980MPa超高強鋼前縱梁沖壓成形分析
2021-03-18 02:02:36郭運,顧浩,李亞
模具工業 2021年2期
郭 運,顧 浩,李 亞
(1.寶山鋼鐵股份有限公司 研究院,上海 201900;2.汽車用鋼開發與應用技術國家重點實驗室,上海 201900;3.寶鋼日鐵汽車板有限公司 銷售部,上海 201900)
0 引 言
通過車身輕量化以提高車輛燃油經濟性是汽車行業關注的焦點[1-3],汽車用先進高強鋼(advanced high strength steel,AHSS)具有較高的強度和較好的成形性,可在不損失車身性能的情況下實現車身輕量化,因此受到廣泛的關注和應用[4,5]。隨著對汽車安全研究的不斷進步,對車身結構安全提出了更高的要求,對車身材料的功能表現也充滿期待,期待超高的強度、良好的成形性、較高的斷裂韌性等。雙相鋼(dual phase steel,DP)、淬火延性鋼(quenching & partitioning steel,QP)具有超高的強度和良好的可制造性,在汽車上的應用呈上升趨勢,DP 鋼成為應用較為廣泛的先進高強鋼[6]。
雙相鋼因具有高延伸率、高初始硬化指數和低屈強比等良好的沖壓成形性,而成為汽車用高強鋼的首選。由于材料強度的提升,雙相鋼在進行較復雜制件成形過程中易開裂和起皺,與傳統鋼相比,更容易產生較大的回彈。關于雙相鋼的可制造性已有科研人員開展了相關的研究,刁可山等[7]對寶鋼1000MPa 級DP 鋼的擴孔性能和成形極限進行了研究,980MPa 雙相鋼的FLC0較低,成形范圍窄,材料抵抗拉伸變形的能力較弱,但具有良好的脹形性能。高強度DP 鋼的斷裂特性與壓邊力大小關系密切,李梅等[8]的研究表明,壓邊力大時雙相鋼容易在彎曲圓角處斷裂,當壓邊力小時則易在側壁上發生縮頸開裂。SUH C H 等[9]對DP780 材料的壓型成形性能進行了研究,發現拔模角和拉深筋對回彈的影響較大。雙相鋼在成形較復雜造型的制件時會出現開裂問題。QP 鋼作為最具代表性的第三代先進高強鋼具有超高的強度,在變形過程中的TRIP(transformation induced plasticity,相變誘導塑性)效應使得該鋼種同時兼備了良好的成形性,被認為可以替代熱成形鋼(press hardening steel,PHS)成形造型復雜的制件[10,11]。
前縱梁是車身關鍵的碰撞安全件,需要具備超高的強度以便在各種正面碰撞中確保其不發生變形或微小變形,保持汽車地板的結構完整,避免對駕駛艙的過度侵入。以前前縱梁采用較大厚度的傳統高強鋼保障結構強度,質量較重。因輕量化的需求,現在前縱梁一般采用熱成形材料,但是制造成本較高,限制了熱成形縱梁在小成本或低端車型上的應用。研究通過應用980MPa 超高強鋼材料,并輔以合適的制件結構優化和工藝設計,實現了超高強鋼縱梁本體的開發,可為同類超高強制件提供參考。
1 前縱梁優化及工藝分析
前縱梁位于縱梁總成后部、前圍板和地板前下方,是正面碰撞時的主要傳力途徑,如圖1所示。高速碰撞時,縱梁前段充分潰縮吸收能量以降低傳導至車身的力,處于后端的縱梁在高速沖擊下需保持結構完整,防止彎曲變形,避免因侵入量過大危及前排駕乘人員安全,同時將力有效傳導至車身,因此縱梁通常采用高強鋼材料。縱梁最初設計為1.8 mm 厚的HC420/780DP 材料,若采用1.4 mm 厚 的980MPa 級材料則可實現成形制件減輕質量20%以上。經靜態性能和碰撞性能分析,采用1.4 mm 厚的980MPa材料并不會造成整車性能的損失,因此具備高強減薄的可行性。

圖1 縱 梁
縱梁因受動力總成和輪胎包絡的影響,在與前縱梁連接的前部區域呈現寬度小且深度深的腔體造型,再加上較大的縱向彎曲造型,其沖壓成形具有一定的難度,原成形工藝為:拉深、切邊沖孔、整形修邊、沖孔側沖孔。
2 材料成形性分析
常用的980MPa級材料有雙相鋼980DP、淬火延性鋼980QP和馬氏體鋼980MS。馬氏體鋼因為低的延伸率和超高的屈強比不適合沖壓成形,選用HC550/980DP 和HC600/980QP 作為研究對象。HC550/980DP 和HC600/980QP 的主要化學成分如表1 所示。圖2 所示為2 種材料的光學顯微組織,980DP 主要由鐵素體和馬氏體兩相構成,而980QP則由鐵素體、馬氏體和殘余奧氏體三相構成。工程應力-應變曲線如圖3 所示,主要拉伸性能如表2 所示。980DP和980QP材料的屈服強度和抗拉強度相當,但QP 鋼的均勻延伸率和加工硬化指數(n 值)比DP 鋼分別高出63.4%和33.0%,典型成形性指數QP鋼明顯占優,主要是由于殘余奧氏體在材料變形過程中發生馬氏體轉變,通過相變誘導塑性(TRIP 效應)提升材料的變形能力。

