六西格瑪方法在提高65Mn鋼初煉成分合格率上的應用
2021-03-16 06:55:06郭慶軍
山東冶金 2021年1期
郭慶軍
(山鋼股份萊蕪分公司煉鋼廠,山東 濟南271126)
1 前 言
經(jīng)統(tǒng)計,萊鋼窄帶線65Mn 鋼連續(xù)8 批次的初煉成分合格率平均為64.7%,C、P 初煉成分波動較大,造成鋼材性能的波動,并最終影響到產(chǎn)品質(zhì)量。該鋼種自開發(fā)成功以來,性能的均勻性一直是客戶關(guān)注的重點,容易引發(fā)質(zhì)量異議,影響萊鋼窄帶新產(chǎn)品在市場上的競爭力。為提高65Mn鋼C、P初煉成分合格率,引入六西格瑪工具對影響因素進行分析,六西格瑪改進模式共分為5 個階段,每個階段在邏輯上都是緊密相聯(lián)的,每一個分析和改進步驟的進行與評估都是以充分的數(shù)據(jù)作支撐,是一個邏輯嚴密的過程循環(huán)。通過梳理工藝路線,查找需要改進的方向,并對缺陷進行定義,確定需要改進的方向。項目組引入六西格瑪管理工具,對65Mn 鋼種生產(chǎn)過程存在的問題進行系統(tǒng)分析,制定針對性解決措施,實現(xiàn)產(chǎn)品質(zhì)量穩(wěn)定性的提高。
2 六西格瑪方法的應用
2.1 工藝路線
煉鋼廠窄帶線65Mn鋼工藝流程如圖1所示。
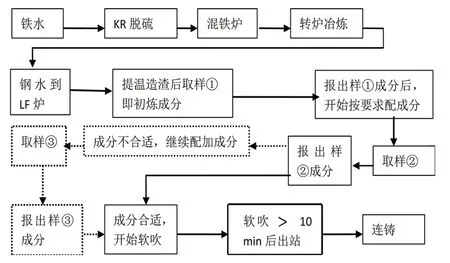
圖1 65Mn鋼工藝流程
