擺動電弧窄間隙厚板焊接工藝與熔池演變數值研究
2021-03-05 08:29:48張天雷何林基沈艷濤馬春偉
輕工機械 2021年1期
徐 剛, 張天雷, 何林基, 沈艷濤, 馬春偉
(1.上海工程技術大學 材料工程學院, 上海 201620; 2.北京遙感設備研究所, 北京 100854;3.北京海基科技發展有限責任公司, 北京 100192)
窄間隙熔化極活性氣體保護電弧焊(metal active gas arc welding,MAG)是一種采用較小坡口角度的高效焊接方法,具有填充焊材量少,熱輸入低,焊縫力學性能好,生產效率高,制造成本低等優點[1-2]。但是,由于MAG焊電弧的張角較小,電弧的熱量主要集中在底部,對前一道的根部和側壁加熱較弱,容易產生根部和側壁未熔合的情況[3]。課題組使用電弧擺動的焊接方法,焊接過程中電弧會對焊道根部和側壁進行直接加熱,以解決未熔合問題。在數值模擬過程中常見的擺動電弧熱源模型有:帶狀等效熱源模型、基于階梯模型的熱源模型、基于坐標變換的擺動熱源模型。帶狀熱源模型對熱源的運動路徑進行了簡化,沒有反應熱源的實際運動狀態,故課題組采用基于坐標變換的熱源模型,該模型可以較好地反映熱源的實際運動狀態,對于焊接應力的數值分析而言, 準確的熱源分布往往是最重要的。同時,文獻[4-11]中對擺動電弧焊接溫度場進行了數值模擬,模擬結果與試驗結果吻合良好。