表1 HC550/980DP和HC600/980QP化學成分 質量分數
借助成形極限曲線(forming limit curve,FLC)評價薄板材料成形能力具有現實意義,也是應用最為廣泛的方法。FLC描述了薄板在應力作用下開始縮頸時的局部應變,顯示薄板局部成形的能力。利用Nakazima 試驗法測得1.4 mm 厚HC550/980DP 和1.6 mm 厚HC600/980QP 板料的FLC 曲線如圖4 所示,其中980DP 最低點FLC0=13%,980QP 最低點FLC0=24.3%。

表2 HC550/980DP和HC600/980QP主要拉伸性能

圖2 光學顯微結構

圖3 工程應力-應變曲線
3 制件成形性有限元分析
3.1 全工序仿真分析
采用模擬軟件AutoForm 對制件進行全工序成形及回彈仿真分析,工藝排布及拉深工序模面設計均參照原設計進行,拉深工序有限元模型如圖5 所示,仿真材料參數如表3 所示,硬化曲線均采用Swift/Hockett-Sherby 混合模型擬合,屈服模型均采用BBC模型。
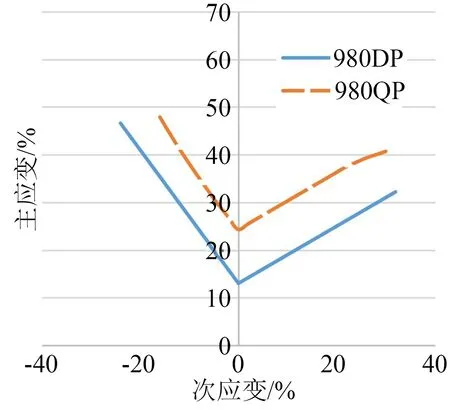
圖4 成形極限曲線

圖5 拉深工序仿真分析模型
圖6 所示為1.4 mm 厚的HC550/980DP 拉深成形及回彈計算結果。圖6(a)所示在拉深深度最大和拔模角度最小的部位均出現了開裂;圖6(b)所示為局部應變在FLD 圖上的分布;圖6(c)所示為拉深減薄率分布,3 個開裂位置的減薄率均超過13%,最大達17.2%。側整形后在制件兩端呈現較大的回彈變形,最大回彈達到11.1 mm,如圖6(d)所示。
圖7 所示為1.4 mm 厚HC600/980QP 拉深結果,成形性良好,無開裂或起皺情況,盡管HC600/980QP 材料可以滿足制件的成形性要求,但因尚未完成材料認證,暫時無法應用。
3.2 失效分析及優化措施
采用HC550/980DP 材料進行制件開發的主要問題為沖壓開裂和回彈尺寸超標,直接采用原材料開發存在較大風險。