65Mn 系列鋼種在LF 爐的精煉周期在40 min左右,其中軟吹保證10 min以上,軟吹時間越長,鋼水“潔凈度”越高。鋼水到站樣①成分出來后開始按照鋼種要求調(diào)整成分,成分偏差大爐次首先按照質(zhì)量計劃要求鋼種成分下限進行調(diào)整,取樣化驗成分再按照標準中限進行微調(diào),成分偏差大的爐次可能會導致精煉周期延長,最終影響連鑄的“恒拉速”,從而對鋼材質(zhì)量造成一定的影響。從LF爐精煉周期看,保證鋼水初煉成分滿足要求,就可以縮短調(diào)整成分的時間,在規(guī)定的精煉周期內(nèi)軟吹時間就可以延長,鋼水質(zhì)量相應得到了提高。
六西格瑪?shù)膬r值觀之一就是聚焦過程改進,減少或消除過程變異。項目組針對可能影響65Mn系列鋼種碳磷初煉成分的過程進行梳理,并最終確定本項目的涉及過程(見圖2)[1]。
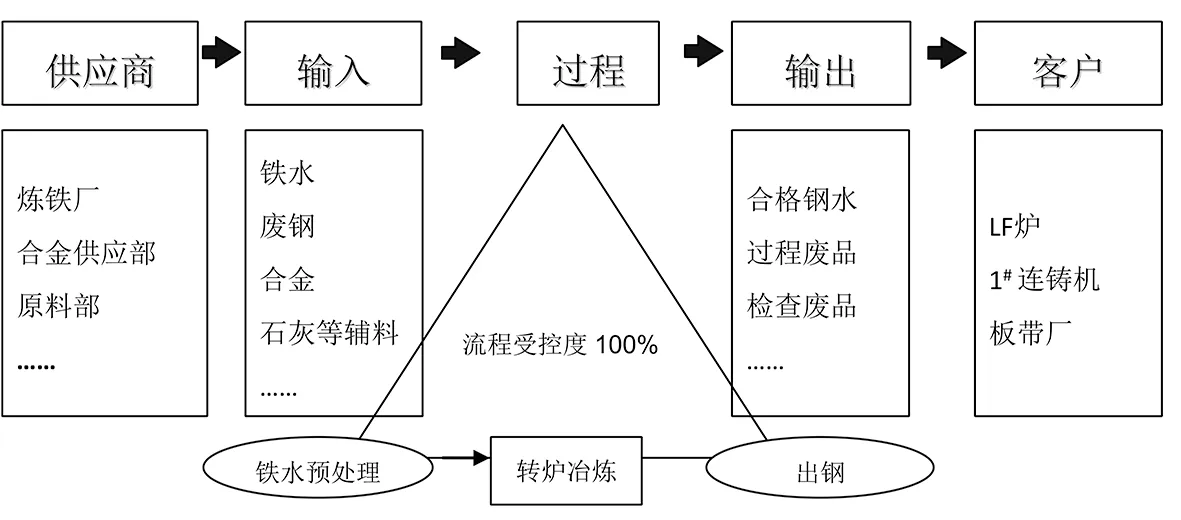
圖2 項目過程示意圖
2.2 定義階段
2.2.1Y及缺陷的定義
65Mn系列鋼種初煉成分合格率指的是鋼水初煉成分滿足轉(zhuǎn)爐內(nèi)控要求的合格率。同時規(guī)定:鋼水碳初煉成分低于轉(zhuǎn)爐內(nèi)控標準下限高于標準上限,磷初煉成分高于標準上限的定義為Y的缺陷。

Y1碳元素初煉合格率為 碳 元 素 初 煉成 分在0.53%~0.63%的合格率。Y2磷元素初煉合格率為磷元素初煉成分在≤0.02%區(qū)間內(nèi)的合格率。
1.2.2Y現(xiàn)狀及其影響因子
提高65Mn鋼C、P初煉成分是企業(yè)提質(zhì)增效的內(nèi)部需求,從連續(xù)8 批次65Mn 系列鋼種初煉成分不合格爐次統(tǒng)計情況來看,碳磷初煉成分不合爐次占不合格總爐數(shù)的85.6%(見圖3),C、P不合格比例決定了65Mn鋼初煉成分合格率的高低。從分批次統(tǒng)計來看,65Mn 系列鋼種C、P 初煉成分合格率波動較大(見圖4),說明整體控制水平仍然處在較低水平。
