工業純鈦TA1的高溫摩擦與磨損行為
2021-03-22 02:14:28張家銘張澤宇
材料工程 2021年3期
關鍵詞:實驗
張家銘,余 偉,2,3,張澤宇
(1 北京科技大學 工程技術研究院,北京 100083;2 高效軋制國家工程研究中心,北京 100083;3 國家板帶先進裝備工程技術研究中心,北京 100083)
鈦及鈦合金作為一種新型結構材料,具有相對密度小、比強度高和耐腐蝕等優良特性,被廣泛用于航空航天[1]、生物醫學[2]和能源化工領域[3]。但是其表面硬度低,耐磨性差,滑動摩擦時會產生嚴重的黏著、磨料磨損及微動損傷等磨損失效形式[4],影響其應用范圍。據統計,鈦合金機器零件中由摩擦磨損導致的失效占失效總數的80%[5]。
鈦合金與不同摩擦副的滑動摩擦與摩擦副、溫度和鈦合金成分相關。TC4與GCr15干滑動摩擦產生的摩擦熱堆積使溫度達到780 ℃時,摩擦因數達到峰值0.30。溫度高于相變點時,β晶粒快速生長使塑性降低,同時摩擦面形成疏松的Ti2O和V2O3,使摩擦因數增大[6]。Bailey等[7]將經不同時間氧化的純鈦與Al2O3摩擦副對磨,發現摩擦因數曲線中可以識別出4個摩擦區,分別具有與有氧化皮、部分去除氧化皮、富氧α層和基體對應的特征;純鈦最理想的摩擦學系統應為富氧α層支撐的黏附持久氧化皮,后續可通過表面機械研磨或控制緩冷來穩定獲取。喬竹輝等[8]對比研究了Ti-46Al-2Cr-2 Nb和TC4的干摩擦學性能,二者摩擦因數均在0.45~0.58之間。
磨損是由于相互接觸的物體表面相對運動使物體工作表面上逐漸喪失物質、發生損耗或產生殘余應力變形的現象。鈦合金磨損失效形式主要有沖蝕磨損、腐蝕磨損、黏著磨損、微動磨損及疲勞磨損[9]。在實際的磨損過程中,往往是幾種磨損形式同時發生,只是在溫度、載荷和滑動速率等條件下產生主次的區別。在溫度不同的條件下,Mao等[10]發現TC4鈦合金在400~500 ℃時存在高硬度摩擦層,使其在此溫度區間具有最高的耐磨性。Molinari等[11-12]研究了在不同滑動速率下,TC4與自身及高速鋼的摩擦行為,發現無論哪種磨盤,低滑動速率下主要為氧化磨損,高滑動速度下主要為剝層磨損。Li等[13]也發現TC4鈦合金的磨損率隨滑動速率變化顯著,隨著磨損率的升高和降低,TC4的磨損機制分別為低速分層磨損和氧化磨損相結合,2.68 m/s為分層磨損,4 m/s則為氧化磨損,這是由表面形貌引起的。劉勇等[14-15]研究氣氛對TC4鈦合金磨損的影響,發現空氣中磨損面呈現位錯滑移帶和顯微裂紋,真空磨損后表層的顯微組織發生細化,后者提高耐磨性。
綜上所述,鈦合金的摩擦和磨損行為影響因素多,需要結合鈦合金的溫度、氣氛對表面的影響和摩擦副材質進行分析。工業純鈦表面高溫時硬度低,容易因摩擦行為產生表面質量缺陷。本工作通過高溫摩擦磨損實驗,了解其在不同摩擦條件下的摩擦和磨損規律,對實際熱加工鈦材質量控制具有重要意義。
1 實驗材料與方法
實驗使用φ25 mm×4 mm的TA1圓盤試樣,各化學成分的質量分數為:C≤0.04%,N≤0.03%,O≤0.08%,H≤0.015%,Fe≤0.15%,其他元素≤0.40%,余量為鈦。
實驗儀器使用HT-1000型高溫摩擦磨損試驗機。實驗前,將TA1試樣摩擦實驗面經過200~2000#碳化硅砂紙打磨,在箱式電阻爐中加熱到900 ℃,保溫30 min,氧化氣氛為空氣,取出后空冷至室溫。將部分試樣打磨掉其氧化層和吸氧層,使表面呈金屬光澤。
正常鈦的熱軋過程中,變形區軋輥局部最高工作溫度低于600 ℃,鈦坯軋制溫度為700~900 ℃[16],該溫度范圍內軋輥的硬度約為800HV,這與Si3N4在500~1000 ℃的硬度(800HV)相近,所以,摩擦實驗所采用的摩擦副是經過上述處理的TA1圓盤和φ10 mm的Si3N4球[17]。實驗參數如表1所示。實驗后試樣采用FEI Quanta 450掃描電鏡進行觀察并對局部成分進行檢測。

