回轉式懸鏈干燥線在熔模鑄造中的應用
2021-03-03 03:40:06王勝良鄭蕊胡杰
中國設備工程 2021年4期
王勝良,鄭蕊,胡杰
(石家莊盛華企業集團有限公司,河北 石家莊 050800)
熔模鑄造又稱失蠟鑄造,是一種精密復雜鑄件的鑄造工藝,熔模鑄件尺寸精度和表面粗糙度都較高,廣泛用于軍工、航空航天、石油化工、食品等領域。模殼干燥是熔模鑄造制殼生產線上繼涂料、撒砂后的最后一道工序,是影響鑄件表面質量的重要因素。常規的模殼干燥線空間利用率小,溫濕度難以控制,工人勞動強度大,生產效率低。為解決制殼車間廠房面積對產量的制約,設計了回轉式模殼懸鏈生產線。
1 回轉式模殼懸鏈干燥線結構
1.1 常規的模殼干燥線
常規的模殼干燥線由多個移動小車組成,移動小車長2m,寬0.9m,高1.8m,兩側各三層,移動小車并排在指定的干燥區域,如圖1、2所示。這種干燥生產模式,在浸涂料、掛砂時,需要工人將掛滿模殼的小車推到漿桶旁邊,整車完成浸涂料、掛砂后,再將小車轉移到干燥區進行干燥,并換下一車浸涂料、掛砂,如此往復操作,不但工人的勞動強度大,而且還浪費了大量轉運模殼的時間。另外,這種干燥模式,模殼車上方的空間無法利用,不能提高制殼車間產能。
蠟模車間和制殼車間均24h生產,每班8h,三個班不停產。蠟模車間每天下樹800棵模組,每個移動小車上每層懸掛7棵模組,共懸掛42棵模組,需要19個移動小車,占用空間約長23m,寬2m,高1.8m,占用面積約46m2,移動小車的上層空間未有效利用。

圖1 常規模殼干燥線移動小車

圖2 常規模殼干燥線
1.2 回轉式模殼懸鏈干燥線結構
為充分利用廠房上層空間,根據車間的高度設計干燥懸鏈,車間高4.5m,按照1m的層高設計成4層的懸鏈,懸鏈按照圖3所示的箭頭方向轉動。整條懸鏈長46m,懸掛桿間隔約0.9m,共52根懸掛桿。在最下方設置一排風機,二層和三層之間設置一排風機,即每兩層一排風機,所有風機向上吹風,加速干燥。漿桶和淋砂機設置在懸架一端,設定好懸鏈轉速,剛操作的型殼順勢旋轉到最上層,開始干燥,設定好懸鏈轉速,待型殼干燥好后正好旋轉到最下層,可以繼續進行下一層沾漿、掛砂。
以每根懸掛桿掛8棵模組計算,整條懸鏈可以懸掛400棵模組。占用空間長12m,寬2m,高4m,占用面積24m2,更好地利用車間的上層空間來使模殼進行干燥。
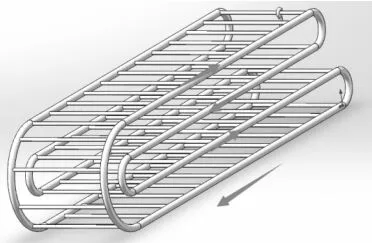
圖3 回轉式模殼懸鏈結構簡圖
2 回轉式模殼懸鏈干燥線的溫濕度控制
硅溶膠模殼質量直接與干燥程度有關,影響模殼干燥的因素很多,其中,環境的相對濕度影響最大,其次,是風速、溫度和型殼材料,工廠對制殼車間溫度和濕度必須進行嚴格控制。熔模鑄造制殼車間的溫濕度控制對鑄件的尺寸精度和表面質量的影響非常重要。為使車間達到恒溫,需要用中央空調對溫度進行控制。在北方,天氣干燥,為使車間達到一定的濕度,需要用加濕器實現對濕度的調節,并用溫濕度表對溫濕度進行監控。
該公司常規的模殼干燥線的空間大小為長23m,寬2m,高4m,干燥空間為184m3,干燥空間較大,使用中央空調和加濕器對溫濕度進行控制,溫度控制在25±2℃范圍內,溫度波動在4℃范圍內,濕度可以控制在65±5%,濕度波動在10個百分點范圍內。
干燥懸鏈的尺寸為長12m,寬2m,高4m,占用空間96m3,占用空間比常規干燥線減小了約50%,同樣使用中央空調和加濕器對溫濕度進行控制,溫度可以控制在25±1℃范圍內,溫度波動在2℃以內,濕度可以控制在65±3%范圍內,濕度波動范圍3個百分點。
由此可見,回轉式懸鏈干燥線由于大幅度提高了空間利用率,占用空間小,使溫濕度控制更加穩定,波動范圍更小,同時,還能夠降低中央空調和加濕器的用電量,降低生產成本。
3 回轉式懸鏈干燥線對勞動強度和生產效率的影響
3.1 常規的模殼干燥線的勞動強度和生產效率
常規模殼干燥線,操作時,首先,將移動小車推至漿桶附近進行操作,將一棵棵模殼操作好后,掛回移動小車上,整個移動小車掛滿后,將移動小車推至干燥區域進行干燥,再將第二個移動小車推至漿桶附近,如此這樣操作。使用移動小車,不但工人勞動強度大,還浪費了大量模殼轉運的推車時間。常規干燥線,一個工人一個班可以操作280棵模組,每天800棵模組操作一層需要3個人。
3.2 回轉式模殼懸鏈干燥線的勞動強度和生產效率
回轉式模殼懸鏈干燥線,操作時,將剛操作的模殼掛到懸鏈上,模殼順勢旋轉到上層,待模殼干燥好后,正好旋轉到下層,便于工人繼續操作下一層,直到工藝要求的層數。
懸鏈干燥線,由于工人不需要將小車推來推去,一個工人一天可以操作400棵模組,每天800棵模組操作一層,只需要兩個工人就可以完成。
3.3 常規的模殼干燥線和懸鏈干燥線的勞動強度和生產效率對比
采用干燥懸鏈裝置后,工人操作時,省去了來回推動移動小車,掛模殼時,只需掛在最下層,模殼會在懸鏈上順勢旋轉到上層。按工藝要求的干燥時間,計算出懸鏈的旋轉速度,通過用控制柜控制懸鏈的旋轉速度和旋轉方向,使模殼干燥好后,正好旋轉到下層,便于工人繼續操作下一層,大大降低了工人的勞動強度。
由于懸鏈干燥線每層可以減少1個人,按每棵模組6層計算,制殼車間可以減少6個工人,每個工人的效率由每天280棵提高到每天400棵,一個工人一天可以多干120棵,效率提高約43%。
4 結語
綜上所示,回轉式懸鏈干燥線與常規干燥線相比,具有以下優勢:
(1)可以有效利用車間上層空間,同樣的模殼占用的車間面積減少50%。
(2)制殼車間的溫度和濕度波動范圍小,能更好地對溫濕度進行控制,保證良好的鑄件精度和表面質量。
(3)降低了工人的勞動強度,生產效率提高43%,在產量不變時,每層可以減少一個工人。