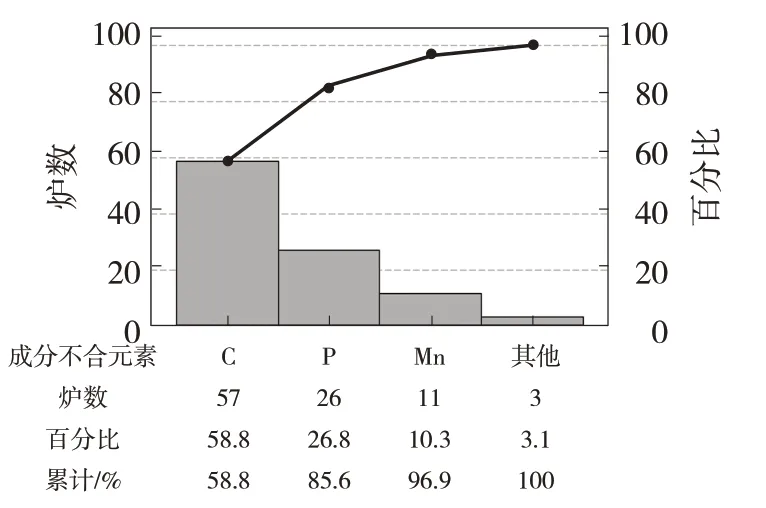
圖3 65Mn鋼初煉成分不合格品統(tǒng)計
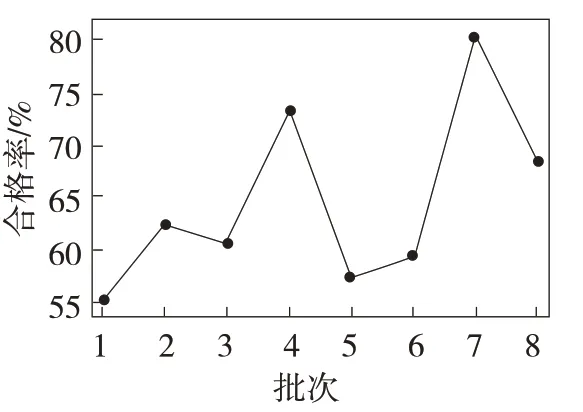
圖4 65Mn鋼初煉成分合格率統(tǒng)計
2.3 測量階段
2.3.1 測量系統(tǒng)分析[2]
在定義階段,確定了關(guān)鍵質(zhì)量特性為65Mn 鋼種的C、P 含量,因此將65Mn 鋼種的C、P 含量作為被測量對象,通過制定詳細的測量計劃進行測量系統(tǒng)分析(MSA)。分析結(jié)果見表1。
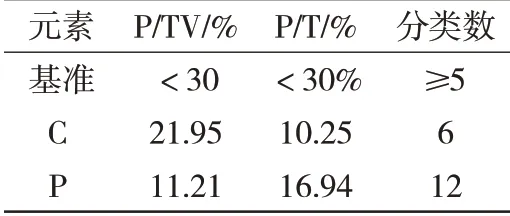
表1 C、P元素測量結(jié)果
通過表1可知,C、P元素的%P/TV和%P/T均<30%,可區(qū)分類別數(shù)均>5,測量系統(tǒng)可以接受。
2.3.2 微觀流程分析與因果矩陣
為了找出確切原因,針對輸入變量、過程變量、輸出變量三方面繪制了微觀流程圖,并根據(jù)人、機、料、法、環(huán)等方面找出對輸出指標的相關(guān)影響因子,同時根據(jù)重要度進行打分。為避免遺漏因子,根據(jù)微觀流程分析與因果矩陣分值結(jié)果繪制了Pareto圖(見圖5)。共篩選出擋渣效果、槍位控制、氧壓控制等19 個因子,需要重點關(guān)注這些因子對初煉合格率的影響。
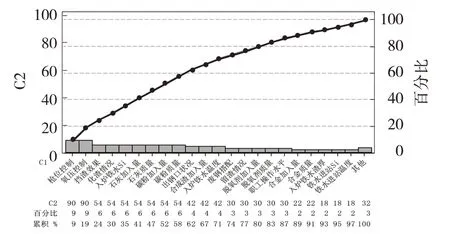
