電解凈液工藝處理銅陽極泥浸出液的生產實踐及優化
2021-03-26 03:00:28余林花
中國有色冶金 2021年1期
蘇 峰,余林花
(金隆銅業有限公司,安徽 銅陵244021)
銅陽極泥浸出液(以下簡稱“浸出液”)是將銅電解精煉所產陽極泥使用稀硫酸溶液分別利用一段常壓及二段加壓工藝在反應釜容器內浸出所產的含銅廢液,除銅以外,鎳、碲、硒等有價元素也被浸出,與銅一起進入浸出后液[1]。
金隆銅業有限公司(以下簡稱“公司”)每年產出浸出液中銅含量約1 190 t,在技改之前主要通過旋流電積系統處理該浸出液。但因一段浸出液雜質含量過高,旋流電積系統設計能力受限,僅能處理少量雜質含量低的二段浸出液,同時,受黑酸回用限制(酸濃要求達60%以上),旋流電積系統日均處理二段浸出液約35 m3。因此,仍有大部分浸出液無法實現內部循環,需要通過外售的方式進行處理,此種方式對公司的經濟效益產生較大影響[2]。
針對此問題,公司通過經濟效益測算對比旋流電積工藝與電解凈液工藝處理銅陽極泥浸出液的方案,結果表明電解凈液工藝優于旋流電積工藝。實施電解凈液工藝后,取得了很好的經濟效益。
1 旋流電積工藝處理銅陽極泥工藝流程及生產參數
公司浸出液每日產量約90 m3,其中一段常壓浸出液15 m3,二段加壓浸出液75 m3。一段、二段浸出混合液銅含量40 g/L,年開工率90%。技改前采用的銅陽極泥處理工藝流程見圖1。由圖可知,銅電解系統所產銅陽極泥通過酸浸的方式在常壓及加壓工藝條件下,將含銅浸出后液通過壓濾分離。壓濾出的浸出后液一般通過外售、旋流電積系統及電解凈液等方式處理,經凈液脫銅后的電解液一部分返回電解系統,另一部分返硫酸鎳工藝處理,得到產品粗硫酸鎳及黑酸,黑酸再回用至稀貴金屬工序處理銅陽極泥。壓濾浸出渣經卡爾多爐處理澆鑄金銀錠,作為電解金銀的產品。

圖1 銅陽極泥處理工藝流程圖
2 兩種浸出液處理工藝方案效益對比
為實現銅陽極泥浸出液的綜合利用,提高公司的整體經濟效益,依據目前生產工藝條件,主要選擇兩種處理方案:一是繼續現有旋流電積工藝并擴大產能,逐步提高處理量[3];二是通過電解凈液工藝處理。為明確該兩種方案的最優選擇,通過效益測算初步確定優先方案。表1、表2分別為浸出液通過旋流電積工藝和電解凈液工藝的效益測算結果,電費、水費分別按照0.54 元/kW·h、1.93 元/t 計算。
2.1 旋流電積處理浸出液效益
表1為浸出液在旋流電積系統處理的效益測算結果。以年生產500 t 電解銅計,噸銅電耗3 500 kW·h、水耗3.64 t。經計算,浸出液在旋流電積系統處理加工總成本為726.4 萬元,單位成本為726.4 ×10 000 ÷500 =14 528 元/t。

表1 浸出液在旋流電積系統的效益測算
由于旋流電積系統年處理浸出液含銅約500 t,剩余的浸出液含銅約690 t 需外售處理,以2018年銅回收率按98%計,電解液含銅計價系數為電解銅價格的63.5%,電解銅銷售單價按當年均價51 500元/t 計,則每年外售含銅浸出液損失見式(1)。