但都未使用熱源模型對厚板窄間隙焊接工藝進行數值分析,故課題組以實際焊接工藝為依據,考慮熱源的實際運動狀態,及厚板焊接過程中層間散熱問題,使用基于坐標變換的擺動電弧熱源模型,并對70 mm厚板窄間隙焊接時采用擺動電弧焊接的過程進行了數值分析,討論不同層在不同的焊接工藝下的根部和側壁的融合情況及熔池演變過程[12]。
1 焊接試驗
課題組采用擺動電弧窄間隙焊(swing arc narrow gap welding,GMAW)對碳鋼進行窄間隙多層單道焊接。母材為Q235A鋼,裝配時在起弧和收弧處分別焊接固定塊,焊縫底部焊接引弧板,厚度為5 mm。裝配件形狀尺寸如圖1所示。焊絲為H08Mn2SiA,保護氣為80%Ar+20%CO2,流量為18 L/min,擺動頻率為0.7 Hz,擺動角度為178°,側壁停留時間為0 ms,導電桿彎曲角度為8°,其余焊接參數見表1。為避免墊板被焊穿,第1層及第2層焊道采用較小的焊接熱輸入。為提高窄間隙焊接效率,第3層到第19層采用較大的焊接熱輸入。試驗中并未采用連續焊,層間溫度為室溫。
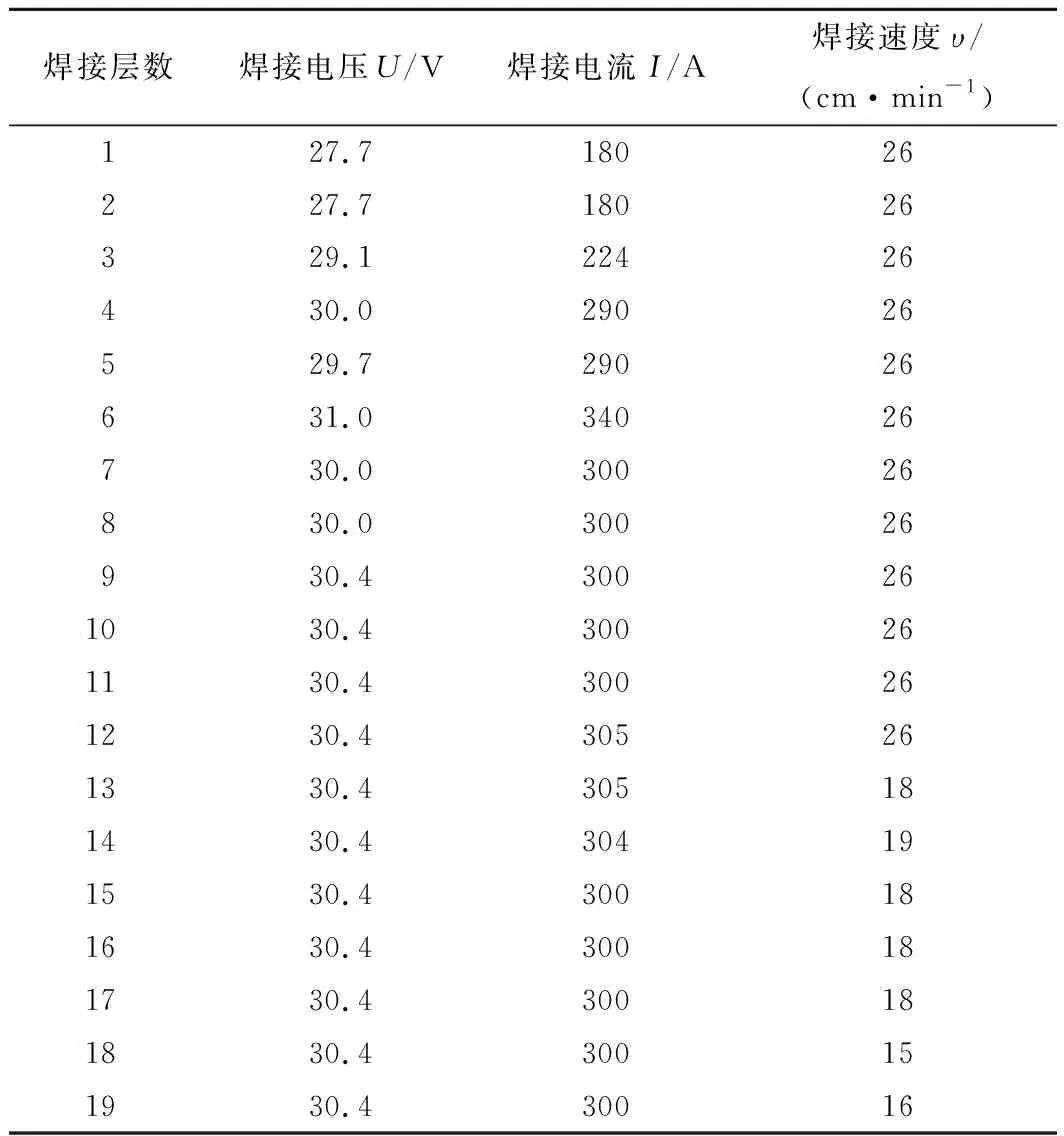
表1 焊接工藝參數
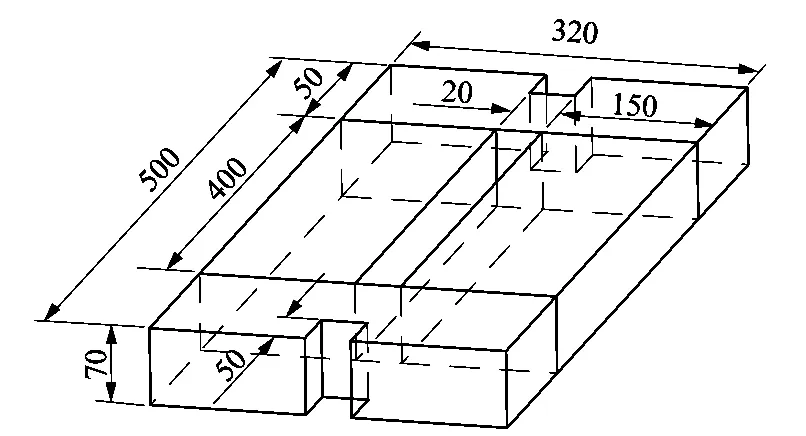
圖1 試驗工件尺寸Figure 1 Test piece dimensions
2 有限元模型
