數(shù)控車加工案例分析
2021-03-24 18:17:09秦勇
科技風(fēng) 2021年7期
秦勇

摘要:以三潭印月的數(shù)控車削加工為例,分析其加工工藝和步驟,對(duì)于其加工過程中可能出現(xiàn)的問題,有針對(duì)性地予以解決。
關(guān)鍵詞:三潭印月;數(shù)控車加工;工藝;分析
數(shù)控車加工主要是通過對(duì)圓形坯料做旋轉(zhuǎn)運(yùn)動(dòng),刀具沿軸向進(jìn)給,加工出精確的直徑和長度,合理的加工工藝滿足工件要求,根據(jù)零件圖和技術(shù)要求等,編制加工工藝,編寫零件數(shù)控加工程序,實(shí)現(xiàn)自動(dòng)進(jìn)給,控制數(shù)控機(jī)床按照編制的刀具軌跡進(jìn)給,從而完成零件的加工。所以,在數(shù)控加工前,根據(jù)零件制定加工方案,對(duì)零件的工藝過程、刀具的形狀、切削用量和走刀路線等都編入程序[1]。本文以浙江杭州西湖十景之一的三潭印月為例,分析其加工工藝和步驟。
1 數(shù)控加工工藝的實(shí)例分析
三潭印月是西湖中最大的島嶼,島南湖中建成有三座石塔,由基座、圓形塔身、寶蓋、六邊小亭、葫蘆頂組成。三座瓶形小石塔鼎足而立,造型別致優(yōu)美,如圖1所示。如此美麗的石塔,完全可以作為CNC或者3D打印素材。
1.1 工藝分析
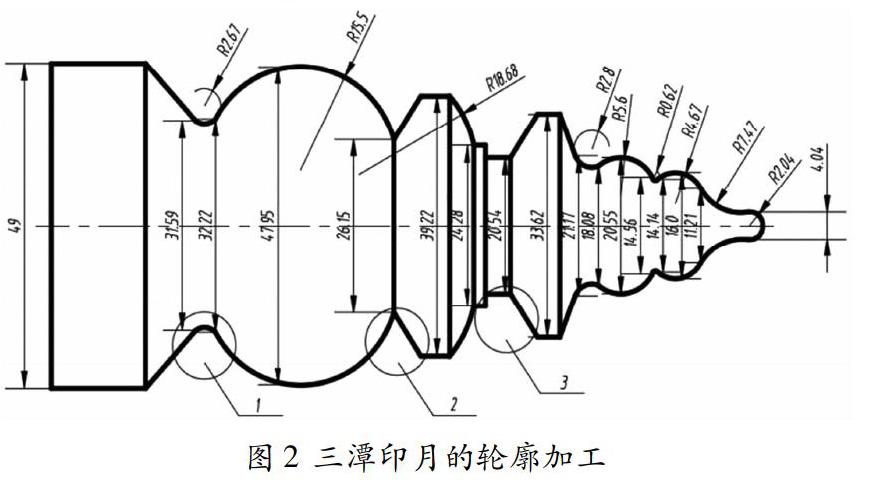
如圖2所示為作了適當(dāng)調(diào)整的三潭印月,去掉了六邊小亭和圓形塔身上的孔。三潭印月為回轉(zhuǎn)體,適合在車床上加工,主要加工輪廓為圓柱面、圓錐面和圓弧面。根據(jù)零件圖進(jìn)行分析,該零件先用G71進(jìn)行粗加工,選用90度外圓車刀,切除多余余料和端面,再用G73進(jìn)行精加工,根據(jù)零件的形狀選定尖刀加工圓弧,先加工大端。然后夾持住大端,再加工小端。大端長度剛開始給了10mm,為了裝夾強(qiáng)度考慮,可以加長大端長度,增至15mm。
車床裝夾原則:盡可能減少零件裝夾次數(shù),保證裝夾強(qiáng)度,夾大車小[2]。
在夾持時(shí)要注意:工件在旋轉(zhuǎn)車削時(shí)會(huì)產(chǎn)生切削力要與裝夾零件的夾緊力相對(duì)應(yīng)。
1.2 加工工序
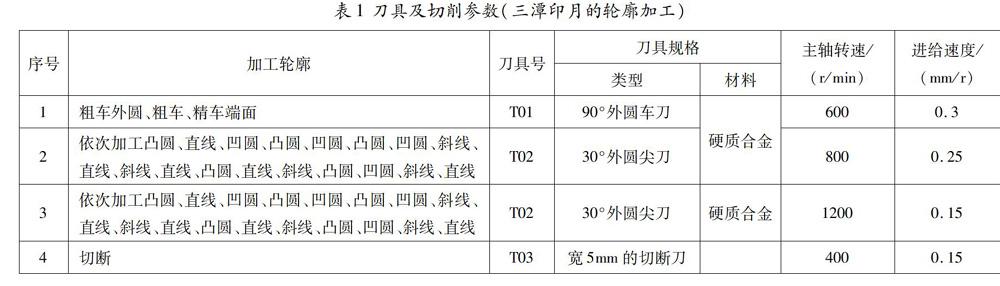