圖5 流程因子對初煉合格率的影響程度
2.3.3 失效模式及效果分析
為了發(fā)現(xiàn)及評價流程中的C、P 初煉成分不合格及其帶來的后果,確定消除或減少C、P初煉成分不合發(fā)生機會的措施。即時實施減少C、P 初煉成分不合發(fā)生的機會,并使損失降低最大化;預防C、P初煉成分不合鋼水進入下一道工序;估計潛在的設(shè)計和流程不足之處。通過對矩陣中篩選的19個因子進行了潛在失效模式分析,從失效模式、失效后果并找出失效的起因機理,分別在嚴重度、出現(xiàn)頻度和探測度3 個緯度根據(jù)得出進行失效的起因綜合評價,并通過柏拉圖(見圖6)對導致C、P 初煉成分不合的起因和機理因子的RPN 指數(shù)進行排序分析。
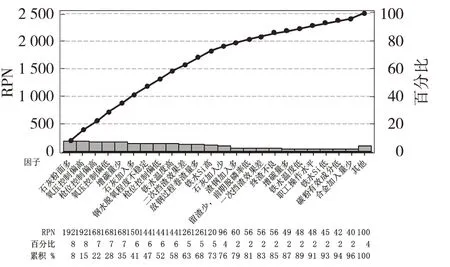
圖6 C、P初煉成分不合的起因和機理因子RPN指數(shù)柏拉圖
逐個因子進行了分析并根據(jù)二八原則篩選出11 個關(guān)鍵因子,其中7 個可以進行快速改善,而對于入爐鐵水Si、入爐鐵水溫度、碳粉加入量、石灰加入量等對C、P 初煉成分不合的影響雖然有一定的認識,但無具體量化指標,現(xiàn)場操作調(diào)整方法也不統(tǒng)一,各班次相差很大,需要進行深入研究。
2.3.4 快速改善
根據(jù)失效模式及效果分析確定7 個因子進行快速改善,分別制定相應的改善措施,并進行效果驗證,如表2所示。
2.4 分析階段
分析階段的主要任務(wù)是根據(jù)DM 階段遺留的因子進行驗證是否對缺陷有顯著影響,并結(jié)合生產(chǎn)實際情況確定關(guān)鍵因子。項目團隊根據(jù)收集的數(shù)據(jù)特性合理選擇工具,本項目選擇回歸對數(shù)據(jù)進行分析,得出回歸方程:
