車門外板輪廓翻邊R角銳化及回彈控制方案
2021-03-18 02:02:34舒金龍
模具工業(yè) 2021年2期
關(guān)鍵詞:工藝
舒金龍
(北京汽車股份有限公司 沖壓技術(shù)部,北京 101300)
0 引 言
隨著生活水平的不斷提高,消費者對汽車外觀的感官要求越來越高,沖模開發(fā)需要在滿足造型設(shè)計要求的前提下,從細(xì)節(jié)方面提升客戶的主觀評價。現(xiàn)以汽車后門外板的沖模開發(fā)為例,闡述如何針對后門外板翻邊及輪廓R 角進(jìn)行銳化提升處理,并通過優(yōu)化沖壓工藝方案,對成形制件回彈量進(jìn)行優(yōu)化控制。
1 R角縮小處理方案及效果
根據(jù)市場調(diào)研,后門外板B 柱側(cè)R 角一般為1.2~2 mm,視覺上R角較大,制造粗糙。通過分析沖壓工藝排布,確定銳化R角方案,并進(jìn)行加工制造特殊處理。
某車型后門外板如圖1所示,沖壓工藝方案為:①拉深成形;②局部修邊+門把手沖孔;③剩余廢料修邊+沖孔;④翻邊+翻邊整形,如圖2所示。

圖1 后門外板
由圖2 工藝排布可知,工序④翻邊后實現(xiàn)后門外板輪廓成形,凸模基準(zhǔn)一般按照偏置一個料厚設(shè)計,如按理論數(shù)據(jù)加工,由于模具零件研配及調(diào)試,成形的制件R 角會偏大20%~50%,即設(shè)計數(shù)據(jù)R=1.2 mm,凸模R凸=0.5 mm,對應(yīng)成品件輪廓R=1.4~1.8 mm,導(dǎo)致視覺效果較差。考慮對該區(qū)域的NC加工工藝進(jìn)行調(diào)整,針對輪廓R 角加工進(jìn)行重點調(diào)整,方案如圖3所示。

圖2 后門外板工藝排布

圖3 翻邊凸模R角調(diào)整方案
圖3(a)后門外板C 柱純翻邊區(qū)域,凸模采用R=0,圖3(b)后門外板B 柱側(cè)翻邊整形區(qū)域,凸模采用R=0.3 mm。機(jī)加工刀路采取平行車身Z 向(模具Y向)仿形加工,避免X 向(模具方向)R 角加工,保證特殊凸模R 角加工精度。針對該區(qū)域R 角,模具調(diào)試采用人工砂紙平行模具X向推研方式進(jìn)行打磨處理。R 角以外20 mm,沿模具Y 向推研方式進(jìn)行打磨。理論上C柱側(cè)成品件R=0.7 mm,B柱側(cè)R=1 mm(料厚t=0.7 mm)。
該加工方案實施后,后門外板B 柱側(cè)整形輪廓R角明顯銳化,C柱側(cè)輪廓、沖壓單件R<1 mm,滾邊后視覺效果提升明顯,如圖4所示。

圖4 后門外板C柱側(cè)滾邊后輪廓R角
2 縮小R角導(dǎo)致縮頸及開裂問題的優(yōu)化解決方案
原沖壓工藝后門外板B 柱側(cè)采用翻邊+整形的工藝成形,如圖5所示。制件成形過程:上模滑塊下行,壓料芯壓住工序件管理面,翻邊鑲件先接觸板料進(jìn)行翻邊成形;上模滑塊繼續(xù)下行,翻邊成形完成,整形鑲件再接觸板料完成外輪廓R角整形。

圖5 原工藝方案B柱側(cè)成形
受拉深工序過拉深工藝補(bǔ)充及材料延展性影響,制件成形后易出現(xiàn)縮頸或開裂問題,如圖6所示。

圖6 縮頸與開裂
從成形模擬分析角度考慮,拉深工序應(yīng)盡量提高A 面減薄率以達(dá)到最佳的成形效果,因此過拉深量應(yīng)盡量減少。為了避免開裂問題,將過拉深量設(shè)計過多會造成整形多料,二層臺階存料,造成臺階面褶皺,存在影響A面表面質(zhì)量缺陷的風(fēng)險,因此兩者之間應(yīng)達(dá)到一個平衡點,即在翻邊整形不開裂的前提下,盡量減少過拉深工藝補(bǔ)充量。
一般該區(qū)域成形減薄控制標(biāo)準(zhǔn)為:①B 柱區(qū)域制件對拼,形成一個反成形區(qū),拉深工序減薄控制在材質(zhì)n值以內(nèi)(材料加工硬化指數(shù),n值越大,材料均勻變形能力越強(qiáng));②翻邊整形工序二次減薄變化量控制在5%以內(nèi)(目前控制翻邊整形后減薄在20%以內(nèi))。客觀條件下板料材質(zhì)也存在波動,僅控制過拉深量并不能解決開裂風(fēng)險問題。綜合以上因素,對沖壓工藝排布進(jìn)行調(diào)整,如圖7所示。

