
淺談壓力容器持證焊工考試氣體保護焊板板立焊焊接工藝
2021-03-07 03:17:34趙治波王剛朱益民李圣東
裝備維修技術 2021年46期
趙治波 王剛 朱益民 李圣東

摘 ?要: 鍋爐、壓力容器等屬于特種設備,根據《特種設備安全監察條例》規定,從事其焊接工作的操作人員需要持證上崗,且持證項目要與所從事焊接的項目對應。各持證項都要進行實踐操作考試,考試合格方可從事相應的工作。現以特種設備焊接操作人員考核項目GMAW-FeⅡ-3G-14-FefS-11/15為例,講述板對板立焊位置焊接工藝參數、操作手法及注意事項,特別是在打底焊時采用了向下立焊法,焊接效果更好。
關鍵詞:壓力容器、GMAW-FeⅡ-3G-14-FefS-11/15、板對板、立焊、焊接工藝
引言
特種設備焊接操作人員需要進行相應項目考試,TSG Z6002-2010《特種設備焊接操作人員考核細則》的要求中明確規定了考試各事項。GMAW-FeⅡ-3G-Fsfs-11/15 就是一種持證焊工持證項目。其考核項目含義為表示焊接方法為手工CO2氣體保護焊,鋼板厚度為14mm的Q345R(或Q345)對接焊縫立焊試件,單面焊雙面成型,背面無保護氣體,采用噴射弧施焊,試件全焊透,填充金屬為實芯焊絲。
1 焊接質量要求
根據TSG Z6002-2010《特種設備焊接操作人員考核細則》的要求,試件檢驗為外觀檢查、射線檢測和彎曲試驗
(1)外觀檢查
焊縫表面:不得有裂紋、未熔合、夾渣、氣孔、焊瘤和未焊透,咬邊深度≤0.5mm、兩側咬邊總長度不得超過焊縫總長的10%,背面凹坑深度不大于2mm、總長度不超過焊縫長度的10%。
焊縫外形尺寸:焊縫余高0-4mm,焊縫余高差≤3,焊縫寬度比坡口每側增寬0.5-2.5mm、寬度差≤3mm,焊縫邊緣直線度≤2mm,背面余高≤3mm。
試件外形尺寸:焊后變形角度≤3°,錯邊量≤1.4mm。
(2)射線檢測
試件的射線檢測按照NB/T47013.2《承壓設備無損檢測》標準進行,射線檢測技術不低于AB級,焊縫質量等級不低于Ⅱ級 (焊接接頭內不允許存在裂紋、未熔合,雙面焊以及加墊板單面焊中的未焊透)。
(3)彎曲試驗
彎曲試驗參照GB/T2653《焊接接頭彎曲實驗方法》進行2件試樣側彎,拉伸面上的焊縫和熱影響區內,沿任何方向不得有單條長度大于3mm的開口缺陷。