厚板焊接有限元網格模型如圖2所示。為提高模型計算效率,課題組通過施加焊接熱分析邊界條件,對厚板焊接幾何模型進行了簡化,將起弧和收弧處的固定板略去。坐標原點位于第1層焊縫的起焊處,焊接方向為x軸正方向,焊縫厚度方向為z軸反方向。考慮計算精度及計算時間成本,模型網格采用偏移網格和過渡網格2種網格形式,焊縫及焊接熱影響區(heat affected zone, HAZ)采用較小的網格尺寸(2.5 mm×2.0 mm×2.0 mm),遠離焊縫處采用較大的網格尺寸(10 mm×10 mm×8 mm),總網格數量為240 000,網格類型為8節點六面體單元DC3D8,用于求解熱傳導。利用“生死單元”方法模擬熔滴填充焊縫的過程,并考慮了每層焊接時的焊道表面散熱問題,及焊絲偏轉對熱源加載的影響[9] 56。
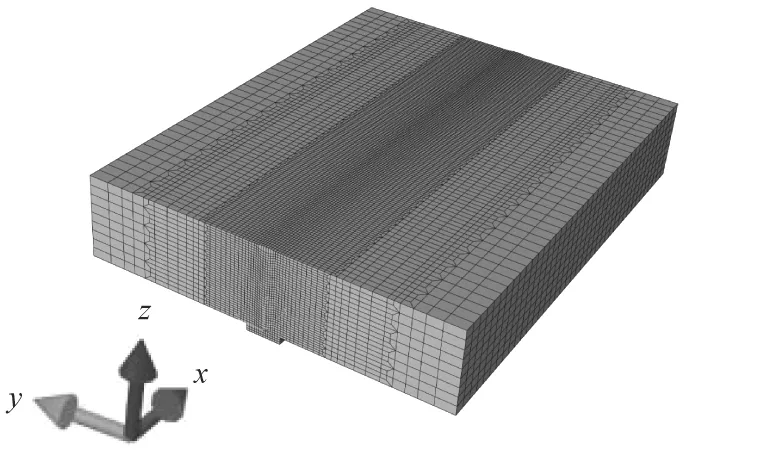
圖2 模型網格劃分Figure 2 Model mesh
工件的熱導率和比熱容隨溫度變化數據如表2所示[13],工件的對流換熱系數隨溫度變化的數據如表3所示[14]。其他參數有:工件密度為7 860 kg/m3,輻射換熱系數為0.4,室溫為20 ℃,固相線為1 470 ℃,液相線為1 520 ℃,相變潛熱為273 790 J/kg,母材熔點為1 450 ℃[15]。
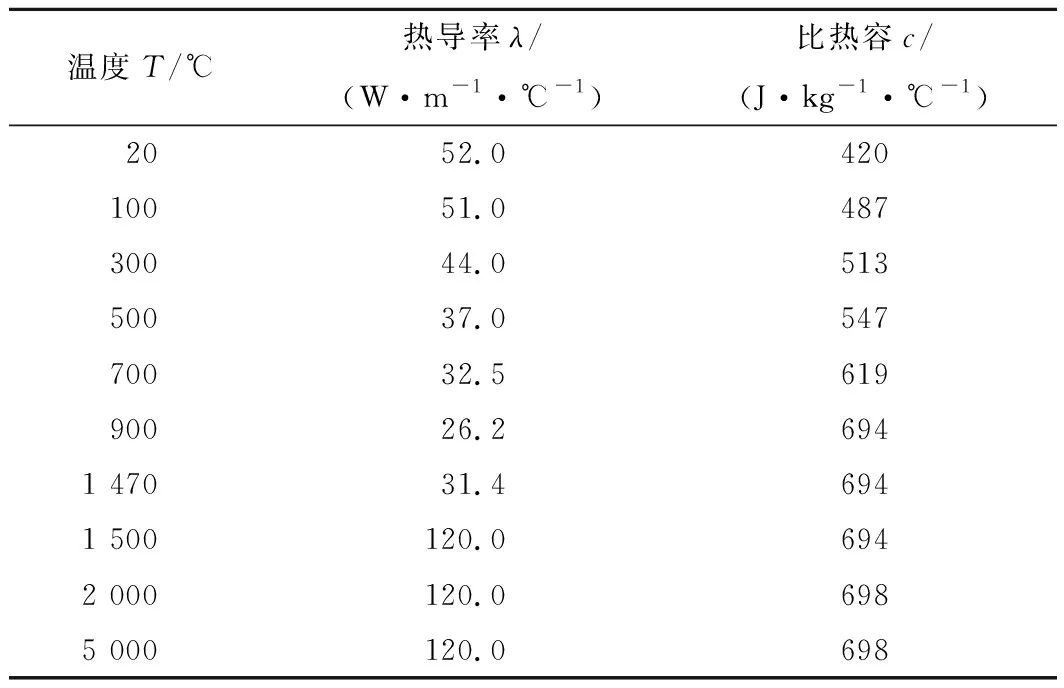
表2 低碳鋼熱物理性能
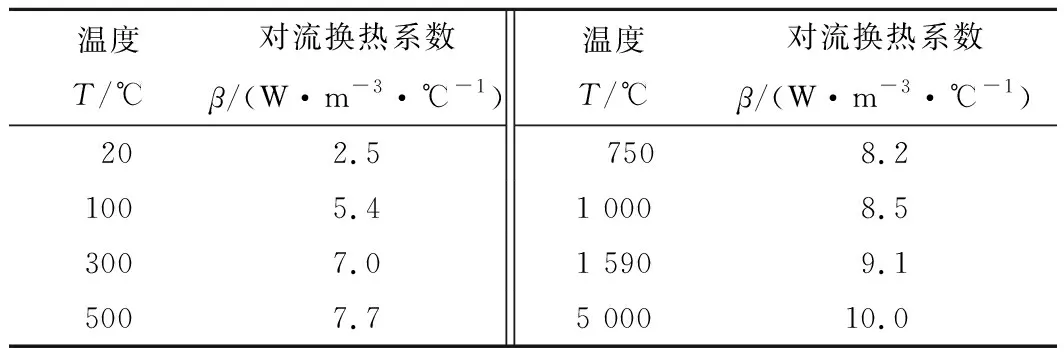
表3 低碳鋼對流換熱系數
3 擺動電弧熱源模型