初煉碳=0.997-0.000 485 鐵水溫度-0.202鐵水Si+0.000 193石灰+0.000 277增碳劑;
初煉磷=-0.034 4+0.000 045 鐵水溫度+0.022 5鐵Si-0.000 010石灰。
根據(jù)殘差圖分析,鐵水溫度、鐵水Si、石灰加入量、碳粉加入量對初煉碳的影響較為顯著,鐵水溫度、鐵水Si、石灰加入量對初煉磷的影響較為顯著。從生產(chǎn)實際分析,以上結(jié)論較為合理。
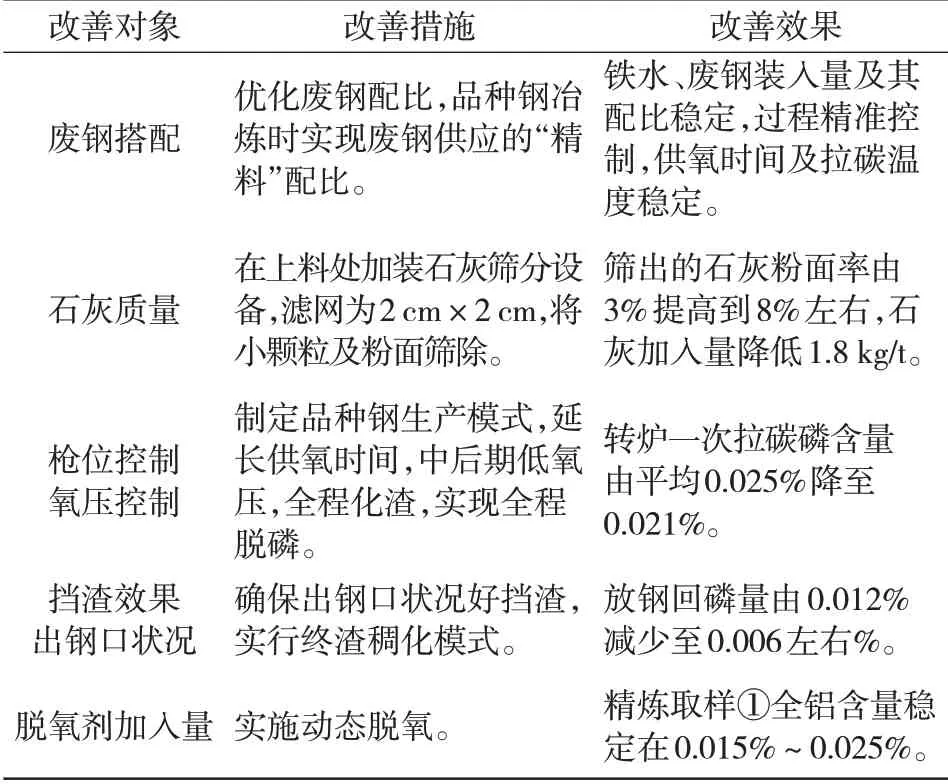
表2 7個因子快速改善措施及效果驗證
2.5 改進階段
在A階段已經(jīng)確認了關(guān)鍵因子,為了得到各因子的最佳值,采用DOE 試驗的方法[3],尋找各因子的最佳設(shè)置,項目組制定了試驗計劃。采用全因子試驗設(shè)計2k,復制2 次,為了判斷中心點是否顯著,增加4個中心點,共20次試驗。但是從DOE實驗結(jié)果分析看,彎曲項P=0<0.05,說明相應變量存在彎曲現(xiàn)象,因此改用響應曲面設(shè)計進行分析。為保持溫度的序貫性,采用中心復合表面設(shè)計(CCF)。通過P值、殘差分析圖以及響應變量對自變量的散點圖確定模型是顯著的,各主效應項均顯著,試驗模型沒有彎曲和失擬。同時使用響應優(yōu)化器尋找最優(yōu)區(qū)域。通過終點碳、磷的回歸系數(shù)以及響應變量優(yōu)化器圖進行指導生產(chǎn),即根據(jù)入爐鐵水溫度和鐵水Si 來指導石灰加入量,并得到滿足要求的終點碳、磷含量。石灰加入量參考值見表3。