表3 沖壓仿真材料參數

圖6 成形及回彈計算結果

圖7 HC600/980QP成形計算結果
HC550/980DP 成形性低是導致開裂的主要原因,從典型的成形性指數來看,HC550/980DP 的均勻延伸率僅為7.89%,n 值為0.109,均低于HC420/780DP,也低于同強度級別的HC600/980QP。從組織結構來看,DP 鋼由鐵素體和硬質相馬氏體相構成,隨著強度的提升,馬氏體相在組織中的含量越來越高,材料的成形性降低。由于較高比例馬氏體相的存在,隨著拉深變形的加大,HC550/980DP 材料對局部應力的舒緩能力不足,無法像QP 鋼一樣通過殘余奧氏體的相變避免局部應力集中,并將應力有效傳導出去,引入更多的材料參與變形(硬化能力)。同樣因為硬化能力不足,導致在拉深變形中實際參與變形的材料較QP 鋼少,更容易發生局部過度減薄,導致開裂,980DP 材料偏低的FLC0值也印證了這一成形特性。HC550/980DP 的組織特點決定了其拉深成形能力差的特性,在制件設計中對此應充分考慮,避免制件對板料有過高的拉深成形性要求。
工藝排布及拉深工序模面設計不合理是導致成形開裂的另一個主要原因,開裂主要發生在拉深深度較深且拔模角度較小區域。圖6(b)所示開裂區域的應變狀態主要為拉伸變形,增加材料流入將有利于改善開裂。圖8所示在成形制件前端兩側均發生了開裂,該位置兩側拔模角度均未超過5°,而在后端開裂位置的拔模角度也僅為4.9°,拔模角度過小導致材料成形困難,因此需在結構允許的情況下增大拔模角度。由于空間、搭接關系等限制無法通過修改制件造型來增大拔模角度,但可以在工藝設計中將板料的變形量分配到后續整形工序,增大拉深時的拔模角度,降低成形難度。最大拉深深度約70 mm,不存在過拉深的情況。凸模圓角和凹模圓角小,不利于材料流動,也會造成成形困難。成形該制件的凸模圓角半徑最小為R6.5 mm,凹模圓角半徑最小為R7.5mm,均相對偏小。拉深模設計時,可將上述圓角半徑放大至R10 mm 以上,并在后續整形工序再整形到位。綜上分析,拔模角度小是影響拉深成形性的首要原因,增大制件拔模角度、放大凸模和凹模圓角、降低材料流入難度有利于改善開裂。
超高強鋼材料成形性偏低,成形后因內應力分布不均導致回彈問題突出。圖9所示為前縱梁整形后的回彈,由圖9 可知,回彈超過了±1 mm 的尺寸精度要求。回彈主要發生在制件的兩端,原工藝整形為首工序,對頂部的定型不足,拉深后兩端回彈較大,兩側法蘭邊受端部翹曲影響及局部反向補償不足,整形后回彈仍然超標較多,需加大反向補償。因此改善回彈需從強化頂部定型性和優化回彈補償量2個方向進行綜合整改。
根據以上分析,考慮HC550/980DP 材料的拉深成形特性,從工藝排布和模具設計兩方面考慮,對制件成形及回彈控制進行整改,制定了改進措施。
(1)優化模具設計,增大拉深工序拔模角度,開裂位置最小拔模角度>5°。
(2)拉深模凸模圓角設計半徑>R10 mm,凹模圓角半徑保持在R12 mm以上。
(3)優化工藝排布,在整形修邊工序后增加側整形工序以應對回彈尺寸超差的問題。
4 改進措施驗證
制件造型無法變更,但工藝排布可針對980MPa級別超高強鋼應用進行重新設計和優化。針對拉深開裂問題降低拉深工序對板料成形性要求,減小拉深變形量,并適當分配至后工序。針對該制件,主要方案是增大拔模角度:將前端最小拔模角度由0.67°增大至7.81°,為了平衡材料流入,將對應位置側立面拔模角度由最小4.7°增大至8.2°。類似將后端的拔模角度由4.9°和11.4°分別增大至8.7°和12°。此外為了改善成形性和材料流入,還將成形較難部位的壓料面適當抬高,以降低拉深深度。
對頂部圓角的變形量進行了重新分配,為滿足拉深工序增大拔模角度與改善凸模圓角成形性的需要,將凸模圓角半徑增大至10°~18°,并在后續整形及側整形工序將頂部圓角整形到設計尺寸。
隨著材料強度的提升,成形后的回彈控制也更加困難,針對800MPa 及以下強度高強鋼制件的回彈,當前通過一道次整形可滿足回彈控制要求。但針對強度更高的超高強鋼材料,如HC550/980DP,在制件未進行針對性結構優化設計的情況下,一般需要增加整形量方可達到回彈控制的目的。針對該制件的造型特征,在原4 道工序布置的基礎上增加側整形工序,工藝布置設計為拉深、切邊沖孔、整形修邊、側整形,沖孔側沖孔。整形工序對后端造型較復雜部位先實施局部整形,對兩側立壁回彈進行反向補償2°~4°。側整形工序將頂部圓角整形到設計尺寸,并對側壁進行反向回彈補償,法蘭邊在側壁補償基礎上再增加1°~2°反向補償。
AutoForm 軟件中采用新的工藝排布和模具設計對制件進行全工序仿真分析,拉深成形性及安全裕度如圖10(a)、(b)所示,開裂問題得以消除,且未產生其他拉深缺陷。通過工藝優化增加側整形工序,制件的回彈改善明顯,但在局部位置仍稍有超標情況,如圖10(c)所示,回彈超標主要發生在整形變形量偏小的法蘭邊部區域,后續可考慮在超高強鋼制件設計階段通過增加局部特征改善局部變形狀態,提升整體回彈控制水平。
依據整改后方案進行模具開發和調試,尺寸精度按照1 mm的控制要求,成形制件合格率達到85%以上,制定的改進措施有效,在設計約束下實現了980MPa 級輕量化縱梁制件的開發,圖11 所示為成形的樣件。
5 結束語
針對某車型縱梁采用980MPa 級超高強鋼的開發,HC550/980DP 材料固有的成形特性對制件設計和工藝開發均提出了新的挑戰。在制件結構設計的約束下,通過優化工藝排布對成形制件變形量進行合理分配,并通過增大局部拔模角度、優化凸模和凹模圓角、降低拉深深度等措施,改善板料在拉深工序的成形性以及通過增加側整形工序加大對回彈尺寸的控制,成功應用1.4 mm HC550/980DP 材料代替原設計1.8 mm 厚的HC420/780DP 材料開發符合質量要求的980MPa 前縱梁,在不損失整車性能的情況下實現制件質量減輕22.21%。HC550/980DP超高強度前縱梁本體制件的開發為設計人員提供了新的輕量化思路,在部分關鍵安全件上除了熱成形方案還可以應用綜合開發成本更低的超高強鋼方案。在超高強鋼制件設計階段應充分考慮強度提升帶來的板料成形性差、回彈大的影響,設計與工藝結合才能有效降低超高強鋼制件開發難度,對提高超高強鋼應用、實現車身輕量化將大有益處。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