對于窄間隙擺動電弧焊接過程,可采用雙橢球體熱源描述電弧熱輸入。課題組使用文獻[9]提供的窄間隙擺動電弧熱原模型,熱源運動形式如圖3所示。
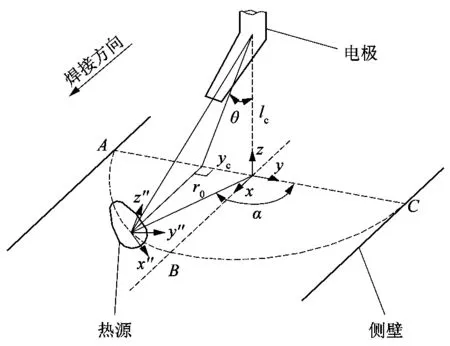
圖3 電弧擺動角度及運動軌跡示意Figure 3 Schematic of swing angle and moving track of arc
焊槍繞z軸旋轉,形成熱源運動軌跡為ABC,r0為擺動半徑,α為水平擺角,θ為熱源相對于z軸的偏轉角度。任意時刻t,熱源中心運動位移在xyz軸的分量可表達為:
xc=u0t+r0sinα;
(1)
yc=r0cosα;
(2)
zc=z0。
(3)
式中u0為焊接速度。
為準確反應熱源的運動狀態,需要對O-xyz坐標系進行坐標變換,使熱源沿z軸和x軸發生偏轉,得到相對于原坐標系傾斜的熱源分布函數。
圖4為坐標變換示意圖,坐標系O-xyz繞z逆時針旋轉角度α后形成坐標系O-x′y′z′,然后坐標系O-xyz繞x逆時針旋轉角度θ,形成坐標系O-x″y″z″。公式(4)為坐標變換的矩陣方程。
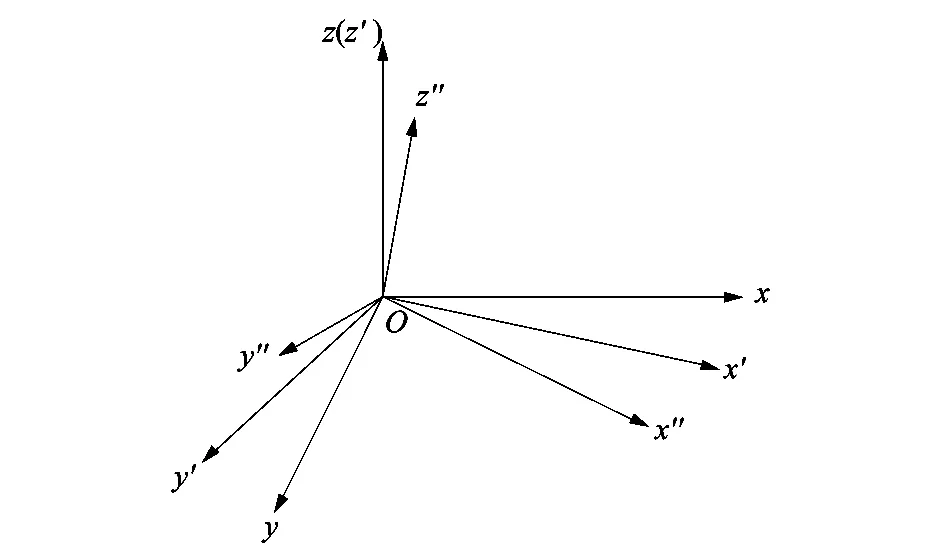
圖4 坐標系旋轉示意圖Figure 4 Schematic of coordinate system rotation

(4)
將式(1)~(3)代入式(4)中,即將熱源運動中心代入旋轉坐標系,得到如圖4所示的坐標系O-x″y″z″。熱源中心3個方向的位移在移動坐標系下可表示為:
