新能源汽車電池架空心鋁型材擠壓模設計
2021-03-18 02:02:40陳文琳段平起阮祥明
模具工業(yè) 2021年2期
徐 晨,陳文琳,段平起,阮祥明
(1.合肥工業(yè)大學 材料科學與工程學院,安徽 合肥 230009;2.安徽生信鋁業(yè)股份有限公司,安徽 宣城 242000)
0 引 言
鋁合金擁有良好的力學性能、焊接性和耐腐蝕性,同時比強度較高,價格低廉,廣泛應用于民用建筑、交通運輸、航空航天等領域[1]。鋁合金也為汽車輕量化發(fā)展帶來新的可能,其在汽車零部件中的占比越來越高,而生產(chǎn)性能與尺寸均符合要求的鋁合金型材又成為新的挑戰(zhàn)。計算機行業(yè)的蓬勃發(fā)展也為制造業(yè)帶來新的工具,各類數(shù)值模擬軟件的應用提高了工業(yè)生產(chǎn)的效率[2,3]。伴隨軟件技術的進步,各類參數(shù)如溫度、速度、應力應變等都可以通過模擬獲得,其精度也逐步提高,對模具設計與優(yōu)化及工藝方案的制定與完善產(chǎn)生了重要影響,提高了生產(chǎn)效率[4-7]。因此基于數(shù)值模擬的空心鋁型材擠壓過程分析及模具優(yōu)化,對提升產(chǎn)品成型質量,降低生產(chǎn)成本,促進制造業(yè)發(fā)展具有重要意義[8,9]。
現(xiàn)以用于新能源汽車電池架的空心鋁型材為研究對象,基于相關設計準則對擠壓模進行設計,并結合有限元模擬技術獲得鋁型材擠壓過程中鋁合金的流動速度分布情況,從而改進模具結構,實現(xiàn)生產(chǎn)合格型材的目的。
1 模具設計
用于新能源汽車電池架的空心鋁型材的結構及部分尺寸如圖1所示。材料為AA6061鋁合金,型材的截面面積為1 258.8 mm2,最大外接圓直徑為φ191.9 mm。該型材為不對稱件,有4 個空腔與1 處懸臂,可采用分流組合模進行擠壓生產(chǎn)。經(jīng)過計算[10],其型材截面復雜系數(shù)為1.6,屬于較難成型的型材。
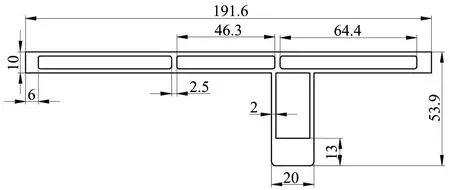
圖1 型材截面
根據(jù)相關設計標準[10],選擇的坯料尺寸為φ220 mm×600 mm,選取的擠壓筒直徑為φ226 mm,經(jīng)計算可得擠壓比為31.9。利用擠壓力計算公式[4]得出擠壓力為21.1 MN,選用25 MN 的擠壓機進行擠壓成型。根據(jù)擠壓機的規(guī)格,選擇配套的模具尺寸為φ358 mm×260 mm,其中上模尺寸為φ358 mm×105 mm,下模尺寸為φ358 mm×155 mm。
查閱相關文獻[11],并結合型材的具體形狀,根據(jù)孔隨形走的設計原則,在上模設計8個分流孔,其中大小和結構存在一定的差異以平衡各處的金屬流速。根據(jù)擠壓筒的直徑確定焊合室的高度,焊合室的總高度設計為20 mm,焊合室均分布在下模。分流橋寬度根據(jù)相關公式進行計算后[10],取20 mm,焊合角取15°。按照上述結構尺寸進行三維建模,模具的三維結構如圖2所示,模具材料選擇H13鋼。

圖2 模具三維結構
2 工藝參數(shù)及有限元模型
2.1 工藝參數(shù)
根據(jù)相關經(jīng)驗及參考文獻[11,12],最終選擇的工藝參數(shù)如表1所示。

表1 數(shù)值模擬的工藝參數(shù)
2.2 有限元模型
將設計并建模的模具及坯料導入CAE 軟件,劃分單元格,并添加邊界條件。其中設定工作帶處的摩擦為庫侖摩擦,摩擦因數(shù)取0.3,模具和坯料間的傳熱系數(shù)為3 000 W/(m2·K)[13],建立的有限元模型如圖3所示。

