
304不銹鋼管在GMAW焊接工藝條件下的接頭性能優(yōu)化
2021-03-26 02:37:20劉書慧呂增汪彬蔣丁存蔡新榮
金屬加工(熱加工) 2021年3期
劉書慧,呂增,汪彬,蔣丁存,蔡新榮
海洋石油工程(青島)有限公司 山東青島 266520
1 序言
304不銹鋼具有較高的強(qiáng)度,在-196℃溫度條件下具有優(yōu)良的低溫韌度以及良好的焊接性,常用于LNG核心工藝模塊的低溫服役管道。某項(xiàng)目設(shè)計(jì)要求對(duì)其中一部分304不銹鋼管采用GMAW(熔化極氣體保護(hù)焊)工藝進(jìn)行焊接,并對(duì)焊接工藝幾個(gè)方面的要素提出了一些限定要求。在項(xiàng)目早期階段,進(jìn)行焊接試驗(yàn)并測試焊接接頭的各方面性能,結(jié)果出現(xiàn)了多次無法用常規(guī)X射線檢測出的熔合不充分問題,焊接接頭的側(cè)彎和晶間腐蝕試驗(yàn)均出現(xiàn)了不同程度的根部開裂現(xiàn)象。為此,開始分析可能導(dǎo)致熔合不足的原因,并通過多組焊接試驗(yàn)進(jìn)行驗(yàn)證,結(jié)果表明,優(yōu)化后的焊接接頭性能滿足標(biāo)準(zhǔn)規(guī)定的相關(guān)要求,進(jìn)一步驗(yàn)證了優(yōu)化后的焊接工藝是合適的。
根據(jù)項(xiàng)目設(shè)計(jì)要求,對(duì)一部分304不銹鋼管系統(tǒng)采用GMAW工藝進(jìn)行焊接,適用的公稱直徑為500~2750mm,壁厚為5.5~40mm。這其中涉及到管道在車間預(yù)制接長和現(xiàn)場安裝,以及管道與法蘭、三通與彎頭等管件的焊接工作。
焊接方面的具體要求如下:
1)根焊采用GMAW-S(熔化極氣體保護(hù)短路過渡電弧焊)工藝,對(duì)應(yīng)的焊接設(shè)備在幾個(gè)國際知名品牌的設(shè)備中選擇。
2)熱焊采用GMAW-P(熔化極氣體保護(hù)脈沖過渡電弧焊)工藝,焊接設(shè)備采用與根焊相同的設(shè)備,其余填充和蓋面的焊接方法及設(shè)備不限制。
3)焊接材料采用ER308L實(shí)芯焊絲,其中對(duì)焊絲中的硅含量有一定要求,即硅含量需略高于傳統(tǒng)焊絲。
4)焊接保護(hù)氣體為98%氬氣+2%CO2,背面保護(hù)氣為純氬氣。
5)焊接工藝評(píng)定執(zhí)行ASME B31.3和ASME IX的相關(guān)要求,同時(shí)還需要按照ASTM A262 Practice E方法對(duì)焊接接頭進(jìn)行晶間腐蝕試驗(yàn)測試。
2 前期焊接試驗(yàn)