(5)
式中α,θ計算方法如下:
(6)
(7)
式中ω為角速度。
將式(5)代入雙橢球熱源方程,可獲得在O-xyz坐標系下的擺動電弧熱源方程:
(8)
(9)
式中:qf為前半球熱流密度,qr為后半球熱流密度,η為電源熱效率,I為焊接電流,U為焊接電壓,αf,αr,b和c為熱源分布系數。
4 試驗結果
由于焊接層數較多,課題組選取工藝參數具有代表性的第2層、第6層及第16層的焊縫橫截面金相照片進行焊縫橫截面熔池形態分析。圖5為不同層的焊縫橫截面金相照片,從圖5(a)中我們可以發現第2層焊縫橫截面存在2條熔合線,熔合線走向有多道焊焊縫熔合線的特征,即第2層焊縫在焊接過程中有重熔現象;從圖5(b)和圖5(c)中我們可以發現第6層及第16層焊縫橫截面融合線走向較為平緩,表現為單道焊熔池特征。
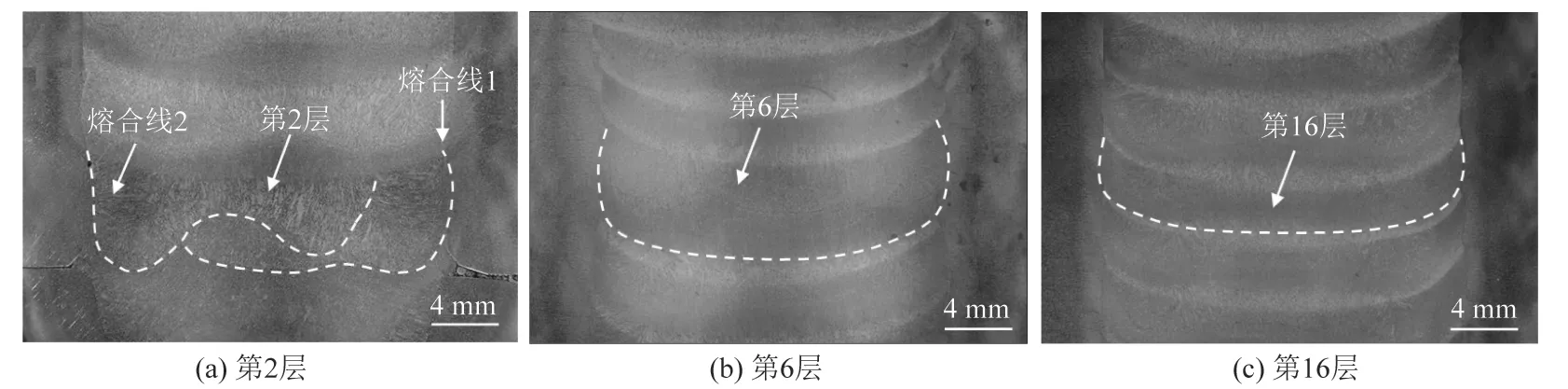
圖5 焊縫橫斷面試驗結果Figure 5 Weld cross-section test results
課題組選取第2層及第6層進行溫度場數值計算,分析不同工藝參數下熔池的形成過程。圖6為第2層橫截面溫度場數值計算結果,從圖中可以發現:在t=47.73 s時,擺動的電弧運動到焊縫截面處,在焊縫截面中心偏左處形成熔池;隨著電弧向右擺向側壁,如圖6(b)所示,熔池也向右側運動;在t=48.24 s時,電弧在焊縫截面側壁處形成如圖6(c)所示的熔池形貌;從t=47.73 s到t=48.42 s這段時間內形成熔合線1。