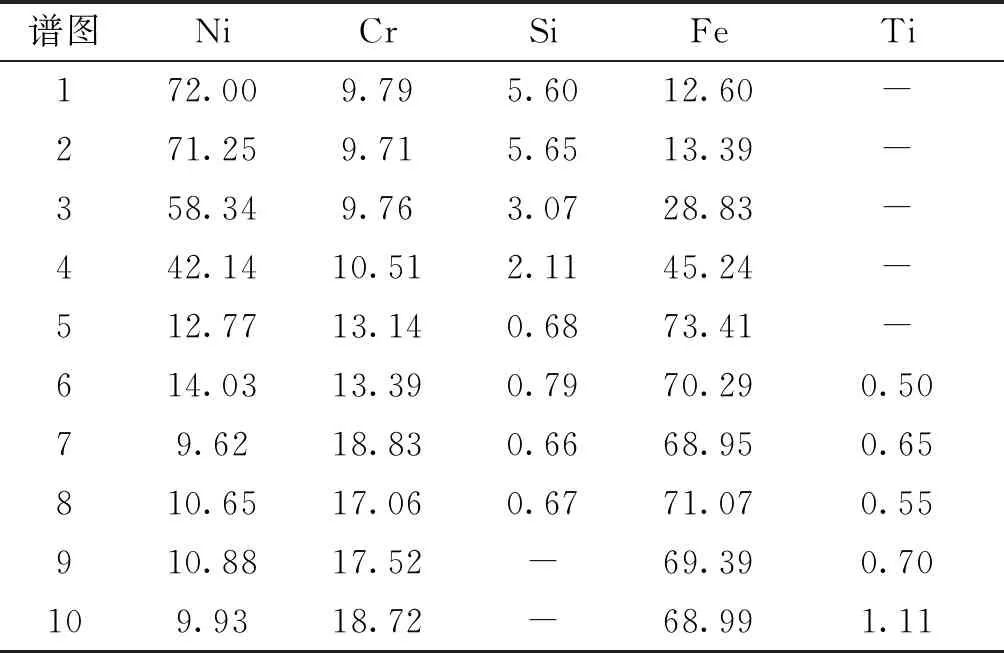
表3 0.5 h擴散接頭多區域元素能譜分析結果
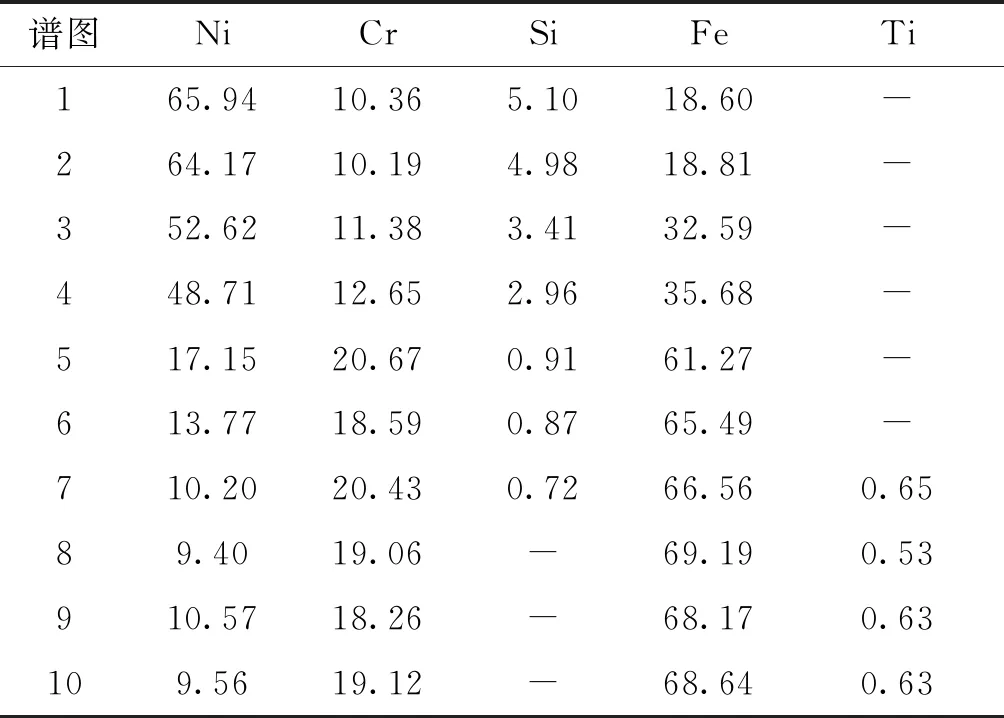
表4 1 h擴散接頭多區域元素能譜分析結果
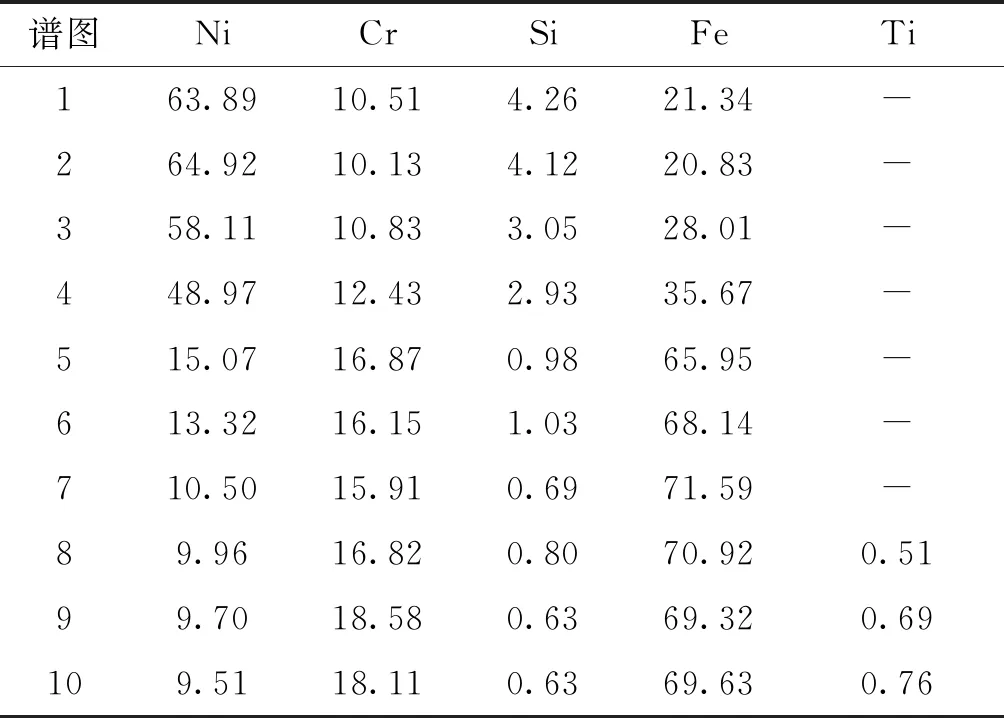
表5 2 h擴散接頭多區域元素能譜分析結果
對不同保溫時間的接頭進行抗拉性能測試,所得結果如圖6所示。
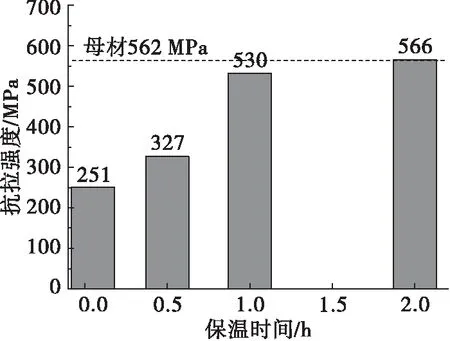
圖6 保溫時間對接頭抗拉強度的影響規律Fig.6 Effect of holding time on joint tensile strength
由圖6可知,隨著保溫時間的延長,接頭的抗拉性能也隨之提高。對于40 μm厚的B—Ni2中間層,保溫1 h和2 h接頭的抗拉強度分別達母材實測值的94.3%和101%,證明擴散釬焊的效果非常好。
對斷口用掃描電鏡進行觀察,結果如圖7所示。
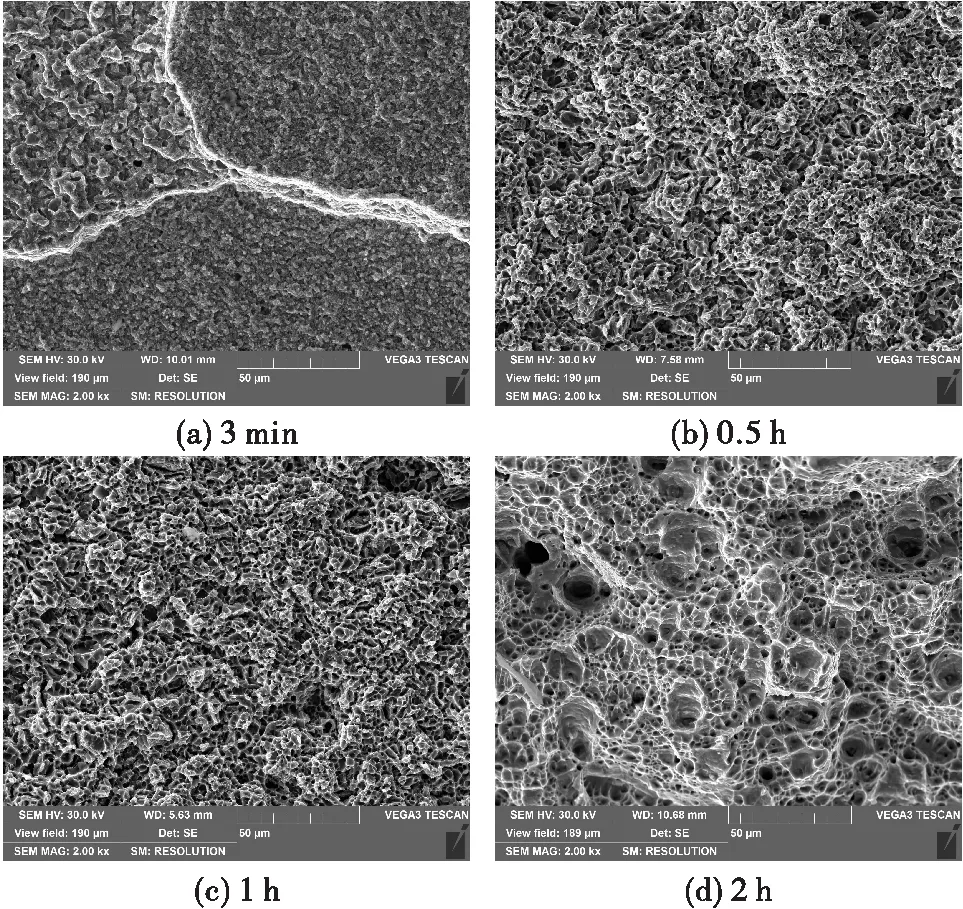