經(jīng)過梳理落實(shí)該焊接工藝的各方面要素,選取了適合的GMAW焊機(jī)和ER308L焊絲開展前期焊接試驗(yàn)。適用于不銹鋼根焊的GMAW-S工藝,其電流輸出和獨(dú)特的波形控制技術(shù)比較適合于根焊成形,根部熔合比較充分均勻,焊接飛濺較小,焊接效率高,熱輸入較小,其輸出特性如圖1所示。
經(jīng)過一周的試焊,焊接技師初步適應(yīng)了GMAW-S和GMAW-P工藝用于304不銹鋼的焊接,焊接操作和焊縫成形趨于穩(wěn)定,因此準(zhǔn)備從試焊轉(zhuǎn)到對(duì)焊接參數(shù)和焊接接頭理化性能的研究測試。

圖1 GMAW-S根焊輸出特性
2.1 試驗(yàn)材料
試驗(yàn)?zāi)覆倪x取φ355.6mm、壁厚11mm的304不銹鋼管,焊絲選用φ1.0mm的ER308L。焊接位置為5G。選用此尺寸的鋼管進(jìn)行焊接,共需焊接4層:根焊采用GMAW-S工藝、熱焊與填充和蓋面采用GMAW-P工藝。在工作量不是很大的情況下,能夠比較全面地考察如下幾方面情況:焊接方法的輸出特性、全位置的焊接操作情況和焊道熔合及成形等。
2.2 坡口形式
坡口采用ASME B31.3標(biāo)準(zhǔn)推薦的單面75°的形式,如圖2所示。由于GMAW-S工藝為半自動(dòng)送絲,焊接速度較快,焊接熱輸入較小,因此坡口的鈍邊幾乎為0mm,僅在裝配坡口之前用砂輪機(jī)將根部打磨光滑,去除根部切割可能殘留的毛刺。組對(duì)的間隙為2.5~3.5mm,根據(jù)焊接技師的實(shí)操反饋,這個(gè)間隙范圍對(duì)于全位置焊接成形操作最容易。
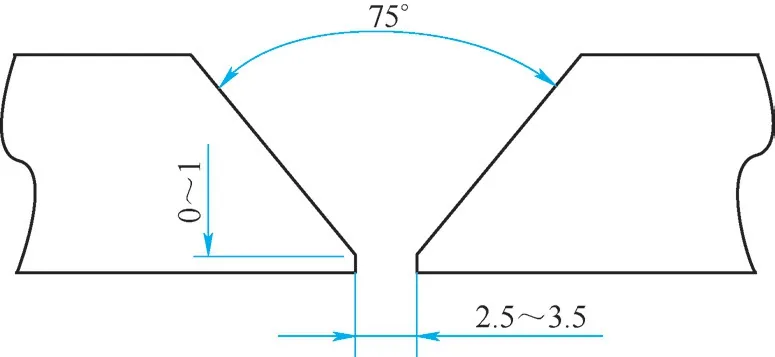
圖2 試驗(yàn)坡口形式
2.3 焊接參數(shù)
在實(shí)際焊接過程中,共完成了2個(gè)試件的焊接,其焊接參數(shù)的平均值見表1。在此參數(shù)下完成的試件焊道外觀良好,焊縫成形勻稱,焊道正反兩面的外觀成形滿足ASME標(biāo)準(zhǔn)的外觀要求,通過了工程師和檢驗(yàn)人員的外觀檢測。

表1 焊接試驗(yàn)所選取的焊接參數(shù)
2.4 無損檢測
對(duì)焊接試件進(jìn)行磁粉和X射線檢測,磁粉檢測執(zhí)行ASME VIII標(biāo)準(zhǔn),X射線檢測和判定執(zhí)行ASME B31.3標(biāo)準(zhǔn)。無損檢測的結(jié)果均符合標(biāo)準(zhǔn)的相關(guān)要求,判定為合格。
2.5 理化性能測試
