浮式起重機高強鋼回轉(zhuǎn)底盤建造技術(shù)
2021-03-26 05:44:48
起重運輸機械 2021年4期
南通振華重型裝備制造有限公司 南通 226600
0 引言
回轉(zhuǎn)式浮式起重機擁有360°旋轉(zhuǎn)吊裝作業(yè)功能,具有較高的抗傾覆穩(wěn)定性、可靠性以及安全性,能適應(yīng)各種惡劣海況,是當前風電安裝船上使用較多的起重設(shè)備。由于風電安裝船吊重進一步提高,使起重機自重隨之增加,故控制起重機的整機質(zhì)量非常關(guān)鍵。回轉(zhuǎn)底盤結(jié)構(gòu)因其獨特的受力方式,無法改變其結(jié)構(gòu)內(nèi)在形式,故采用高強鋼Q690級別來減輕質(zhì)量。本文通過某風電安裝船項目中1 200 t起重機Q690級高強鋼回轉(zhuǎn)底盤結(jié)構(gòu)制作為例進行介紹施工具體步驟以及關(guān)鍵技術(shù)要求。
1 項目簡介
某1 200 t風電安裝船,配備1 200 t和360 t繞樁式全回轉(zhuǎn)起重機各1臺,主起重機起升高度增加至120 m,副起重機增加最大吊載的幅度至30 m,起升高度增加至54 m,適用于海上8 MW風電設(shè)備的安裝和打樁任務(wù),是目前國內(nèi)設(shè)計理念最先進、技術(shù)含量最高的風電安裝船之一。其中,1 200 t起重機主要結(jié)構(gòu)包括臂架、人字架、回轉(zhuǎn)底盤以及基座等,占整機質(zhì)量的60%~70%。具體布置如圖1所示。
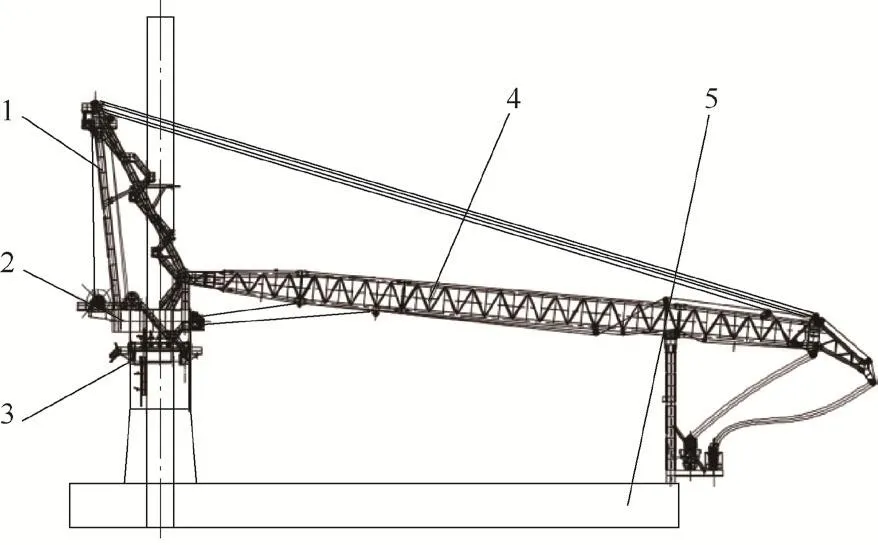
圖1 風電安裝船起重機布置圖
2 回轉(zhuǎn)底盤結(jié)構(gòu)組成
根據(jù)結(jié)構(gòu)功能區(qū)分,回轉(zhuǎn)底盤結(jié)構(gòu)由筒結(jié)構(gòu)、大梁結(jié)構(gòu)、回轉(zhuǎn)機構(gòu)支架、以及絞車支架等部件組成,具體結(jié)構(gòu)示意見圖2。

圖2 回轉(zhuǎn)底盤結(jié)構(gòu)俯視圖
3 回轉(zhuǎn)底盤結(jié)構(gòu)建造難點
回轉(zhuǎn)底盤是整個起重機回轉(zhuǎn)系統(tǒng)的支撐結(jié)構(gòu),上面與人字架焊接在一起,下面通過回轉(zhuǎn)軸承與圓筒體固定,結(jié)構(gòu)非常復雜,且大部分材料采用690級高強鋼,建造難點如下:
1)Q690級別高強鋼焊接控制不到位或措施采取不當,極易產(chǎn)生缺陷,且不容易返修,要求焊接一次合格率高;
2)筒體法蘭板厚超過200 mm,直徑為9 000 mm,法蘭焊后平整度以及圓度控制難度大;
3)結(jié)構(gòu)設(shè)計緊湊,且焊縫布置密集,容易造成焊接應(yīng)力集中,需根據(jù)結(jié)構(gòu)特性制定專業(yè)的焊接工藝方案;
4)回轉(zhuǎn)底盤合攏后,成為一個密封箱體,人員進出以及通風難度大。
4 回轉(zhuǎn)底盤建造流程
為了滿足圖紙精度要求以及焊縫檢驗一次合格率,除預設(shè)余量、焊工高強鋼焊接專業(yè)培訓外,在建造方案上也進行了創(chuàng)新。采用分組預制、筒體拼裝、箱梁建造以及整體合攏組裝的建造方案,制定詳細的焊接工藝流程,在密封箱體上增開工藝孔,便于人員進入以及通風,達到很好的效果,具體流程如圖3所示。

圖3 回轉(zhuǎn)底盤結(jié)構(gòu)建造流程圖
5 回轉(zhuǎn)底盤建造方案實施
5.1 圓筒體建造
1)圓筒體卷圓、對接