根據(jù)零件結(jié)構(gòu)形狀選用55mm×150mm的棒料,選用90度外圓車刀(T01)進(jìn)行粗加工,因用棒料加工三潭印月的輪廓,毛坯料余量較大,為了提高加工效率,根據(jù)零件圖的外形進(jìn)行分析,用G71進(jìn)行粗加工,再選用30度的尖刀(T02)進(jìn)行精加工,據(jù)外形結(jié)構(gòu)用G73進(jìn)行加工。由于要作為展品或飾物,材料選用黃銅。以外圓為定位基準(zhǔn)→用卡盤卡緊→車平端面→對(duì)刀→調(diào)試程序→從右至左依次加工各輪廓線。工序刀具及切削參數(shù)選擇見表1。
3 加工
3.1 試切
在試切外輪廓加工應(yīng)注意“2”處的夾刀現(xiàn)象,同時(shí)要注意如圖所示的1、3兩個(gè)位置。1為圓弧,半徑較小,在切削時(shí)會(huì)出現(xiàn)產(chǎn)生的切屑流出后翻轉(zhuǎn)到半徑為R15.5的圓弧面,劃傷其表面。2、3的右側(cè)均為錐面,一方面要注意刀具的副后刀面與工件已車削輪廓表面是否干涉,另外也要注意,在切削時(shí)會(huì)出現(xiàn)產(chǎn)生的切屑流出后翻轉(zhuǎn)到錐面上造成劃傷。為避免干涉也可采用直頭刀桿車削,如圖3所示。
3.2 加工中的問題及解決方法
為了避免上面提到的問題,可采取如下方法予以解決。
(1)如在試切時(shí)“2”處出項(xiàng)夾刀現(xiàn)象,應(yīng)改變“2”處的外圓尺寸,進(jìn)行外圓粗加工,再用G73進(jìn)行局部精加工。
(2)對(duì)整個(gè)工件預(yù)留不超過0.1mm的余量,在加工完工件后,再將預(yù)留的加工余量切去,可對(duì)劃傷的表面進(jìn)行修復(fù)或者采取在編程時(shí),分別對(duì)1、2、3三個(gè)位置預(yù)留不超過01mm的余量,通過切除余量,修復(fù)劃傷的表面。后一種辦法會(huì)更為簡便一些。加工效果如圖4所示。
圖3 直頭尖刀圖4 加工完成后的三潭印月
4 結(jié)論
在進(jìn)行切削加工時(shí),有很多細(xì)節(jié)問題需要注意,細(xì)節(jié)決定成敗。所以,為了保證零件的加工質(zhì)量,應(yīng)對(duì)零件的工藝進(jìn)行細(xì)致的分析。
參考文獻(xiàn):
[1]馬金平,馮利.數(shù)控加工工藝項(xiàng)目化教程[M].大連:大連理工大學(xué)出版社,2012.
[2]吳曉蘇,周智敏.數(shù)控編程與機(jī)床操作[M].北京:清華大學(xué)出版社,2010.
[3]劉玉春,李壯斌.數(shù)控編程技術(shù)項(xiàng)目教程[M].北京:機(jī)械工業(yè)出版社,2016.
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06