表1 摩擦實驗參數
2 結果與分析
2.1 摩擦因數分析
圖1為摩擦磨損實驗的TA1樣品。TA1試樣經900 ℃溫度下30 min氧化的樣品如圖1(a)所示,表面顏色為灰白色;打磨后的氧化樣品如圖1(b)所示。
有氧化層和無氧化層TA1試樣的高溫摩擦因數隨時間變化的曲線如圖2所示。由圖2(a)可以看出,摩擦因數隨著時間的延長先迅速增加,然后快速減小,之后摩擦因數又開始上升,在10 min左右達到穩態。有氧化層的TA1試樣在進行700 ℃的摩擦實驗時最終的摩擦因數在0附近波動,其原因為過高的溫度下使用低轉速導致設備不穩定,出現摩擦因數測不準的情況。圖2(b)中無氧化層TA1試樣,預磨期過后,在500,600 ℃和700 ℃下的摩擦因數逐漸降低。

圖1 摩擦磨損實驗的TA1樣品

圖2 TA1高溫摩擦因數與時間的關系

圖3 0~60 s TA1高溫摩擦因數與時間的關系
聚焦摩擦前期0~60 s內高溫摩擦因數隨時間的變化關系,如圖3所示。圖3(a)中表明,由于氧化層及富氧α層存在,700 ℃摩擦因數在短時間內呈波動上升趨勢,約為0.22;600 ℃摩擦因數波動平穩,約為0.13;500 ℃時摩擦因數最低,約為0.07。相較之下,無氧化層TA1試樣,實驗開始后,摩擦因數波動平穩,且普遍比有氧化層TA1試樣大,500,600 ℃和700 ℃下分別為0.74,0.72和0.65,如圖3(b)所示。
當試樣與Si3N4球接觸時,二者表面均呈光滑狀態,摩擦因數較小,但隨著實驗進行,對磨面產生磨損,粗糙度逐漸增大,稱為預磨期[18-19]。對于無氧化層的TA1試樣,預磨期過后,粗糙度趨于穩定,實驗測得的摩擦因數也趨于平穩;有氧化層的試樣,由于氧化物破裂形成的磨屑作用,使摩擦因數呈波動趨勢。在加熱到500 ℃[20]以上時,鈦的氧化膜(TiO→TiO2)就會成為多孔狀,變厚并容易剝脫,氧通過膜中的小孔不斷地向基體擴散,形成內部富氧α層。熱處理所形成的表層白色氧化皮,在摩擦過程中破裂形成磨屑,磨屑在對磨表面塞積逐漸增多,進入磨痕的凹坑或者犁溝,起到了潤滑的作用,從而使得摩擦因數減小[21],對磨損有一定的補償作用。這也就是有氧化層TA1的摩擦因數明顯小于無氧化層TA1的原因。無氧化層TA1試樣在500,600 ℃和700 ℃時,其摩擦因數逐漸降低,這是因為隨著溫度的升高,金屬的黏性增大,當溫度更高時材料軟化,摩擦阻力減小,同時材料表面逐漸氧化,產生少許磨屑,起到潤滑作用[22]。
2.2 磨痕形貌及能譜分析
利用掃描電鏡對有氧化層TA1試樣摩擦后的磨痕進行觀察,結果如圖4所示。從有氧化層TA1在溫度500 ℃和600 ℃時的磨痕形貌圖(圖4(a),4(b))中可以看出,磨痕邊緣組織均出現斷裂現象,而700 ℃摩擦實驗的磨痕呈明顯的犁溝狀,見圖4(c)。

