
環(huán)境溫度對(duì)CRH6型轉(zhuǎn)向架側(cè)梁焊后長(zhǎng)度收縮量的影響
2021-03-26 02:37:22付浩王寬劉斌夏有庭
金屬加工(熱加工) 2021年3期
付浩,王寬,劉斌,夏有庭
中車南京浦鎮(zhèn)車輛有限公司 江蘇南京 210031
關(guān)鍵字:焊接收縮;環(huán)境溫度;尺寸控制
1 序言
CRH6城際動(dòng)車組轉(zhuǎn)向架應(yīng)用于珠江三角洲城際軌道交通“穗莞深”項(xiàng)目,該項(xiàng)目屬于企業(yè)生產(chǎn)轉(zhuǎn)型的一個(gè)產(chǎn)品,標(biāo)志著中車南京浦鎮(zhèn)車輛有限公司從生產(chǎn)地鐵、大鐵路產(chǎn)品跨入生產(chǎn)高速列車的行列。該項(xiàng)目在制造、技術(shù)、材料等方面有別于地鐵項(xiàng)目,質(zhì)量控制上也會(huì)有所區(qū)別。本文著重從側(cè)梁焊接收縮量不斷變化的角度,分析出其焊接變形與環(huán)境溫度變化的關(guān)系,并通過隨環(huán)境溫度變化而采取相應(yīng)措施的方法來(lái)改善焊接變形,從而減少不合格品的產(chǎn)生。
2 側(cè)梁的結(jié)構(gòu)和制造工藝
2.1 側(cè)梁的結(jié)構(gòu)
轉(zhuǎn)向架作為高速列車實(shí)現(xiàn)高速、重載的部件之一,其性能直接影響高速列車運(yùn)行的安全性。側(cè)梁作為構(gòu)架的主要承載結(jié)構(gòu),主體為焊接而成,所選焊接板材為SMA490BW耐候鋼(即耐大氣腐蝕鋼)。該鋼種在融入現(xiàn)代冶金新機(jī)制、新技術(shù)和新工藝后得以可持續(xù)發(fā)展和創(chuàng)新,屬世界超級(jí)鋼技術(shù)前沿水平的系列鋼種之一,由普通碳素鋼添加少量Cu、Ni、Cr等耐腐蝕元素而成(見表1),具有優(yōu)質(zhì)鋼的強(qiáng)韌、塑延、成形、焊割、磨蝕、高溫及疲勞等特性(見表2)。焊接材料匹配CHW-55CNH焊絲[1]。
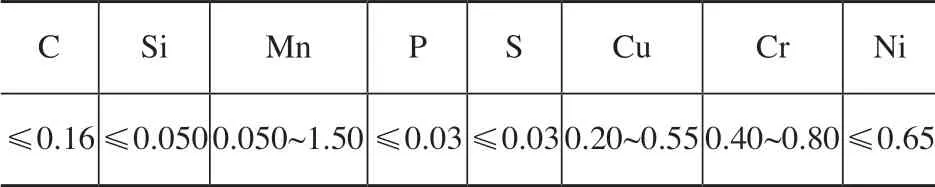
表1 SMA490BW耐候鋼化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)
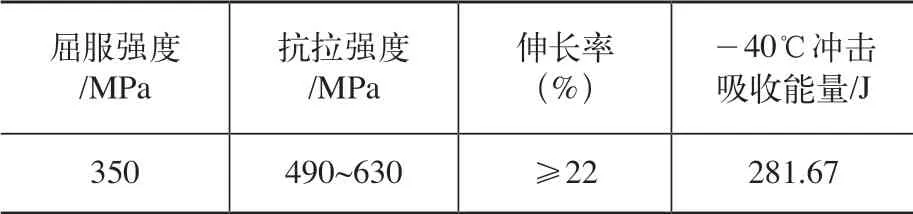
表2 SMA490BW耐候鋼力學(xué)性能
碳素鋼的性能會(huì)隨著溫度的變化而變化,一般情況下(-10~40℃),隨著溫度的降低,鋼的塑性會(huì)降低,抗拉強(qiáng)度和屈服強(qiáng)度會(huì)增強(qiáng),意味著鋼材變硬變脆,不易變形;隨著溫度的升高,鋼的塑性會(huì)增強(qiáng),抗拉強(qiáng)度和屈服強(qiáng)度會(huì)降低,意味著鋼材變“軟”,容易產(chǎn)生變形[2]。
CRH6側(cè)梁安裝尺寸如圖1所示,外形類似于弓形,為箱形斷面(見圖2),側(cè)梁內(nèi)腔作為氣室。這種結(jié)構(gòu)易導(dǎo)致側(cè)梁焊接后在長(zhǎng)度方向產(chǎn)生較大收縮[3]。
2.2 側(cè)梁的制造工藝
側(cè)梁組裝采用分步組焊方式,主要以手工MAG焊為主,保護(hù)氣體采用80%Ar+20%CO2,側(cè)梁外體長(zhǎng)焊縫采用機(jī)械手焊接。工藝設(shè)計(jì)時(shí)考慮焊后長(zhǎng)度方向會(huì)收縮,側(cè)梁組裝時(shí)在長(zhǎng)度方向有12mm工藝放量。經(jīng)工藝驗(yàn)證,規(guī)定了嚴(yán)格的焊接順序,也采用了相應(yīng)的工裝夾具來(lái)對(duì)側(cè)梁進(jìn)行剛性固定,一定程度上保證了側(cè)梁焊后收縮量受控。