表3為原料條件滿足實驗要求時理論加入量。同時在生產(chǎn)中存在不可抗拒元素,原料條件無法達到要求,對于異常按照以下方式處理:鐵水Si>0.5%,每增加0.05%,石灰加入量增加100~150 kg,同時混鐵爐鐵水溫度按下限控制。鐵水Si<0.3%,石灰加入量按不低于1 100 kg 加入,同時混鐵爐鐵水溫度按上限控制。
改善階段的工作重點是提高放鋼碳、降低一次拉碳磷含量,通過快速改善以及DOE 分析并制定了指導生產(chǎn)的石灰加入量參考表,從生產(chǎn)檔案中選取A 階段的放鋼碳、磷生產(chǎn)數(shù)據(jù)與I 階段數(shù)據(jù)進行改善效果驗證(見圖7)。
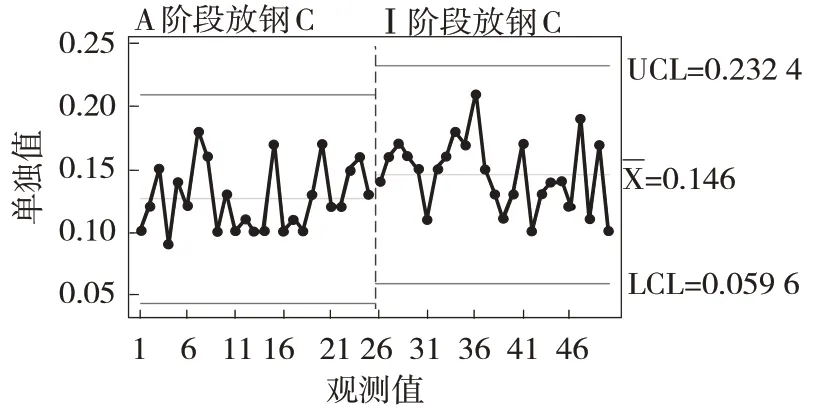
圖7 放鋼碳分階段控制圖
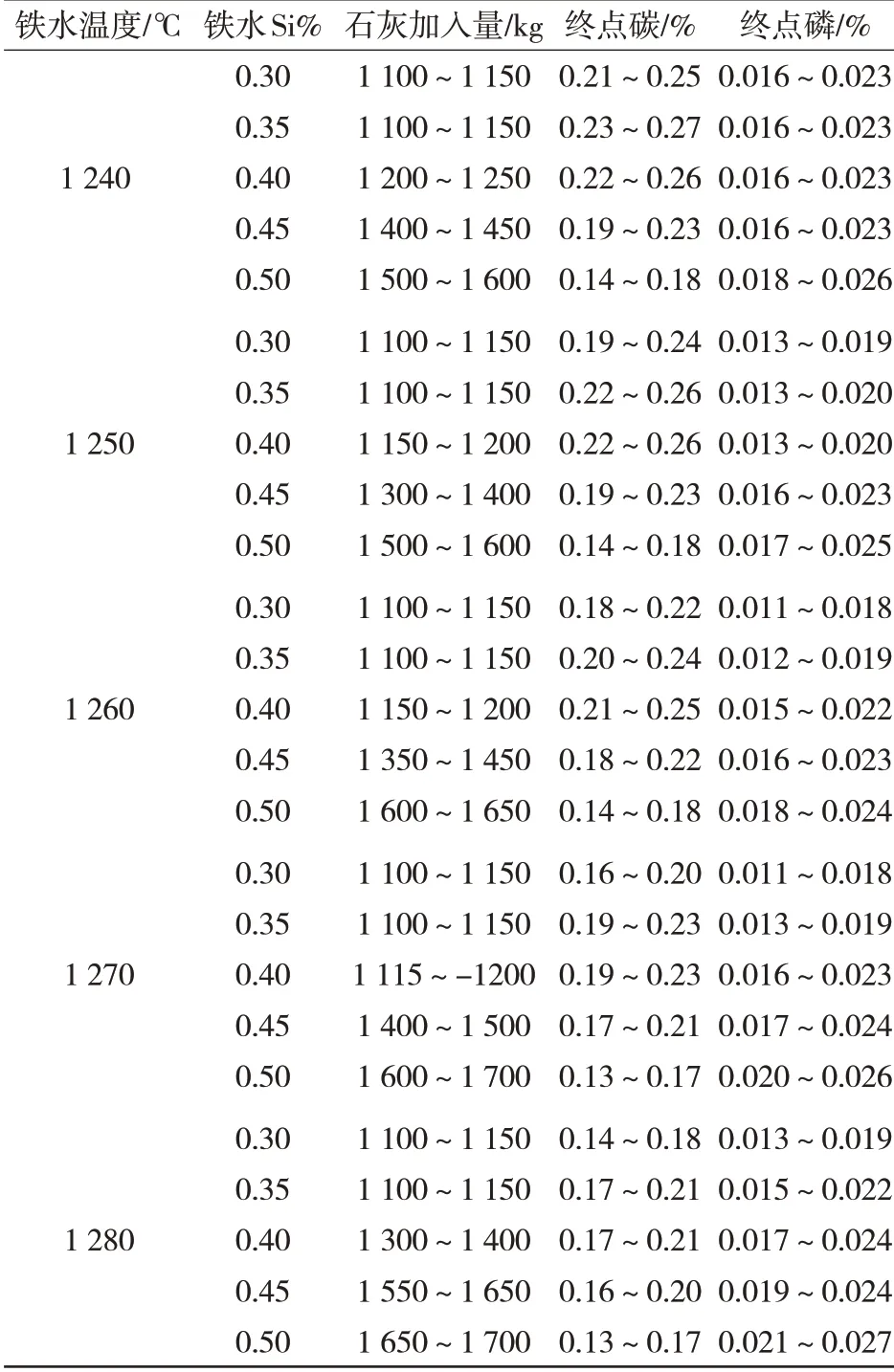
表3 轉(zhuǎn)爐石灰加入量參考值
通過圖7可以看出,改善階段所做的工作達到了一定的效果,一次拉碳和放鋼碳均得到了提高,而一次拉碳磷也得到了相應的降低。
2.6 控制階段(C階段)
改善后選取連續(xù)2個月生產(chǎn)的65Mn 鋼成分數(shù)據(jù),對初煉C和初煉P做單值-移動極差控制圖,初煉C和初煉P均處于受控狀態(tài),從分階段控制圖(見圖8、9)對比看出,控制范圍比改善前縮小,說明整個改善過程是有效的。
3 結(jié) 語