圖7 優(yōu)化的工藝方案
對后門外板B 柱側(cè)成形方案進(jìn)行調(diào)整,如圖8所示:工序①將車門B柱側(cè)輪廓進(jìn)行過拉深處理,車身Y 向設(shè)計10°~15°拔模角,確保拉深成形性,半月牙起定位作用。工序②分塊將工藝補(bǔ)充部分沖裁,工序③將后門B 柱側(cè)輪廓整形,左右件對拼工藝補(bǔ)充采用空切方式實現(xiàn),改變原有翻邊+整形的工藝方法,該方式可使材料在整形時從外側(cè)流入,不單純依靠過拉深量,在降低開裂風(fēng)險的同時,保證R角成形一致性。工序④將后門外板B 柱側(cè)二層滾邊R角、C 柱側(cè)輪廓翻邊成形,由于工序③已完成輪廓R角成形,翻邊工序不會對該區(qū)域的材料產(chǎn)生拉力,避免了原成形工藝造成的開裂風(fēng)險。該工藝方案在新車型開發(fā)中應(yīng)用,模具批量生產(chǎn)穩(wěn)定,成形制件未發(fā)生縮頸及開裂問題,方案驗證實施有效。

圖8 后門外板B柱側(cè)成形方案調(diào)整
3 后門外板回彈控制優(yōu)化方案
總結(jié)以往車型開發(fā)經(jīng)驗,車門外板在自由狀態(tài)下普遍存在1~2 mm 的回彈,夾持狀態(tài)下,個別位置也存在超公差(±0.5 mm)的回彈,如圖9所示。制件精度不良、回彈量大,影響后期滾邊總成整改方案,不利于車型導(dǎo)入時匹配問題識別,原工藝方案制件檢測如圖10所示,檢測結(jié)果如表1所示。
根據(jù)AutoForm 軟件回彈分析結(jié)果與現(xiàn)場制件檢測結(jié)果對比分析,回彈趨勢一致。受翻邊間隙與板料材質(zhì)差異影響,AutoForm 軟件分析回彈0.6 mm左右,實際回彈值在1 mm 左右。經(jīng)現(xiàn)場實物分析,制件在修邊后,工序件貼合模具凸模,沒有回彈,翻邊后制件出現(xiàn)回彈,因此應(yīng)考慮翻邊因素導(dǎo)致制件出現(xiàn)回彈。
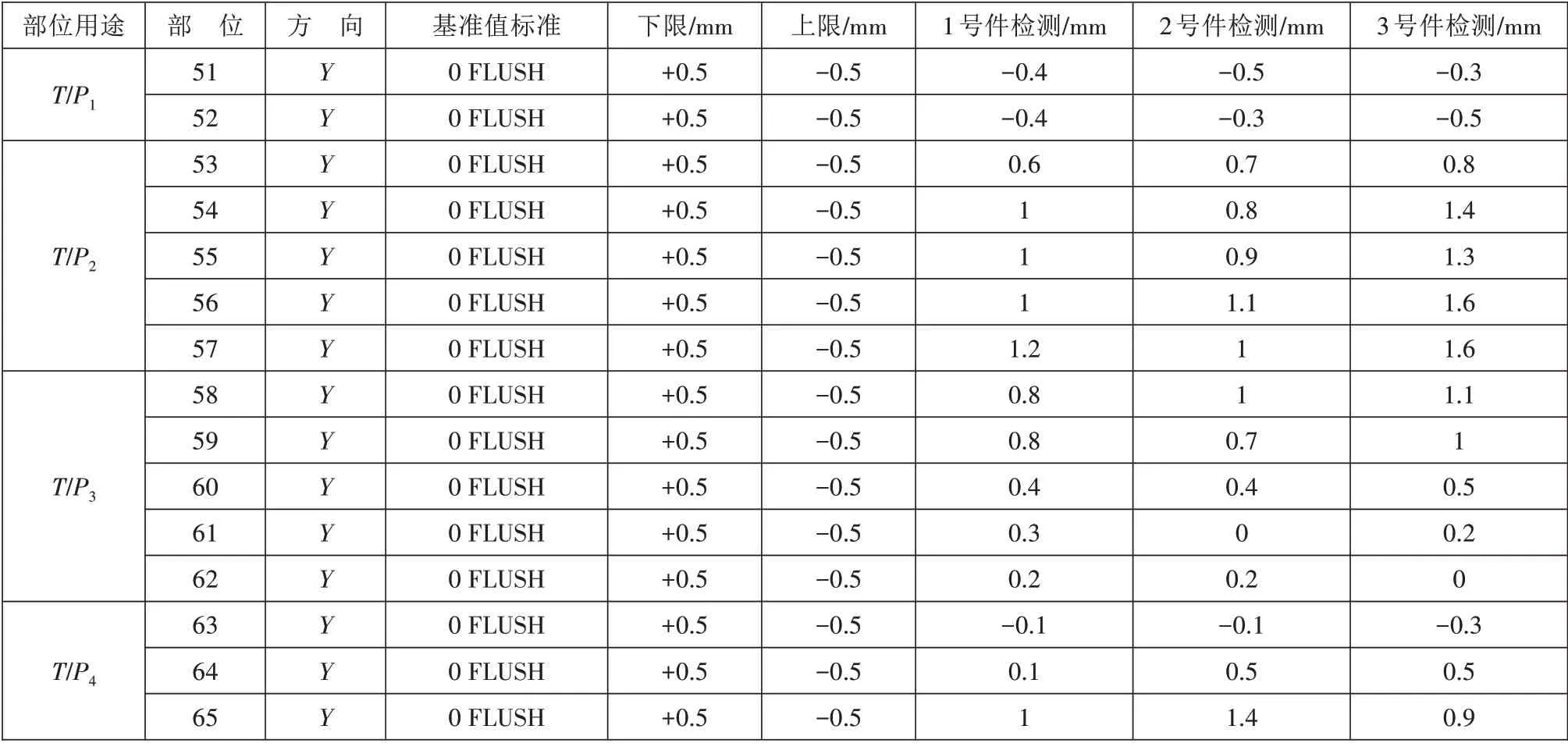
表1 檢測結(jié)果