2.2 電解凈液系統處理浸出液效益
表2為浸出液在電解凈液系統處理的效益測算結果,以浸出液直接產出標準銅1 000 t、黑銅泥產出電解銅190 t 計,噸銅電耗2 200 kW·h、水耗1.9 t。另,凈液系統恢復生產一次性需投入資材備件約654 萬元,根據各資材備件使用年限,當年分攤資材備件費268 萬元。經計算,浸出液在電解凈液系統處理加工總成本為367 萬元,單位成本為3 084 元/t。其中電解凈液工序可控成本為225 萬元,單位可控成本為1 894 元/t。

表2 浸出液在凈液系統的效益測算
浸出液通過電解凈液工藝系統處理,約85%銅轉化為標準銅,即產出標準電銅約1 000 t;約15%銅進入黑銅泥,即產出黑銅泥含銅約190 t,黑銅泥再返回閃速爐處理。另,凈液系統年產粗銅約4 000 t;年產黑酸約6 000 t(酸濃達60%~70%),可基本實現銅電解陽極泥再加工過程中黑酸再利用和產出浸出液的產出平衡[5]。
通過對上述兩個處理方案的比較,浸出液采用旋流電積工藝處理一年效益損失約1 086 萬元,在凈液系統處理可控成本為225 萬元,由此看出,浸出液在凈液系統處理比在旋流電積系統處理具有明顯經濟優勢。
3 電解凈液工藝處理陽極泥方案及優化
3.1 電解凈液工序生產能力
電解凈液工序承擔著銅電解生產過程中脫銅、脫雜的重要任務。現凈液工藝主要有原老凈液工序(停產)及新凈液工序,經過整合該兩套工藝以后,原老凈液生產工藝承擔著凈化脫銅任務,即生產標準電積銅,新凈液工藝承擔著電積脫雜的功能。該電積工序有兩套獨立控制系統,分別控制脫銅工序與脫雜工序。表3為凈液工藝系統的脫銅處理能力。

表3 凈液工藝系統的生產能力
根據表3數據分析,按公司年產46 萬t 電解銅的生產規模,銅溶出率1.3%(以設計數據為準)計算可知,年銅溶出量為460 000 ×1.3% =5 980 t,而凈液脫銅能力為5 200 +2 270 =7 470 t,可知凈液富余了7 470-5 980 =1 490 t 的脫銅能力,大于浸出液含銅1 190 t。因此,公司所產銅陽極泥浸出液實施電解凈液工藝進行處理是可行的。
3.2 獨立系統處理浸出液
浸出液的成分主要由陽極泥的成分決定。由于一段常壓浸出液的成分較為復雜,一段和二段的混合溶液經輸送至電解凈液系統后極易混合原待處理的廢電解液,最終將會影響脫雜終液的成分穩定性。因此,為了保持脫雜終液的穩定性,工藝上布置一條獨立循環管線對該混合浸出液進行獨立處理[4],即與原待處理廢電解液區分處理。表4列出了混合浸出液的主要成分,由表可知該混合浸出液的成分較為復雜,無規律可循。圖1即為凈液工序獨立系統處理浸出液的設備連接圖。
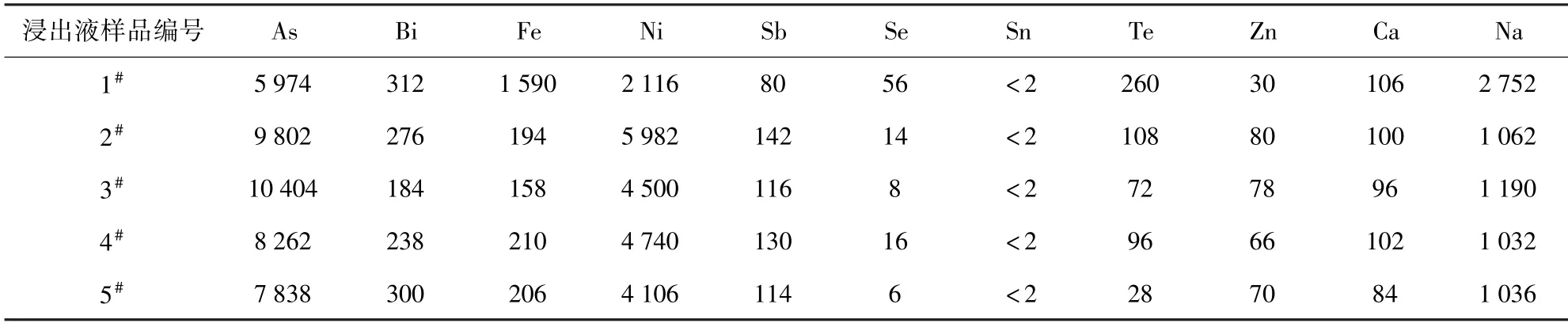
表4 浸出液的主要成分 mg/L

