超大型立式分度工作臺C 軸結構技術研究
2021-03-06 05:55:58馬洪亮季衛東白光勇
科學技術創新 2021年4期
關鍵詞:結構
王 雷 馬洪亮 季衛東 白光勇
(齊重數控裝備股份有限公司,黑龍江 齊齊哈爾161005)
機床是民生需求,是裝備制造業的基礎,也是國內各行業發展的保障。多功能數控重型復合機床一般要求除具備車削功能外,根據不同的加工需要,還需具備銑削、鉆削、磨削、鏜削、攻絲等功能,而這就需要主傳動部件(立式工作臺、臥式主軸箱)為進給傳動鏈,其進給量(轉速)極低,才能適應銑、磨、鉆等工序的需求。當加工的零件需要在任意位置進行銑、鉆、攻絲時,主傳動部件需要滿足高精密分度精度,此種分度結構(C 軸分度結構)是復合機床的核心部件,本部件的工作精度直接的體現了機床的層次水平,在超大型重型機床領域,要實現國際水準是極其困難的。下面從幾種典型成功案例分析C 軸結構及其優缺點。
1 齒輪消隙結構C 軸箱
齒輪傳動機構是機械中最熱衷的、最成熟的結構之一,齒輪傳動有傳遞扭矩大,匹配慣量高,傳動效率高等優點,但是齒輪傳動在精密機械領域依然存在著傳遞間隙大的巨大缺陷,這對于立式分度工作臺是極其不利的,在我廠試驗項目中,采用單西門子伺服電機帶動多級齒輪傳動鏈,驅動大齒圈(與工作臺把合一體)轉動分度,本傳動鏈布置于主傳動鏈后端,在做主運動時,撥叉將后面C 軸箱齒輪分離,待需要做C 軸分度時重新將全部齒輪鏈嚙合,利用激光干涉儀檢測分度精度,可達到±20"。
優點:此種結構傳動鏈簡單,齒輪加工制造容易,成本低,適應于大多數粗加工需要的機床。
缺點:分度精度低,只能滿足工件粗略定位加工。
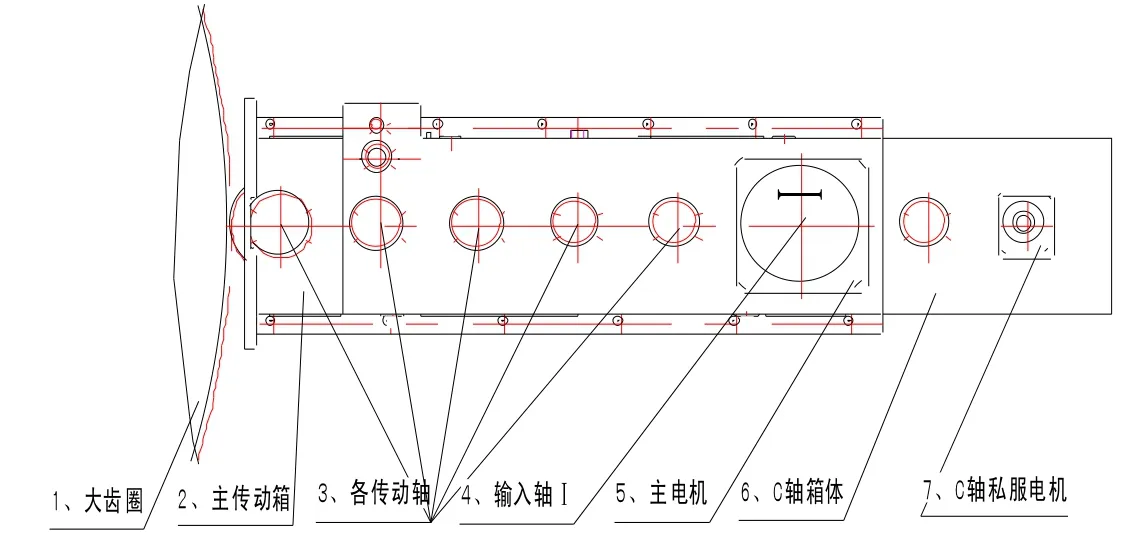
圖1 單伺服電機驅動C 軸傳動鏈
為改進分度精度,消除齒輪間隙,我公司采用了雙齒輪消隙帶動大齒圈精密分度的工藝方法,通過C 軸箱上面的輸入軸Ⅰ上的一臺伺服電動機驅動,經過多級齒輪降速后,同時驅動兩條傳動鏈來實現C 軸進給,傳動鏈兩個末端齒輪分別與大齒圈正向齒面及反向齒面相接處咬合,并對大齒圈的正反齒面施加了一個大小相等方向相反的轉矩,使傳動鏈的間隙為最小,此時采用漲套卡緊活動齒輪,或采用內外齒錯齒差法固定傳動鏈間隙,從而達到了消隙的作用,進而實現高精度分度的作用。檢測以此種方式使工作臺分度,精度可達到±5”。