根據(jù)圓筒體整體高度,分為上下兩個筒體,分別卷圓,然后對接而成。零件數(shù)控下料后,開制坡口、拼接,卷板前出十字中心線以及檢驗線,卷圓時先兩端,后中部;卷制完工后縱縫焊接,焊縫檢測合格后,對筒體進行二次復圓,復圓后仍需對焊縫進行檢測。
由于高強鋼板材硬度較硬,比一般鋼材卷圓難度大,通過這套卷圓方法,可以保證高強鋼板卷圓精度。
2)法蘭板拼接
法蘭厚度一般為200 mm以上,制作時采用分段下料,焊接而成。分段規(guī)格大小根據(jù)鋼板尺寸及鋼板利用率來考慮,本項目法蘭分為8段,在內(nèi)外徑以及板厚方向上增加加工余量(見圖4)。先兩兩拼接,再拼接成1/2圓,最后拼接整圓。焊接過程中嚴格按照同一焊縫需上下交叉施焊,將法蘭多次翻身交替施焊。施焊完畢后校正平整度,要求≤6 mm。

圖4 法蘭分段示意圖
3)圓筒體裝配
將法蘭放置在水平胎架上,調(diào)整水平后,使用工裝固定,法蘭板定位水平度要求±2 mm。以法蘭中心為基準,在法蘭劃出筒體的定位線以及檢驗線,并根據(jù)定位將筒體定位。在法蘭及筒體上劃出筋板定位線,并將定位線延伸至法蘭軸承面敲樣沖,便于后續(xù)法蘭鉆孔檢驗。
5.2 大梁箱體建造
大梁結(jié)構(gòu)分為大梁組件以及頭部散裝區(qū)域兩部分。制作過程中需控制相關(guān)精度尺寸,保證與圓筒體之間裝配間隙在公差范圍內(nèi),按以下步驟實施:
1)零件下料前,需嚴格設(shè)置收縮余量;
2)在水平胎架上,將大梁結(jié)構(gòu)分為上下面板組件以及各小組組件分別預制,各組件控制好平面度、垂直度等要求;
3)預先搭制好回轉(zhuǎn)底盤總拼胎架,要求整體水平符合總拼要求;
4)甲板面組件制作建議在上述胎架上進行,預制時需劃出中心基準線,并以此基準拼板,拼接后整體平面度要求≤3 mm;
5)鋪設(shè)好甲板組件,剛性固定。按照既定的順序裝配兩側(cè)箱體以及中間內(nèi)部腹板組件等;
6)蓋板到位后,大梁四面成型,開始焊接,按照預先設(shè)置好的WPS進行焊接,焊接順序則遵循分段、對稱焊接。
5.3 絞車建造
絞車支架分為穩(wěn)貨絞車支架、索具鉤絞車支架和副鉤機構(gòu)絞車支架。為了減輕回轉(zhuǎn)底盤整體質(zhì)量,設(shè)計人員摒棄了傳統(tǒng)的底座形式,采用懸掛式設(shè)計,僅用4組獨立的耳板支座,即可安裝一組絞車。
1)穩(wěn)貨絞車支架
下料時將有裝配關(guān)系的零件設(shè)置余量,整體制成組件,將耳板孔整體劃線鏜孔刮平面,耳板加工尺寸需參考穩(wěn)貨絞車實際尺寸。
2)索具鉤絞車支架和副鉤機構(gòu)絞車支架
將耳板兩兩制成組件,耳板零件下料前同樣需設(shè)置余量。制作完成的組件分別為組件1、組件2,與索具鉤絞車以及副鉤機構(gòu)絞車配對加工孔以及平面。組件1、組件2分別與卷筒支座聯(lián)接,之間采用14號槽鋼保證開檔符合圖紙要求。準備后續(xù)與回轉(zhuǎn)底盤安裝。
3)絞車反底加強
所有絞車對應(yīng)回轉(zhuǎn)底盤結(jié)構(gòu)內(nèi)部反底加強作點焊要求,待耳板組件定位焊接完成后,再進行焊接,如有偏差,調(diào)整后再作焊接。
5.4 回轉(zhuǎn)底盤主結(jié)構(gòu)裝配、焊接
圓筒體與大梁結(jié)構(gòu)裝配后,在適當?shù)奈恢迷鲩_人孔,便于焊工人員進入內(nèi)部焊接。同時為了避免焊接應(yīng)力集中,采取以下順序?qū)嵤┖附樱?/p>
1)施焊內(nèi)外隔板與筒體之間立焊縫,然后施焊下面板與筒體之間橫焊縫;
2)施焊筒體內(nèi)部蓋板與筒體之間橫焊縫、筒體內(nèi)部隔板之間仰焊縫,再施焊與內(nèi)側(cè)筒體之間橫焊縫;