圖3 有限元模型
3 模擬結果分析
為保證生產(chǎn)合格完整的型材,需要研究模具出口處的金屬流速。現(xiàn)引入速度均方差FSDV以準確地描述模具出口處的金屬流動速度均勻程度,其數(shù)學模型為[12]:

式中:vi——截面上節(jié)點i 處的流速——所有節(jié)點的平均流速;n——節(jié)點總數(shù)。
由公式(1)可以看出,計算的速度均方差越小,流動速度越均勻,生產(chǎn)的型材完整性越好。
利用初始模具模擬擠壓后得到的型腔出口處金屬流速分布如圖4 所示。由圖4 可知,金屬流動速度不均勻,其中型材上部的懸臂突出部分速度較快,下部的平板部分速度較慢,最大速度為93.6 mm/s,最小速度為50.6 mm/s,速度差達到了43 mm/s。經(jīng)計算,型材的速度均方差為10.5 mm/s,速度均勻性較差。
使用初始設計的模具進行試模,生產(chǎn)的型材如圖5 所示,擠出型材的料頭部分出現(xiàn)了嚴重的彎曲變形,并影響了后續(xù)擠出型材的外形尺寸,導致成型產(chǎn)品不合格,需要對初始模具結構進行改進。

圖4 初始模具出口處金屬流動速度分布情況

圖5 初始模具試模生產(chǎn)的型材
4 模具結構改進
由圖4可知,型材上部的金屬流速較快,原因是這部分的型材壁厚較厚,型腔較大,金屬容易向此處流動匯集,可針對型材上部所對應的芯模部分進行改進,改進部位如圖6所示,采用加高芯模限制此處的金屬流速。將芯模分別加高2、4、6 cm,對3組改進方案分別進行模擬,改進前后的形狀如圖7所示。

圖6 芯模改進部位

圖7 芯模改進高度
將芯模加高2 cm 后模具擠出的型材速度分布如圖8 所示,由圖8 可知,型材上部的突出部分速度仍較快,但相對初始模具擠出型材的速度有降低。擠出型材的最大速度為79.3 mm/s,最小速度為57.9 mm/s,速度差為21.4 mm/s,經(jīng)計算,速度均方差為4.8 mm/s,比初始狀態(tài)有改善,但速度均勻性仍較差。

圖8 芯模加高2 cm型材截面速度分布
將芯模加高4 cm 后的模具擠出的型材速度分布如圖9 所示,由圖9 可知,擠出型材的最大速度為64 mm/s,最小速度為58.1 mm/s,速度差為5.9 mm/s,經(jīng)計算,速度均方差為1.7 mm/s,速度均勻性較好,相比于初始模具有了較大的提升。

圖9 芯模加高4 cm型材截面速度分布
將芯模加高6 cm 后的模具擠出的型材速度分布如圖10 所示,由圖10 可知,型材上部的突出部分速度較小,下部平板部分速度較大。擠出型材的最大速度為72.9 mm/s,最小速度為35.2 mm/s,速度差為37.7 mm/s,經(jīng)計算,速度均方差為7.6 mm/s。
通過對初始模具以及將芯模分別加高2、4、6 cm 的4 種模具設計方案的有限元模擬結果進行分析,比較4 種方案的速度均方差情況,如圖11 所示。從圖11 可以看出,將芯模加高4 cm 的方案,擠出型材的速度均方差最小,即流動速度最均勻,型材不容易出現(xiàn)缺陷。

圖10 芯模加高6 cm型材截面速度分布

圖11 各模具設計方案的速度均方差
5 試驗驗證
使用改進后的模具結構進行生產(chǎn),其中試驗模具如圖12 所示,生產(chǎn)的鋁型材如圖13 所示,改進后的模具擠出型材滿足設計要求。

圖12 試驗模具

圖13 模具結構改進后生產(chǎn)的鋁型材
6 結束語
利用有限元模擬分析初始模具的擠壓成型過程,提出調整模具工作帶長度和分流孔形狀的改進方案,改進后模具出口處金屬流速均勻,為實際生產(chǎn)提供了指導。經(jīng)實際生產(chǎn)證明,模擬結果與實際生產(chǎn)結果符合,證明了模擬的可靠性,將三維有限元模擬技術應用在空心鋁型材擠壓成型設計中,可有效提高實際生產(chǎn)效率,降低企業(yè)生產(chǎn)成本。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
上海節(jié)能(2020年3期)2020-04-13 13:16:16
中國化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
中國軍轉民(2017年6期)2018-01-31 02:22:28
機械工程師(2015年10期)2015-02-02 01:14:03
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