圖4 有氧化層TA1板在不同溫度下摩擦后磨痕形貌
無氧化層的TA1隨著摩擦溫度的降低,剝層磨損明顯減少,磨痕表面的粗糙度逐漸降低,如圖5所示。磨損區域呈明顯的犁溝狀,并且在磨痕邊緣組織出現斷裂現象,這些分別是磨粒磨損和剝層磨損的典型特征[23]。犁溝狀磨痕是由于對磨Si3N4小球上的微凸體或脫落的硬質磨屑對表面起微觀切削或犁削作用導致的。實驗溫度分別為500,600 ℃和700 ℃,TA1試樣在此高溫下發生軟化,硬度下降,外力條件下更易變形。在此實驗中,對磨層的應變速率隨著時間的延長而升高,使變形速率高于位錯滑移速率,在亞表層的高應力區(0≤Z≤0.1a)和低應力區(Z≥0.5a) 形成大量微裂紋[24],裂紋隨磨損進程而不斷延伸,微裂紋擴展到表面使材料發生斷裂,形成剝層磨損。
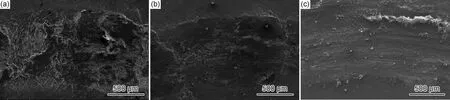
圖5 無氧化層TA1板在不同溫度下摩擦后磨痕形貌
對圖4和圖5中的磨痕進行線掃描,可以更深入了解材料的摩擦和磨損過程,結果示于圖6。圖6(a)為有氧化層試樣磨痕區域(圖4(c))能譜分析圖,磨痕中Ti含量高于磨痕外的區域,該區域是實驗前已經氧化的表面,其他元素含量未發生變化,只是鈦的能譜強度發生變化,這是因為磨痕與基體不在一個水平面上。實驗結果說明,摩擦副的Si3N4小球已經將TA1表面氧化層磨損掉。因為對磨材料為Si3N4小球,Si含量在磨痕處的波動比較大,說明Si3N4小球也出現磨損,磨損剝離物附著在磨痕表面。
圖6(b)為無氧化層試樣磨痕區域(圖5(c))線掃描得到的能譜圖,其磨痕中充滿塊狀或粉狀物質,能譜線掃描分析發現其氧含量相對較高,且鈦能譜強度高處,對應的氧和氮能譜強度較低;相反,氧和氮的峰值處,鈦能譜強度較低。

圖6 磨痕線掃描分析結果
對圖4(c)磨痕位置進行元素分析,其分析位置如圖7所示,分析結果列于表2與表3。在圖7(a)中,Spot 1和Spot 2為有氧化層試樣犁溝狀形貌的平滑的位置,元素分析發現該位置氧含量較高,質量分數大致為34.8%,同時也存在C,N,Si。Spot 3,Spot 4和Area 1的位置均為磨痕破裂處,暴露新的基體,Spot 3中Ti含量高達99.5%,與TA1基體的成分相近。裸露的基體與對磨材料Si3N4小球發生劇烈摩擦,附著更多的Si3N4小球的磨屑,并在后續冷卻過程中發生氧化,如Spot 4和Area 1的成分,其N,O含量較高。對于無氧化層試樣(圖7(b)),Spot 1,2,3三個點全部都富含O元素與N元素,但是Si的含量極少,可以認為磨痕主要是由Ti的氧化物、氮化物組成,并且在高溫下,使得最終的磨痕中存在少量的N元素,如表3所示。
觀察圖7,可以明顯地發現磨損表面具有較深的犁溝和分散的黏著磨損區,該區Ti含量極高,表面的犁溝狀磨痕被Si3N4小球通過黏附的方式撕裂產生。隨磨損進程繼續,新的基體與Si3N4小球發生劇烈摩擦,逐漸發展為犁溝狀磨痕,這也是摩擦因數在2.5 min后出現較大波動的原因。在無氧化層試樣中,由于缺少硬度較高的吸氧α層,硬度和塑性剪切抗力較低,撕裂區更加密集,發生了更為嚴重的黏著磨損,這與金屬表面鍍層的磨損機制相似[25]。