按照ASME IX標(biāo)準(zhǔn)的相關(guān)要求對(duì)焊接接頭進(jìn)行力學(xué)性能測試,取4個(gè)側(cè)彎試件、2個(gè)減截面拉伸試件、3組低溫沖擊試件、2個(gè)宏觀試件,并測定了焊接接頭的鐵素體含量[1]。另外,取3個(gè)晶間腐蝕試件,按照ASTM A262 Practice E方法對(duì)焊接接頭進(jìn)行測試。
測試結(jié)束后,側(cè)彎試件出現(xiàn)了根部開裂問題,晶間腐蝕之后的根彎試驗(yàn)同樣出現(xiàn)了根部開裂,表明焊接試件的根部熔合存在問題。盡管無損檢測沒有發(fā)現(xiàn)超標(biāo)缺陷,但高度疑似出現(xiàn)了根部冷搭接問題。
冷搭接是 AWS 技術(shù)和標(biāo)準(zhǔn)文獻(xiàn)在闡述 GMAW焊接接頭中存在的一種缺陷時(shí),所用的非標(biāo)準(zhǔn)焊接缺陷術(shù)語。所謂冷搭接,實(shí)際上即是未熔合,它常易于發(fā)生在 GMAW 焊縫中。冷搭接有別于一般意義上的未熔合,其特點(diǎn)是缺陷尺寸小,不易于被目視檢測和 RT 等常用方法探測出來。
研究表明,產(chǎn)生冷搭接的原因歸結(jié)為飛濺在熔池兩側(cè)腳部、熔池溢出及以上兩者的組合,冷搭接的尺寸為 0.01~1.5mm。其中尺寸較大的冷搭接容易目測到,而10μm 級(jí)的冷搭接卻很難用無損檢測方法發(fā)現(xiàn)。
3 開裂原因分析及優(yōu)化措施
因?yàn)楣茏訄A周方向的全位置幾乎都有開裂,而且在有彎曲開裂試件的鄰近位置,補(bǔ)充取樣的彎曲試件也出現(xiàn)了不同程度的開裂問題。最初分析認(rèn)為,根部熔合欠佳的主要原因是焊接參數(shù)較小,熱輸入不足,因此調(diào)整的方向是適當(dāng)增大焊接參數(shù),主要是提高送絲速度和焊接電流,二者正相關(guān)。但通過試焊,仍出現(xiàn)了類似圖3中的彎曲開裂問題。因此,一致認(rèn)為,提高送絲速度和焊接電流的做法不是調(diào)整的主要方向,因?yàn)楫?dāng)前技師們采用的焊接參數(shù)在焊接過程中的操控是比較適宜的,如果參數(shù)提高過大,會(huì)出現(xiàn)操作和成形困難等問題,所以焊接參數(shù)僅適合少許增加。
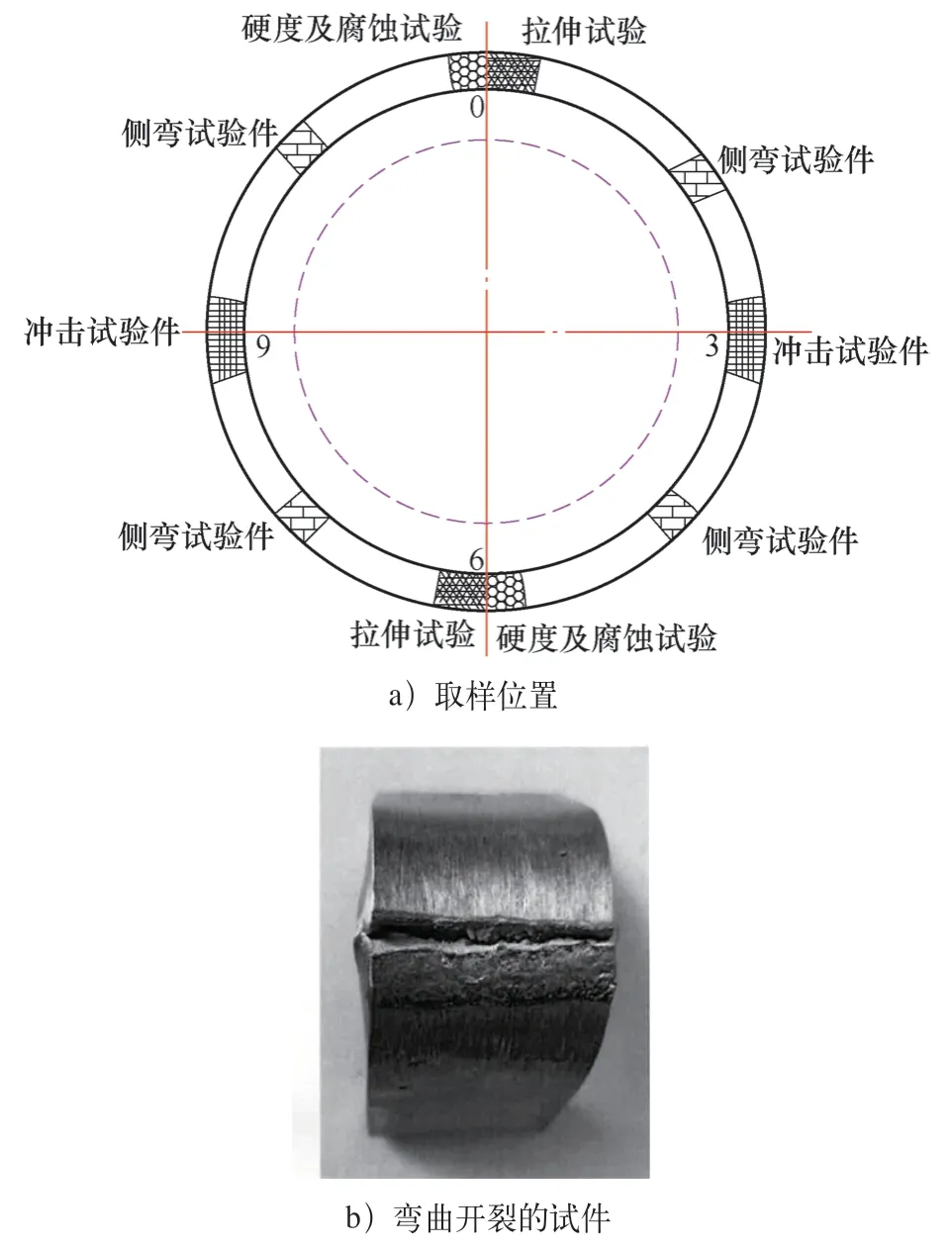
圖3 性能測試件的取樣位置和彎曲開裂的試件