隨著電弧離開側壁,側壁處熔池逐漸凝固,熔池開始隨著電弧向左側運動,如圖6(d)所示;在t=48.90 s時,電弧在右側壁形成如圖6(e)所示的熔池形貌;隨著電弧沿焊接方向勻速移動,電弧逐漸遠離焊縫截面,熔池開始凝固。由于電弧的擺動速度較焊槍移動速度快,在電弧擺向右側壁的過程中又使焊縫截面熔池向右移動,電弧在運動過程中,融化了部分中心處已凝固的熔池;從t=48.90 s到t=49.31 s時間內形成熔合線2,如圖6(g)所示。隨著焊槍運動電弧遠離焊縫截面,熔池逐漸凝固。熔池計算融合線走向與焊縫橫截面金相融合線走向相近,數值計算結果可以反映熔池形成情況。
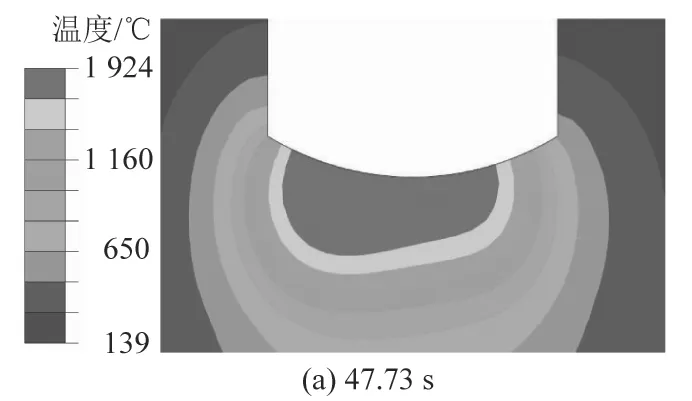
圖7為第2層焊件表面溫度場數值計算結果,圖中虛線標記處為圖6溫度場所取截面。從圖中可以發現,在電弧擺動1個周期內熔池表面形貌在不斷變化,這是由于第2層焊接熱輸入較小,導致第2層熔池較小,任意時刻熔池都無法填滿焊縫的寬度方向,而是通過電弧擺動完成焊縫寬度方向的填充,說明電弧擺動對熔池形態影響較大。從圖7(a)和7(b)中可以發現,電弧擺至側壁的過程中,熔池呈月牙狀。從圖7(c)中可以發現,電弧離開側壁時,熔池的峰值溫度最大,這是由于側壁處電弧運動軌跡最密集,即單位時間內熱輸入最大。
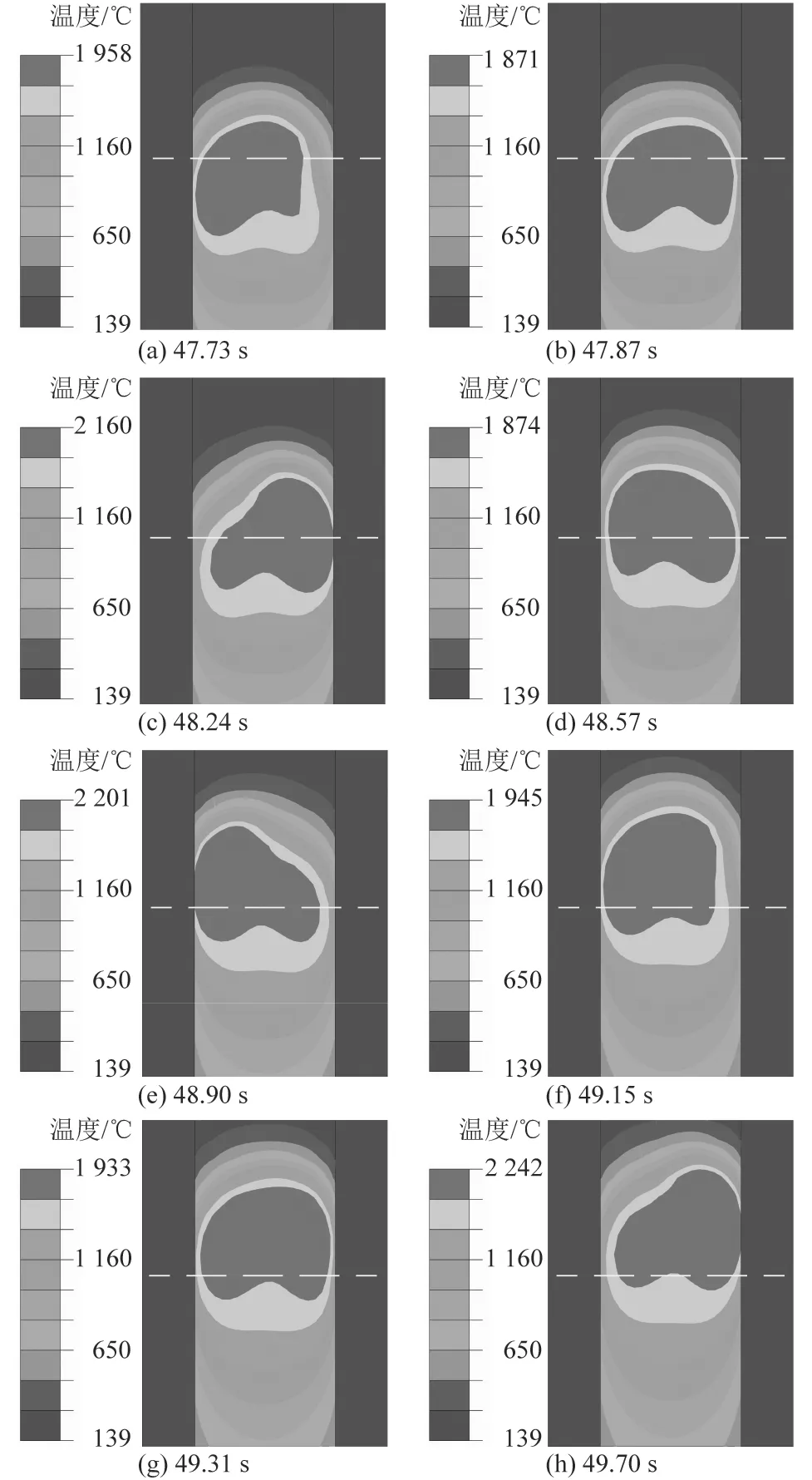