2 焊前準備
(1)焊接試件材料、規格
試件材質 Q345(Q345R)δ14mm鋼板剪板機剪切下料(2件),尺寸300mm×100mm,試件校直后機加工加工單邊V形破口,如下圖
(2)磨光機修磨鈍邊,其尺寸為0.5-1mm ,可自己調整,無毛刺。
(3)試件焊接前需要清理破口及其兩側20mm范圍內的油污、鐵銹,直至露出金屬光澤。
(4)試件點裝裝配焊接開始端間隙為3.2mm,最終端為4.0mm,錯變量≤1.2mm。
(5)定位焊采用與焊接件相同的焊材,在試件反面距兩端20mm之內進行,焊縫長度為10-15mm,并將試件固定在焊接支架上。
(6)試件要預置反變形量為3°-4°。
(7)準備鏨子、鋼絲刷等工具。
3 焊接工藝及操作
(1)焊接設備選擇
焊機型號NBC-500型(最大焊接電流500A),直流反接(工件接焊機負極,焊槍接焊機正極)。
(2)焊接材料選擇
焊材要根據焊接工件材質選擇,其選擇原則同時要符合以下條件:CO2氣體保護焊所用材料包括母材、焊絲和保護氣體。母材的力學性能和化學成分應符合國家標準的有關規定,并有質量合格證明書,方準使用。焊接材料根據試件材質選擇焊絲型號為ER50-6(H08Mn2SiA),直徑1.2mm。
CO2氣體保護焊所用保護氣體的純度應不低于99.5%(體積分數),其含水量不得超過0.005(質量分數)。CO2氣體保護焊應有足夠的流量,應及時清除附著在導電嘴和噴嘴上的飛濺物,確保良好的保護效果。單純CO2氣體保護飛濺較大,嚴重影響焊縫外觀質量。目前大多數廠家采用混合氣體保護,一般采用氬氣和二氧化碳混合氣體,氣體流量一般為12-18L/min。我們選擇參數是:混合氣體保護(80%Ar+20%CO2),氣體流量15L/min。
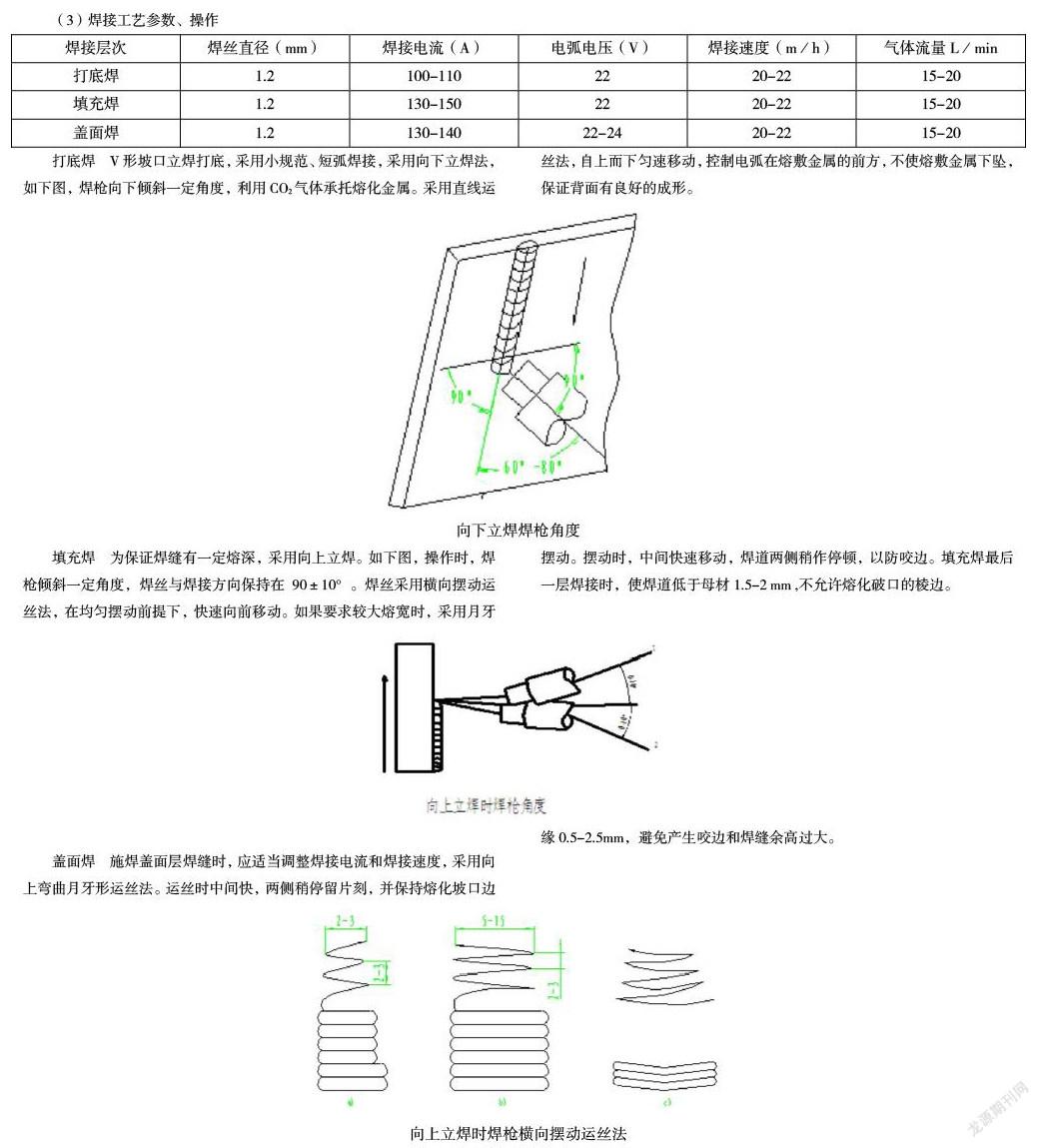
(3)焊接工藝參數、操作
焊接層次 焊絲直徑(mm) 焊接電流(A) 電弧電壓(V) 焊接速度(m/h) 氣體流量L/min
打底焊 1.2 100-110 22 20-22 15-20
填充焊 1.2 130-150 22 20-22 15-20
蓋面焊 1.2 130-140 22-24 20-22 15-20