圖7 磨痕元素分析位置示意圖
通過對無氧化層試樣磨痕中充滿的塊粉狀物質進行分析,N和O元素含量偏高說明在高溫摩擦磨損實驗的過程中,基體發生了較為嚴重的氧化和氮化,基體表層吸氧形成Ti的氧化物和氮化物;另一方面基體在磨損過程中發生塑性變形和熱軟化,黏著磨損形成的微撕裂片被氧化,導致了材料的氧化磨損,形成的摩擦氧化物會對摩擦行為和磨損機制產生重要影響。摩擦氧化物的減磨作用在鋼的摩擦磨損中已得到廣泛驗證[26]。對于鈦合金磨損過程中形成的氧化物是否對磨面具有保護作用還存在有一定爭議,邱明等[27-28]研究TC4與軸承鋼對磨時發現,在磨損表面依次形成的TiO和TiO2等氧化物對摩擦面并沒有保護作用;但是姚小飛[22]和茅奕舒等[10,29]卻發現TC4鈦合金具有優異的高溫耐磨性。摩擦氧化物對高溫摩擦磨損的影響不同可能與摩擦氧化物的數量和分布形態有關,相關工作還需要進一步探究。
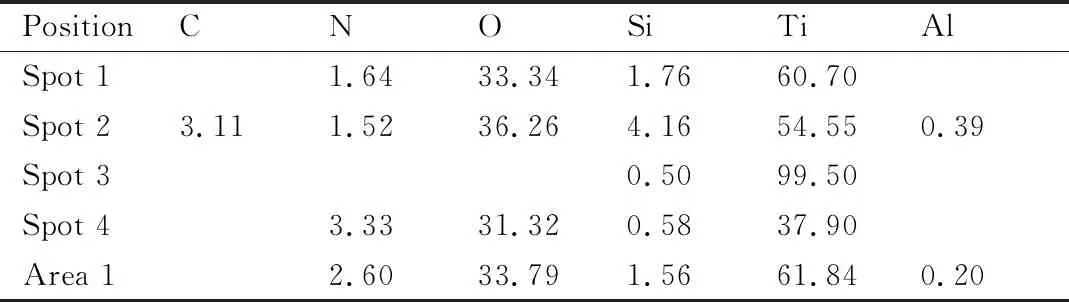
表2 圖7(a)中各位置元素分析(質量分數/%)

表3 圖7(b)中各位置元素分析(質量分數/%)
3 結論
(1)由于表層氧化皮磨屑的潤滑作用,有氧化層TA1的摩擦因數更小,在500~700 ℃下的摩擦因數在0.07~0.22,隨溫度升高,摩擦因數增大;在相同的載荷和磨損時間下,無氧化層TA1摩擦因數明顯更高,在500~700 ℃下的摩擦因數分別為0.74~0.65,隨溫度升高,摩擦因數減小。
(2)經過摩擦磨損實驗,有氧化層的TA1試樣在溫度越高的情況下,由硬質磨屑切削形成的犁溝形貌分布越多;無氧化層TA1試樣,隨溫度升高和對磨時間的延長,裂紋更易擴展形成剝層磨損。
(3)TA1材料的主要磨損方式為剝層磨損、黏著磨損以及氧化磨損,無氧化層的TA1材料由于缺少硬度較高的富氧α層,硬度和塑性剪切抗力較低,溫度越高時撕裂區更越密集,黏著磨損更為嚴重。表面硬度和磨損機制不同造成高溫下摩擦磨損性能的差異。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55