優點:對于大重型機床而言,本結構是最適合組織生產制造的C 軸箱,而且精度已能滿足絕大多數工件的分度要求。
缺點:機床上增加制造一個獨立的C 軸箱體,而且齒輪精度要求高,增加了較高的加工、裝配、安裝成本,也增加了機床制造安裝周期。
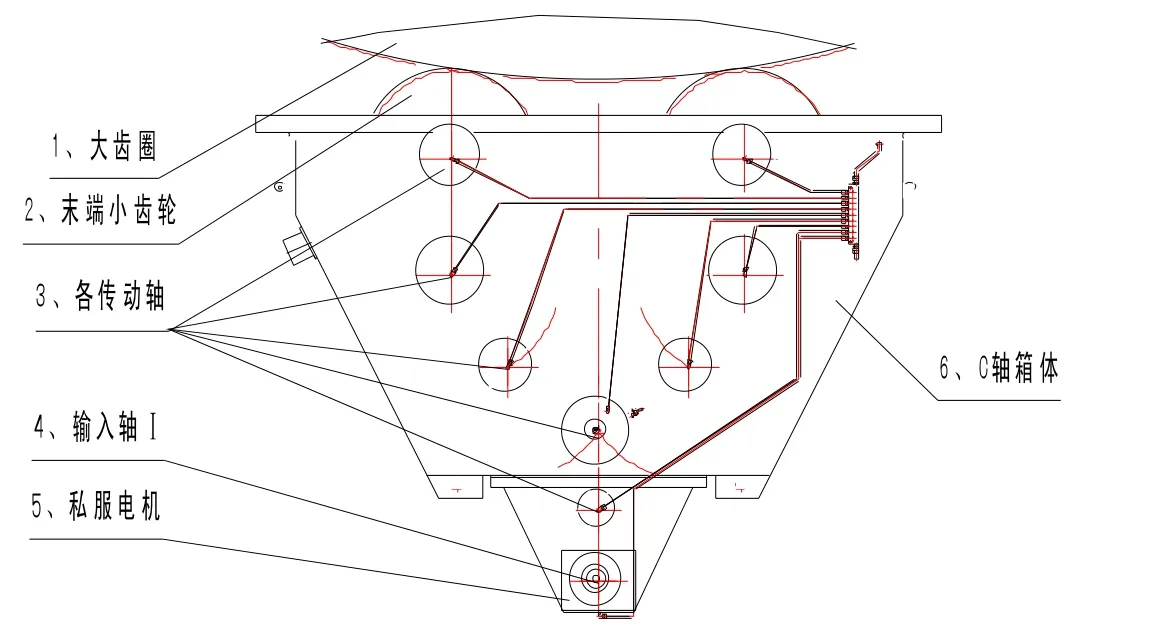
圖2 單伺服電機雙齒輪消隙C 軸分度傳動鏈
小齒片變齒厚消隙法是總結以上兩種優缺點而誕生的C軸結構,在主傳動系統中,主軸采用三級機械變速(中間為空檔),由電磁滑閥- 油缸實現,變速到位后由行程開關發信號執行下一步動作。主傳動鏈采用直流電機連接整套齒輪降速鏈驅動大齒圈轉動,C 軸傳動鏈為單獨的進給電機驅動,當需要C 軸工作時,主傳動必須采用空檔狀態,C 軸齒輪撥叉工作連接分度傳動鏈,在傳動鏈的末端小齒輪有消隙油缸,C 軸進給時,油缸給予適當油壓推動小齒片,拉動兩齒輪(斜齒)寬度,消除傳動鏈間隙。檢測以此種方式使工作臺分度,精度亦可達到±5"。
優點:采用機、電、液集成控制,分度精度高,公用部分傳動鏈,安裝空間小。
缺點:對裝配鉗工的安裝要求較高,需要成熟完善的安裝工藝。

圖3 單伺服電機小齒片變齒厚消隙C 軸分度傳動鏈
以上三種方式均是采用機械結構消除傳動鏈的間隙,而隨著電氣軟件系統的發展,為重型機械行業傳動鏈消隙提供了新的思路,采用數控系統軟件控制技術消除C 軸傳動系統間隙。即雙伺服電機主從控制消隙法,此方法為大重型數控機床近些年高精需求的尖端配置,很多廠家、用戶、學者均比較認可此種消隙方式。采用兩套大功率主軸電機(1PH8 系列),帶動兩套主傳動齒輪傳動鏈,分別連接大齒圈,采用主從同步控制技術,使雙電機能夠很好的實現跟隨運動,實現消除傳動鏈間隙的目的。根據與哈爾濱工業大學的合作研究,我公司從理論上,到實踐上對本種結構進行了立項,并成功應用于各規格大重型機床。檢測以此種方式使工作臺分度,精度亦可達到±3"。