打底焊 ?V形坡口立焊打底,采用小規范、短弧焊接,采用向下立焊法,如下圖,焊槍向下傾斜一定角度,利用CO2氣體承托熔化金屬。采用直線運絲法,自上而下勻速移動,控制電弧在熔敷金屬的前方,不使熔敷金屬下墜,保證背面有良好的成形。
向下立焊焊槍角度
填充焊 ?為保證焊縫有一定熔深,采用向上立焊。如下圖,操作時,焊槍傾斜一定角度,焊絲與焊接方向保持在90±10°。焊絲采用橫向擺動運絲法,在均勻擺動前提下,快速向前移動。如果要求較大熔寬時,采用月牙擺動。擺動時,中間快速移動,焊道兩側稍作停頓,以防咬邊。填充焊最后一層焊接時,使焊道低于母材1.5-2 mm ,不允許熔化破口的棱邊。
蓋面焊 ?施焊蓋面層焊縫時,應適當調整焊接電流和焊接速度,采用向上彎曲月牙形運絲法。運絲時中間快,兩側稍停留片刻,并保持熔化坡口邊緣0.5-2.5mm,避免產生咬邊和焊縫余高過大。
向上立焊時焊槍橫向擺動運絲法
a)小幅擺動b) 月牙形擺動c)不推薦的月牙形下彎擺動
4 注意事項
(1)采用與v形坡口對接平焊相同的試件及試件裝配要求進行定位焊,預置反變形量3°-4°,然后按立焊位固定在焊接架上,距離地面800-900 mm高度。
(2)采用向下立焊法焊接第一層(打底層),焊絲采用直線運絲法;第二層以后采用向上立焊﹑月牙形擺動運絲法。施焊蓋面焊縫時,要避免出現咬邊和焊縫余高過大。
(3)焊接各層之間要清理焊渣、飛濺,漏出金屬光澤。
5 結論
本焊接工藝中打底焊采用向下立焊是比較理想的焊接工藝,利于背面成型,較傳統向上立焊法大大減少了焊接缺陷。焊接操作人員只要按照上述內容,精心制作試板,嚴格執行焊接工藝參數,注意焊接過程注意事項,就能焊出合格的試件。故而此工藝方法可以推廣使用。
參考文獻:
[1]李亞江、王娟《氣體保護焊工藝及應用》 [M]化學工業出版社2009.9。
[2]全國鍋爐壓力容器標準化技術委員會《承壓設備焊接工程師培訓教材》[M]云南科技出版社2004.8。
[3]高忠民《熔化極氣體保護焊》[M]金盾出版社2013.02.01。
[4]沈言錦《焊接技術基礎》[M]機械工業出版社2018.11.01。
[5]勞動和社會保障部教材辦公室組織編寫《焊工》[M]中國勞動社會保障出版社2003.12。
3978500589243
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