圖7 不同保溫時間下的試樣斷口形貌Fig.7 Fracture morphology of samples at different holding time
由圖7可知,保溫3 min試樣的斷口為準解理沿晶的完全脆斷形貌;保溫0.5 h和1 h試樣的斷口為細小韌窩狀的部分塑斷形貌;保溫2 h試樣的斷口為粗大韌窩狀的完全塑斷形貌。
比較之前3種擴散時間下Ni、Fe、Si元素的含量變化趨勢,Ni在1 h和2 h下質量分數相差1%,Fe相差12.7%,Si相差20%,因此可推斷焊縫固溶體組織中Ni元素對接頭強度的影響最大,且當其在焊縫中部質量分數比例降至65%左右時接頭強度即接近極限水平。
2.3 確定最佳加載壓強
增大加載壓強會使零件接觸面發生微觀變形,增大緊密接觸部分的面積,從而利于原子擴散。但加載壓強不能過大,否則容易超過材料在高溫下的屈服點,對產品造成不必要的形狀尺寸改變[19-20]。
將焊接溫度設置為1 050 ℃,保溫時間設置為2 h,在0.01、0.05、0.09 MPa下進行試焊,焊后3組接頭的典型顯微組織如圖8所示。
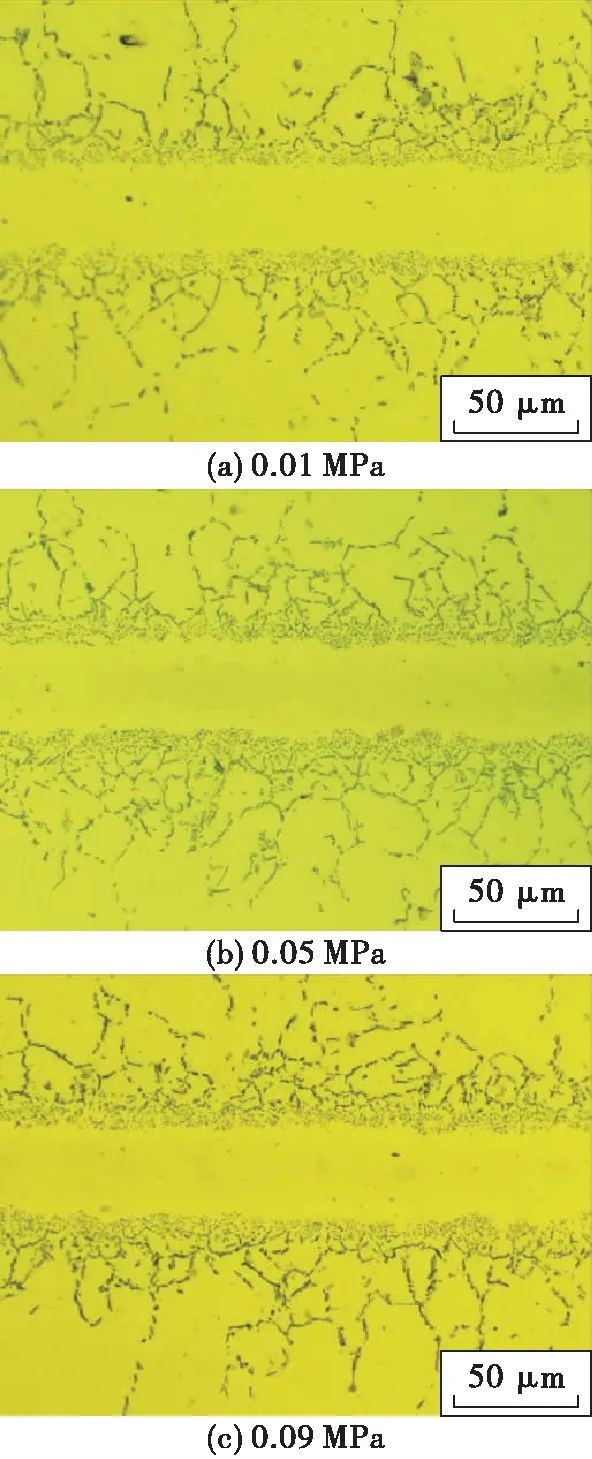
圖8 不同加載壓強下擴散釬焊接頭顯微組織Fig.8 Microstructure of diffusion brazed joints at different loading pressure
由圖8可知,在壓強增大近十倍的過程中,接頭組織并無可見的區別,即在最有利于充分擴散的溫度和時間規范下,不銹鋼擴散釬焊過程可應用的壓強范圍較寬。考慮到壓強越大則零件的熱變形程度越大,因此加載壓強應設置在稍小的數值范圍內,例如0.01~0.02 MPa。
3 產品驗證
為了將所得的最佳工藝參數實際應用,按圖9結構進行了產品模擬件的焊接。
產品模擬件的氣密測試和金相分析判定依據為產品技術文件的I級要求,具體如表6所示。在氣密測試中,模擬件焊縫在5 MPa氣壓下歷時15 min無氣泡逸出。將模擬件進行剖切觀察焊縫截面金相,未發現焊縫中有孔洞或未擴散相。
在模擬件焊接實驗合格之后,該項焊接工藝技術已應用于某新型號發動機的試制過程,該發動機已通過試車考核。
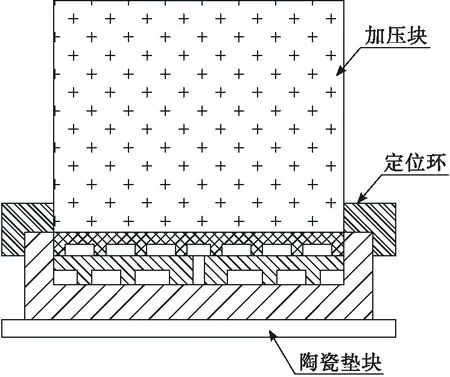
圖9 產品模擬件裝焊結構示意Fig.9 Schematic diagram of assembly and welding of product simulation parts

表6 產品擴散釬焊接頭質量要求
4 結論
1)隨著焊接溫度和保溫時間的增加,焊縫與母材間各元素的擴散程度逐漸加深;擴散未完全時焊縫由靠近母材的固溶體和中部的化合物組成,擴散完全時焊縫全部由固溶體組成。
2)中間層內Ni、Si、B向母材擴散,母材內Fe向中間層擴散;Ni、Fe、B擴散速度較快,Si擴散速度較慢;Si和B的含量決定組織形態,Ni的含量影響接頭強度。
3)接頭抗拉性能與擴散程度成正相關,其極限值已達母材的101%;接頭斷口形貌最初為準解理完全脆斷,隨后發展到細韌窩部分塑斷,最終呈現為大韌窩完全塑斷。
4)對于40 μm厚的B—Ni2中間層,最佳焊接溫度為1 050~1 075 ℃,最佳保溫時間為2 h,最佳加載壓強為0.01~0.02 MPa。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