圖7 不同時刻焊件上表面溫度場計算結果Figure 7 Calculation results of temperature field on top surface of workpiece at different time
圖8為第6層橫截面溫度場數值計算結果。從圖中我們可以發現:在1個周期內,熔池橫截面熔池形態略有變化,這是由于第6層焊縫焊接熱輸入較大,焊接熔池貫穿了整個焊縫橫截面,使熔合線走向趨于平穩。在t=47.20 s時,熔池前端到達焊縫截面處,在焊縫截面中心形成碗狀熔池;如圖8(b)所示,隨著電弧的運動,電弧擺動至右側壁處;當t=48.26 s時,電弧離開右側壁向焊縫截面中心運動,此時熔池峰值溫度達到最大;在t=48.78 s時,電弧擺出左側壁,此時熔池峰值溫度再次達到最大。隨著電弧遠離焊縫截面,熔池逐漸凝固。焊縫截面處熔池橫截面基本呈對稱分布,由于電弧在側壁處熱輸入相對較大,使側壁處熔池略有突出,熔池呈現不明顯的啞鈴狀。
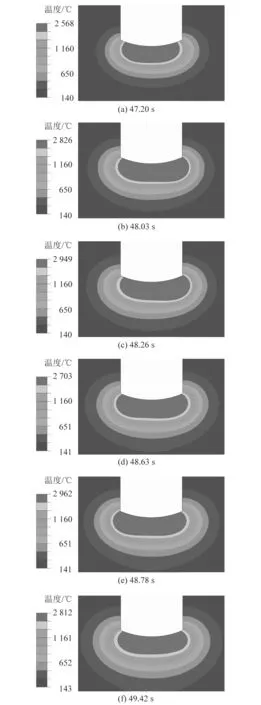
圖8 不同時刻焊件橫斷面溫度場計算結果Figure 8 Calculation results of temperature field at cross-section of workpiece at different time