進(jìn)一步分析發(fā)現(xiàn),需要將坡口組對(duì)間隙適當(dāng)增加,由原來的2.5~3.5mm增加到3~5mm,以此來延長根焊時(shí)電弧在根部兩側(cè)的停留時(shí)間,適當(dāng)增加了根焊的擺動(dòng)。另外,嘗試用φ0.9mm的焊絲,隨著焊絲直徑減小,如果在單位時(shí)間內(nèi)輸出相近數(shù)量的熔敷金屬,則需要提高送絲速度進(jìn)而增大少許焊接電流,對(duì)熔合有一定改善作用。而且由于焊絲直徑的減小,技師們?cè)诤附舆^程中對(duì)根焊的熔池操控能夠更加精確,普遍反映在高速送絲的情況下,盡管焊絲源源不斷地持續(xù)送進(jìn),依然能比較從容地操控電弧和根部熔合,焊接過程的可操控性有了較好的改善。
4 驗(yàn)證優(yōu)化措施
為了驗(yàn)證制定的優(yōu)化措施,采用前期模擬試驗(yàn)的管材進(jìn)一步開展焊接試驗(yàn)。
(1)焊接參數(shù)方面的優(yōu)化 將坡口裝配間隙調(diào)整到3~5mm,換用了φ0.9mm的焊絲,并將送絲速度調(diào)整到5.08m/min左右。
(2)焊接操作方面的優(yōu)化 由于坡口組對(duì)間隙有所增大,因此在施焊過程中嘗試調(diào)整根焊時(shí)的擺動(dòng)幅度和角度,適當(dāng)延長根焊時(shí)電弧在母材兩側(cè)的停留時(shí)間。經(jīng)過反復(fù)多次嘗試,技師們普遍反映,由于GMAW工藝采用機(jī)械式送絲,因此焊絲送進(jìn)速度較快,且根部間隙的調(diào)整屬于微調(diào),根部空間增大有限,難以特別明顯地主動(dòng)控制延長電弧在根部兩側(cè)停留時(shí)間的操作,說明在這個(gè)量級(jí)的調(diào)整變化,焊接技師們?cè)诓僮鬟^程中沒有明顯的感知。
經(jīng)過采取以上優(yōu)化措施,焊接完成的多組試件外觀成形良好,無損檢測合格,隨后的各項(xiàng)力學(xué)性能試驗(yàn)和晶間腐蝕試驗(yàn)合格,驗(yàn)證了優(yōu)化后的焊接工藝滿足標(biāo)準(zhǔn)要求。
5 結(jié)束語
通過分析在指定的GMAW工藝條件下304不銹鋼管產(chǎn)生彎曲開裂的原因,調(diào)整坡口組對(duì)間隙、焊絲直徑、送絲速度等工藝參數(shù)的組合等措施,獲得了304不銹鋼管在GMAW焊接工藝組合條件下良好的接頭性能。
GMAW焊接工藝在眾多焊接標(biāo)準(zhǔn)中都要求對(duì)焊接接頭開展彎曲試驗(yàn),以此驗(yàn)證焊接工藝的熔合問題。因此,在制定合適的GMAW焊接工藝時(shí),需要結(jié)合實(shí)際工況不斷優(yōu)化所選焊接要素的組合匹配,并通過試驗(yàn)測試反復(fù)驗(yàn)證焊接工藝的穩(wěn)定性。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