3)待上述焊縫完成后,需拆除筒體下端與甲板之間點焊,釋放應(yīng)力之后,二次點焊固定;
4)施焊筒體與底板之間的焊縫、蓋板拼縫以及散裝零件焊縫等。
5.5 回轉(zhuǎn)底盤法蘭加工
回轉(zhuǎn)底盤主體結(jié)構(gòu)制作完成,焊縫探傷檢測合格后。將根據(jù)筒體十字中心線以及筒體標高線,整體劃線加工法蘭上平面及法蘭孔,相關(guān)精度控制為:法蘭內(nèi)外徑加工精度要求±0.5 mm;孔群直徑中心±0.5 mm,單個孔大小偏差±0.2mm;法蘭厚度方向(0,+0.5 mm),法蘭平面度要求0.4 mm。
5.6 回轉(zhuǎn)底盤附屬件安裝
回轉(zhuǎn)機構(gòu)支架待回轉(zhuǎn)底盤法蘭內(nèi)外徑加工后,根據(jù)基準線安裝到位。回轉(zhuǎn)底盤筒體內(nèi)側(cè)對應(yīng)零件需與回轉(zhuǎn)機構(gòu)支架對筋散裝。同樣按照劃好的基準線,將絞車支架耳板點焊固定,復測相關(guān)尺寸后焊接到位。安裝主機構(gòu)平臺、司機室支架等。
6 總體焊接要求
6.1 焊前培訓
高強鋼結(jié)構(gòu)建造前,組織部門以及施工人員焊接技術(shù)及焊接安全交底,確保焊接質(zhì)量。施工人員焊接結(jié)構(gòu)之前也必須再次進行內(nèi)部技術(shù)交底且要有記錄備查,通過技術(shù)交底使每一位焊接人員詳細了解WPS,及相關(guān)的焊接施工要求。
6.2 焊工資質(zhì)確認
對于高強度鋼焊接,焊工不僅需要持有船級社頒發(fā)的焊工證,還必須持有技術(shù)部門頒發(fā)的高強度鋼培訓合格證,方可進行高強鋼結(jié)構(gòu)焊接作業(yè)。
6.3 高強鋼焊接要求
高強鋼結(jié)構(gòu)在焊接過程中,極易產(chǎn)生裂紋,必須從以下幾個方面進行管控:
1)預熱和加溫應(yīng)均勻進行,板厚<25 mm可采用火焰預熱,板厚≥25 mm可采用電加溫片或感應(yīng)加熱預熱;
2)保溫、后熱均應(yīng)采用陶瓷電加熱片或感應(yīng)加熱設(shè)備進行,加熱時必須加溫控探頭;
3)焊后消氫處理(后熱);
4)從預熱、焊接、碳弧氣刨、打磨、MT(干式)、再次焊接以及直至焊接完成,其溫度必須一直維持在WPS 確定范圍之內(nèi)。
6.4 焊接控制
為了進一步提高焊接質(zhì)量,焊接過程中除了自檢,另外還安排專人檢查以及部門抽檢,加強焊工對高強鋼材料焊接的重視程度。
7 結(jié)束語
本文以1 200 t風電安裝船主起重機為依托,重點敘述了高強鋼回轉(zhuǎn)底盤結(jié)構(gòu)的建造技術(shù)。在制造工藝方面,專門制定詳細的裝配制造工藝方案,從各小組預制、中組裝配、整體合攏等工序進行敘述,將精度控制及焊接要求分解到每道工序中;從焊接控制方面,技術(shù)部對相關(guān)部門、分包商以及焊工進行專業(yè)培訓,確保將高強鋼焊接要求傳達到位。在焊接過程中安排專人檢查以及部門抽查,提高整體焊接水平。通過以上兩個方面聯(lián)合控制,保證此類如回轉(zhuǎn)底盤結(jié)構(gòu)等復雜構(gòu)件的精度要求,為后續(xù)高強鋼結(jié)構(gòu)建造提供了經(jīng)驗借鑒。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實用技術(shù)(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
模具制造(2019年3期)2019-06-06 02:10:54
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