優點:分度精度高,制造難度低,社會反響度、認可度高。
缺點:由于采用兩套主傳動齒輪鏈,在主運動轉速較高時,齒輪易磨損,容易產生噪音等缺點。
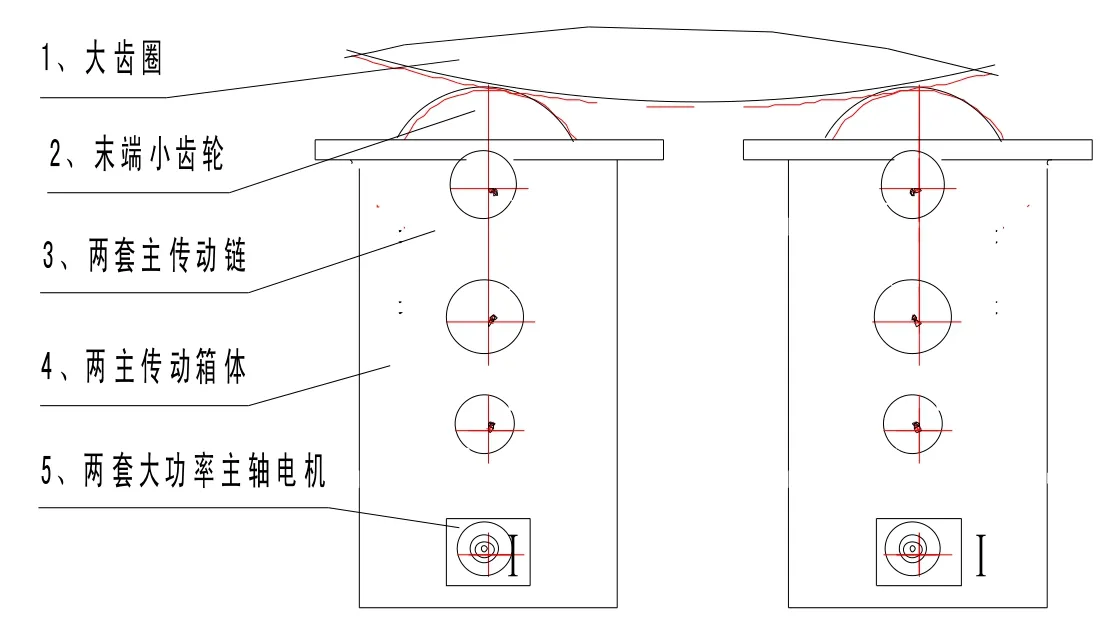
圖4 雙伺服電機主從控制消隙C 軸分度傳動鏈
2 蝸輪蝸桿消隙結構C 軸箱
筆者著重介紹一種與德國專家共同研究開發的新型二次包絡結構蝸輪蝸桿,此種結構蝸輪蝸桿技術在國內多為高校理論研究或小型設備應用上,在數控大重型機床領域應用較少。二次包絡是二次包絡環面蝸桿傳動的統稱,具有多齒嚙合、雙線接觸和潤滑角大的特點。此結構承載能力強、傳遞效率高、使用壽命長,是一種高性能蝸桿傳動形式。明顯的優于圓柱蝸桿傳動裝置,包括扭矩增加吞吐量,提高了準確性,并延長使用壽命。我廠也是首次探究,在德國專家的強烈要求下實施應用及試裝(德國裝配專家現場指導安裝調整),采用雙私服電機驅動兩套傳動鏈,帶動蝸桿嚙合蝸輪(與工作臺把合一體)旋轉,成功應用于出口美國的重型立式分度工作臺上。檢測以此種方式使工作臺分度,精度亦可達到±3"。
優點:承載能力強、傳遞效率高、分度精度高,可靠性高。
缺點:制造工藝復雜、精度控制難、安裝位置調整繁瑣,需要有經驗高水平安裝人員操作。

圖5 雙電機驅動二次包絡蝸輪蝸桿結構C 軸分度工作臺
3 結論
超大型立式分度工作臺是大重型機床保持良好競爭力的根基,其技術研究包含很多方面:高速重載條件下工作臺靜壓導軌研究、如何提高油膜剛度、分析設計制造靜壓導軌油腔數量、材料選擇、油膜溫度控制等,但其中重中之重就是工作臺的C 軸分度結構及精度的設計研究,本文介紹了幾種在數控重型機床領域常用的C 軸分度結構,并且以上結構均已在實踐中得到驗證,比較成熟可靠。為了國產機床在未來數控重型復合機床領域占領一席之地,此方向的研究必須更加深入、專業,爭取國內數控大重型機床以更高精、更可靠的性能在世界打響名片。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