圖9 后門外板原工藝AutoForm回彈模擬分析結(jié)果

圖10 后門外板B柱區(qū)域面差檢測
車門外板輪廓翻邊弧長由該車型造型設(shè)計弧度決定,平緩的造型弧度,翻邊較均勻,應(yīng)力變化較小,而家用轎車或SUV 車型,為凸顯造型理念,車身弧度變化較大(一般為外凸造型)。車門外板包邊(滾邊)直線段需要至少5 mm 的內(nèi)外板包邊量以滿足強(qiáng)度要求,車門外板翻邊長度一般控制在8.5 mm左右,會造成車門外板翻邊成形過程中存在多料翻邊,應(yīng)力不勻,使制件出現(xiàn)回彈。
如何改變翻邊應(yīng)力不勻,是解決制件回彈的關(guān)鍵要素。
(1)調(diào)整翻邊工藝缺口,在翻邊工序做翻邊鑲件先后刃入,調(diào)整翻邊先后順序,達(dá)到平衡翻邊應(yīng)力的目的,降低制件回彈,該方案在機(jī)蓋外板前風(fēng)擋區(qū)域模具開發(fā)中已普遍應(yīng)用。
(2)調(diào)整翻邊工藝缺口方案的同時,翻邊成形采用壓料翻邊工藝結(jié)構(gòu),如圖11所示,成形過程中,翻邊料邊處于托料芯與上模翻邊鑲件之間,受托料力擠壓,翻邊料邊處于可控狀態(tài),通過調(diào)整壓料著色狀態(tài),調(diào)整翻邊料邊流入速度,降低料邊受制件弧度影響造成的翻邊多料現(xiàn)象,使翻邊應(yīng)力均勻。

圖11 壓料翻邊結(jié)構(gòu)
后門外板應(yīng)用壓料翻邊工藝方法,AutoForm 分析結(jié)果顯示,回彈結(jié)果在±0.3 mm,如圖12 所示,符合工藝分析模擬要求,對模具開發(fā)進(jìn)行實物驗證。
根據(jù)制件三坐標(biāo)檢測結(jié)果顯示,制件回彈值與分析結(jié)果一致,符合GD&T(全局描述附表、形位公差表)要求,制件滿足精度質(zhì)量要求,回彈問題得到解決。

圖12 新方案AutoForm回彈模擬分析結(jié)果
4 結(jié)束語
提升沖壓件外觀細(xì)節(jié)處質(zhì)量,保證生產(chǎn)穩(wěn)定性,控制制件回彈是沖壓工程師應(yīng)重點研究的課題,經(jīng)過2 個車型項目成形分析計算及項目開發(fā)實物對比驗證,確認(rèn)的結(jié)論如下:①車門外板翻邊輪廓R 角縮小能提升精致感,R 角值可以控制在0.7~1 mm;②車門外板采用壓料翻邊工藝,能有效降低沖壓件的回彈。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