通過運用六西格瑪工具找出造成65Mn鋼C、P初煉成分合格率偏低的原因,制定針對性快速改善措施;對于無法快速改善的因子,運用DOE的分析預測功能,給出各種原材料條件下加料量,實現(xiàn)了終點數(shù)據(jù)的精準控制。通過合理利用六西格瑪管理工具,制定了轉(zhuǎn)爐石灰加入量參考表及中高碳低磷鋼操作模型,提高了轉(zhuǎn)爐脫磷率,轉(zhuǎn)爐一次拉碳平均P 含量降低了0.004%以上。在上料口增加石灰篩分設(shè)備,篩出的石灰粉面率由3%提高到8%左右,石灰加入量降低1.8 kg/t鋼。通過貼磚、噴補等手段確保出鋼口漏斗形狀,實行終渣稠化模式,放鋼回磷量由0.012%減少至0.006%左右。65Mn 鋼初煉成分合格率由64.7%提高至82.7%。
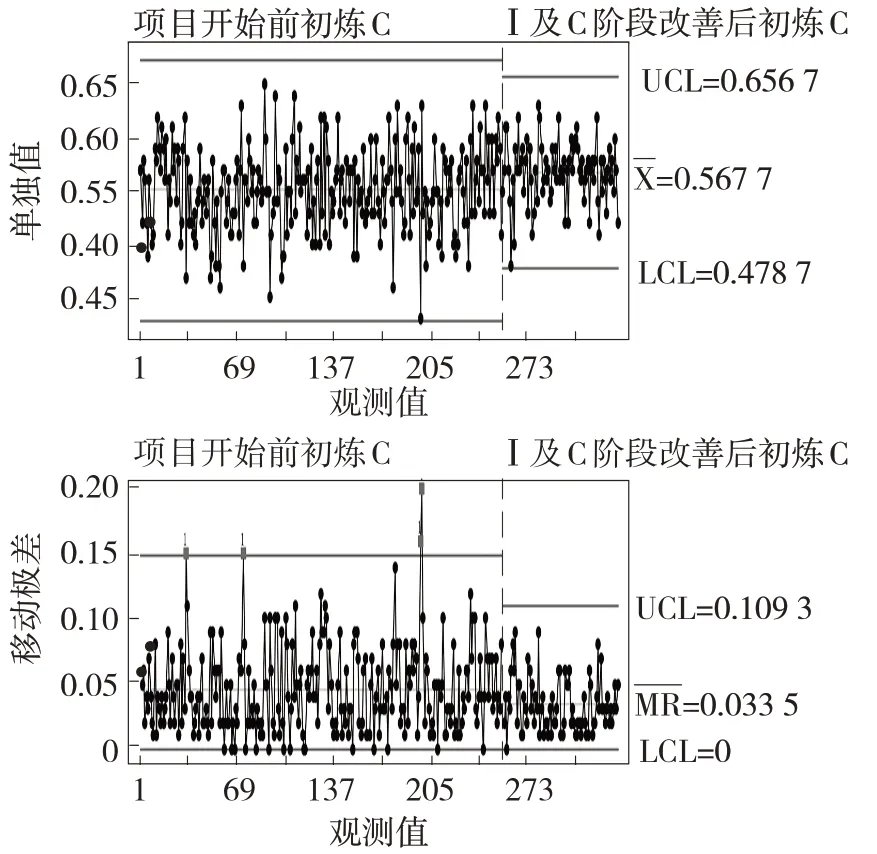
圖8 初煉C分階段控制圖
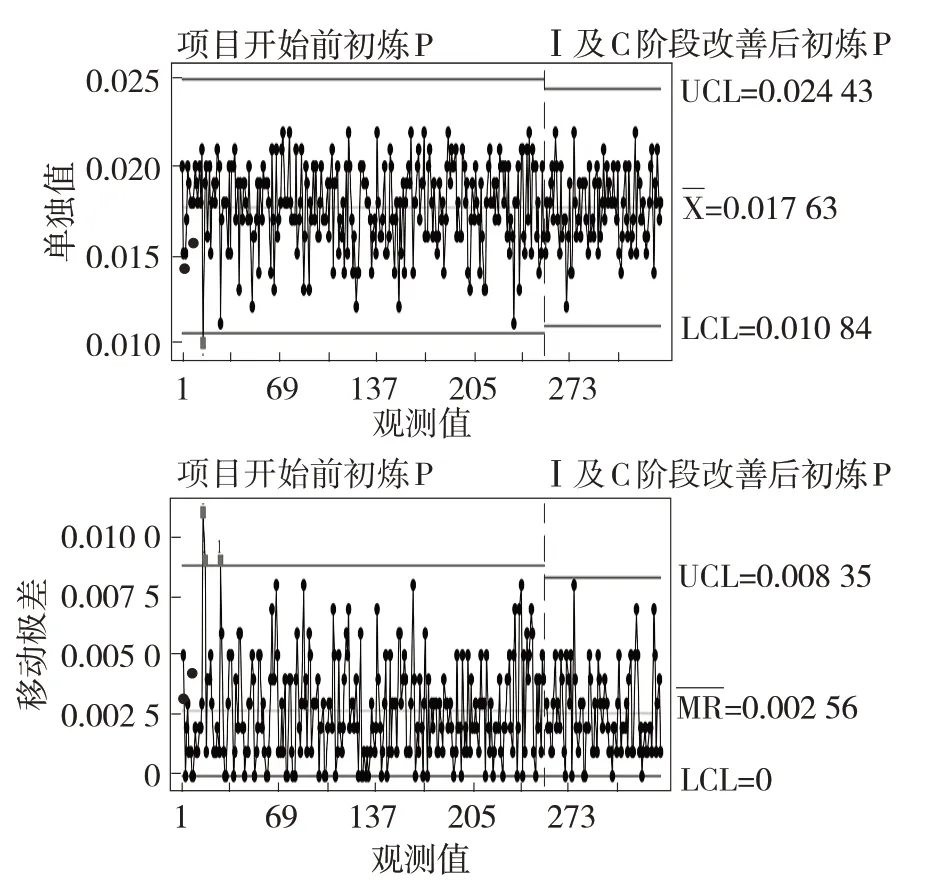
圖9 初煉P分階段控制圖
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:24
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
現(xiàn)代工業(yè)經(jīng)濟和信息化(2016年6期)2016-05-17 05:36:13
中國衛(wèi)生質(zhì)量管理(2015年2期)2015-12-01 05:43:57
現(xiàn)代企業(yè)(2015年8期)2015-02-28 18:55:23
質(zhì)量探索(2015年3期)2015-01-30 09:02:36
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44