焊后采用三維劃線儀進(jìn)行側(cè)梁各關(guān)鍵尺寸的測(cè)量,檢查是否符合工藝要求,超差尺寸需進(jìn)行調(diào)修處理。
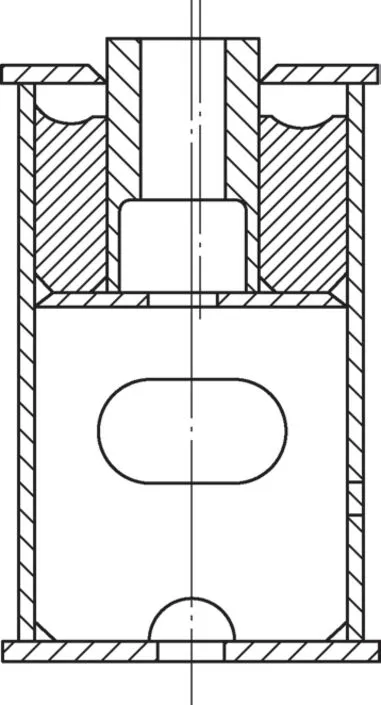
圖1 CRH6側(cè)梁安裝尺寸
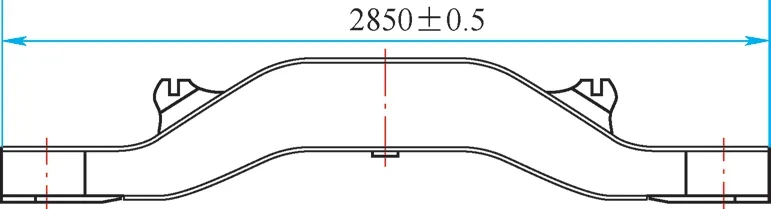
圖2 CRH6側(cè)梁斷面
3 側(cè)梁焊后變形問題及分析
3.1 側(cè)梁焊接變形的部分原因
側(cè)梁經(jīng)過成熟的工藝支持及焊接過程控制,原則上產(chǎn)品在長(zhǎng)度方向的收縮量不易出現(xiàn)大批量的不合格品。通常情況下產(chǎn)品出現(xiàn)收縮量不合格的現(xiàn)象有以下幾個(gè)方面的原因。
1)組裝時(shí),若員工將尺寸量錯(cuò)(較少見)或工裝定位出現(xiàn)變動(dòng),則會(huì)導(dǎo)致產(chǎn)品的尺寸在初始狀態(tài)就已經(jīng)不合格,易出現(xiàn)單個(gè)或小批量的不合格品。
2)在焊接過程中,員工未按工藝要求的順序和參數(shù)進(jìn)行焊接,或未控制層間溫度,也會(huì)使焊接收縮不受控。
3)在焊接過程中,產(chǎn)品剛性固定工裝未夾緊而松動(dòng),或焊后產(chǎn)品未完全冷卻就拆除工裝,使得工裝的剛性固定失去作用[4],均會(huì)導(dǎo)致收縮不受控。
以上幾種情況導(dǎo)致的焊接變形不受控一般都是偶發(fā)性事件,出現(xiàn)的概率相對(duì)較低,形成大批量不合格品的可能性較小。通過加強(qiáng)焊接過程控制可以避免問題的再次發(fā)生。
在實(shí)際的生產(chǎn)過程中,CRH6側(cè)梁長(zhǎng)度收縮量卻經(jīng)常出現(xiàn)大批量的不合格品,嚴(yán)重影響了產(chǎn)品的質(zhì)量和生產(chǎn)效率。
3.2 側(cè)梁劃線尺寸批量超差問題
CRH6項(xiàng)目側(cè)梁在劃線時(shí),長(zhǎng)度方向尺寸經(jīng)常會(huì)出現(xiàn)大批量的超差,長(zhǎng)度尺寸時(shí)而超上限,時(shí)而超下限,即使嚴(yán)格控制焊接過程,長(zhǎng)度尺寸也會(huì)超上下限。經(jīng)在CRH6項(xiàng)目生產(chǎn)線上長(zhǎng)期的觀察和研究,發(fā)現(xiàn)超差現(xiàn)象并不是無(wú)序的,而是有一定規(guī)律性且有跡可循的,即長(zhǎng)度尺寸的變化和環(huán)境溫度的變化存在一定的關(guān)系,隨季節(jié)溫度的變化而產(chǎn)生有規(guī)律的變化。
4 選樣尺寸數(shù)據(jù)統(tǒng)計(jì)與分析
4.1 試驗(yàn)選樣準(zhǔn)備
為得出側(cè)梁焊接長(zhǎng)度變形與環(huán)境溫度的關(guān)系,以CRH6項(xiàng)目生產(chǎn)中隨選生產(chǎn)的40根側(cè)梁作為試驗(yàn)數(shù)據(jù)的來(lái)源,組裝時(shí)其尺寸均嚴(yán)格控制在公差中值狀態(tài)(2850±0.5)mm以內(nèi)(側(cè)梁組裝時(shí)的工藝長(zhǎng)度為2850mm±2mm),如圖2所示。焊后側(cè)梁劃線檢測(cè)長(zhǎng)度方向的工藝尺寸應(yīng)為2838.0~2844.0mm,尺寸超差即為不合格。