圖9為第6層焊件表面溫度場數值計算結果,圖中虛線標記處為圖8溫度場所取截面。從圖中可以發現,熔池表面形態變化不大,只有熔池前端略有差別,即電弧擺動對熔池形態變化影響較小,這是因為第6層焊接熱輸入較大,產生的熔池尺寸較大,而焊縫寬度較窄,使電弧擺動對熔池形態影響較小。由于電弧做近似半圓擺動,使熔池前端基本呈半圓形。而當電弧擺出側壁時,熔池前端靠近側壁處開始突出,這是由于此處熱輸入較大,引起熔池擴大,同時使熔池的峰值溫度達到最大。
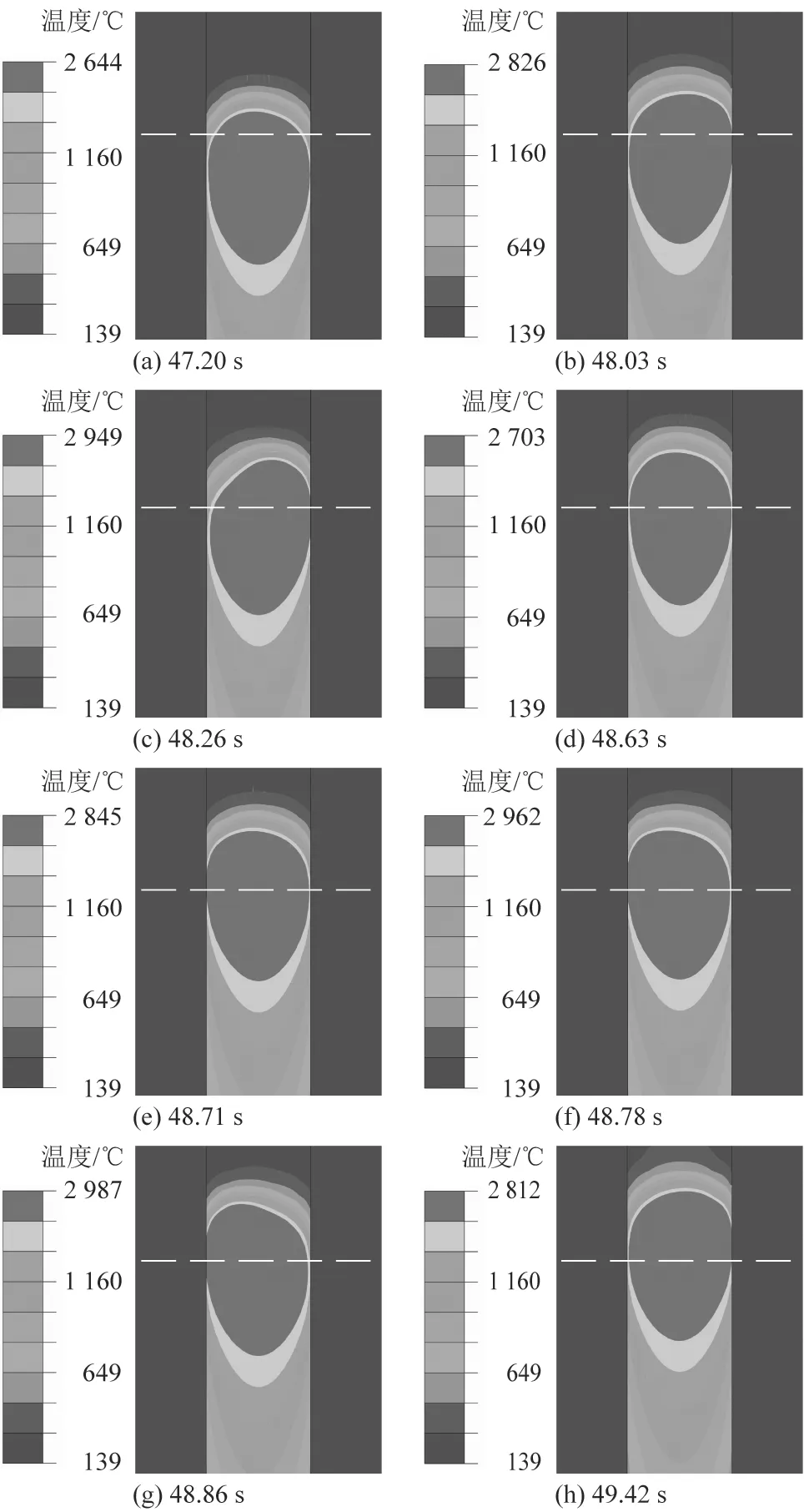
圖9 不同時刻焊件上表面溫度場計算結果Figure 9 Calculation results of temperature field on top surface of workpiece at different time
5 結語
課題組綜合考慮實際焊接工藝條件及焊縫幾何形貌對熱源加載的影響,建立了70 mm厚板焊接有限元模型,研究了不同工藝條件下熔池的演變情況;通過試驗與模擬結果對比可知該模型可以較好地反映擺動電弧厚板焊接熔池的演變情況。研究結果表明:
1) 當電弧擺動頻率為0.7 Hz、焊接電壓為27 V、焊接電流為180 A時,單層焊縫會出現重熔現象,電弧運動狀態對熔池形態影響較大。
2) 當電弧擺動頻率為0.7 Hz、焊接電壓為30 V、焊接電流為340 A時,熔池形態變化較小,熔合線走向平緩,電弧運動狀態對熔池形態影響較小。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03