圖2 獨立系統處理浸出液的設備連接圖
電解凈液系統經過優化改造后,該混合浸出液可實現完全的循環處理,循環流量調整,可根據該混合浸出液的脫雜成分及時調整。由于該混合浸出液的成分較復雜,其一次電積脫銅所產標準銅的雜質成分及脫雜終液的成分波動較大。經分析,由于混合浸出液的成分主要由銅陽極泥的成分決定,其成分復雜且無規律,經過一次電積脫銅處理后,標準銅的雜質成分波動較為明顯,基本不具備外售條件(如表5所示)。同時,所產脫雜終液的各項成分波動明顯,不利于后段硫酸鎳系統生產的穩定(表6)。

表5 獨立系統處理浸出液所產某批標準銅的雜質成分 10 -6

表6 獨立系統處理浸出液后所產的脫雜終液成分g/L
3.3 混合浸出液與廢電解液的處理
受混合浸出液成分波動大影響,一次電積獨立系統脫銅工序所產標準銅及脫雜終液的成分波動較大。每日混合浸出液所占體積與脫銅處理廢電解液體積比例約為1∶(8~20),如果該浸出液混合廢電解液能夠在凈液工序均勻處理,其成分應較為穩定,則對標準銅的質量及脫銅終液的成分影響會降低。圖3為浸出液與廢電解液混合后的設備連接圖。經優化改造后,浸出液以24 h 連續混合廢電解液的方式進入凈液電積系統,該處理方式可減少人工調整工作量,也為凈液系統的穩定控制提供了保障。表7為工藝優化以后所產標準銅的化驗成分,可知標準銅成分較穩定,且滿足要求。

圖3 浸出液與廢電解液混合后的設備連接圖

表7 浸出液與廢電解液混合后所產某批標準銅的雜質成分 10 -6
上述分析可知,浸出液與廢電解液混合處理以后,成分較為穩定,能夠滿足標準銅的生產。
生產實踐表明,通過單獨處理或者混合處理該浸出液均能夠實現完全消化處理,但考慮到一次電積脫銅生產標準銅的質量以及二次電積脫雜后液的成分穩定性問題,優先選擇浸出液與廢電解液混合處理更有利于電解系統的穩定運行,同時也為后道工序的生產提供了便利條件。
4 結語
經過近一年的生產實踐,銅陽極泥浸出液能夠實現完全的閉路消化處理,尤其是與廢電解液混合處理后更有利于脫雜終液成分的穩定,所產標準銅質量穩定,脫雜終液的各元素成分處于合理范圍。因此利用凈液工藝處理銅陽極泥浸出液是可行的。
與傳統的旋流電積技術相比,公司采用該工藝具有以下優點:第一,減少了一套旋流電積處理系統的設備投入,直接利用現有的凈液處理系統即可實現兩種廢液(廢電解液及浸出液)的有效處理;第二,實際運行過程中,成本和場地等投入均明顯降低,處理能力也得到有效提高;第三,浸出液實現了內部循環處理,無需外售,提高了金屬回收率,降低了有價金屬的損失,并減少了環保風險,為銅冶煉行業處理同類浸出液提供了參考方案。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52