試驗(yàn)地點(diǎn)為CRH6側(cè)梁焊接廠房,廠房?jī)?nèi)為封閉空間,有溫度監(jiān)測(cè),廠房?jī)?nèi)溫度隨季節(jié)而變化,其溫度可視為焊接的環(huán)境溫度。
4.2 試驗(yàn)數(shù)據(jù)統(tǒng)計(jì)
記錄統(tǒng)計(jì)該40根側(cè)梁的編號(hào),焊接時(shí)的日期、環(huán)境溫度以及焊接完成后的長(zhǎng)度尺寸數(shù)據(jù)。
將側(cè)梁焊后尺寸按升序排列后,得出更直觀的數(shù)據(jù)(見表3)。側(cè)梁長(zhǎng)度升序排列,意味著表中側(cè)梁的序號(hào)越大,長(zhǎng)度越長(zhǎng)。其中A-15-265號(hào)側(cè)梁因?yàn)楫?dāng)時(shí)側(cè)梁焊接機(jī)械手頻繁故障,側(cè)梁焊接過程不停地中斷,所以該側(cè)梁數(shù)據(jù)不具代表性,不能參與統(tǒng)計(jì)分析,需排除在統(tǒng)計(jì)數(shù)據(jù)外。從表3中可以看出溫度隨長(zhǎng)度的增加有下降的趨勢(shì)。
將該類數(shù)據(jù)用折線圖的形式(見圖3)表現(xiàn)出來(lái)后,可明顯地看出溫度呈現(xiàn)規(guī)律性的變化,圖中橫坐標(biāo)為側(cè)梁長(zhǎng)度升序排列序號(hào),縱坐標(biāo)為溫度,可以看出溫度和尺寸存在一定關(guān)系。

表3 CRH6側(cè)梁焊后尺寸變化記錄表

圖3 環(huán)境溫度與側(cè)梁焊后長(zhǎng)度方向尺寸關(guān)系
4.3 數(shù)據(jù)分析
分析可知,側(cè)梁焊后長(zhǎng)度尺寸隨著環(huán)境溫度的變化而變化,且變化有一定規(guī)律,環(huán)境溫度越高,則焊后收縮量越大,即側(cè)梁越短,相反環(huán)境溫度越低,側(cè)梁收縮量越小,即側(cè)梁越長(zhǎng)。環(huán)境溫度與焊后收縮量成正比。
環(huán)境溫度升高,鋼的塑性增強(qiáng),抗拉強(qiáng)度和屈服強(qiáng)度降低,材料更易變形,因此焊接后側(cè)梁更容易變形,收縮量大,反之環(huán)境溫度降低,鋼材不易變形,收縮量小。碳素鋼性能與環(huán)境溫度的關(guān)系與試驗(yàn)結(jié)果相吻合。
溫度與尺寸可粗略地看成線性關(guān)系,根據(jù)線性方程簡(jiǎn)單分析得出計(jì)算公式為
式中d——組裝時(shí)側(cè)梁長(zhǎng)度公差值(mm);
T——環(huán)境溫度(℃),一般為5~35℃。
假設(shè)環(huán)境溫度T為1 0 ℃,則組裝公差d按-1.37mm執(zhí)行,側(cè)梁長(zhǎng)度組裝尺寸可控制在(2850-1.37)mm=2848.63mm。
5 結(jié)束語(yǔ)
1)隨環(huán)境溫度升高,側(cè)梁焊后收縮量呈升高趨勢(shì),反之亦然。
2)焊接過程的中斷會(huì)對(duì)焊后收縮造成一定影響。
3)CRH6側(cè)梁組裝時(shí),長(zhǎng)度尺寸可以隨溫度變化而變化,溫度升高時(shí),長(zhǎng)度尺寸組裝趨向上限,溫度降低時(shí),長(zhǎng)度尺寸組裝趨向下限。在實(shí)際生產(chǎn)中,中東南京浦鎮(zhèn)車輛有限公司已采用該種方式,效果良好。
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
