
煤礦井下管道自動除銹工藝的研究及應用
2021-03-29 01:40:41李志紅馬宏業梅瑞
裝備維修技術 2021年20期
李志紅 馬宏業 梅瑞
摘 要:對煤礦井下使用的管道除銹提出了一種新工藝處理方法,實現了對管道外、內壁同時進行除銹,除銹過程全自動,形成了流水線作業,除銹質量、速度雙提升,人員投入、成本雙下降。現場驗證效果顯著,解決以往采用人工上料、砂輪打磨除銹體力勞動強度大,效率低,除銹質量差,防銹處理達不到重新噴漆預期效果,抗腐蝕能力差,處理過程中灰塵及噪音大,對環境造成很大污染和危害人員健康問題。新工藝除銹處理方法已經推廣應用,達到管道內、外壁銹斑清除的目的。
關鍵詞:新工藝 管道除銹 全自動 流水線
中文分類號:TD76 文獻標識碼:A 文章編號:
引言
隨著綜采、綜掘機械化在煤礦的大規模應用,大批高產高效礦井逐漸形成,該類礦井采掘速度快、巷道延伸長,則供水、壓風、排水、注漿、注氮管路系統敷設頻繁且距離較長,需使用大量管路。按照煤礦質量標準化要求,管路必須除銹經過噴漆防腐處理方可使用。
目前管道除銹靠人工使用鋼絲刷或用角磨機操作,效率低,且除銹質量差,防銹處理達不到預期效果,抗腐蝕能力差。因管路在井下潮濕污染的環境下使用,管道外壁、內壁腐蝕十分嚴重,造成管壁厚度減少,耐壓指標下降,對生產和安全構成隱患。故井下拆卸下來的管道需升井除銹防腐后再使用。
目前煤礦管道除銹普遍采用砂輪打磨進行處理,此方法存在如下問題:
1、管道除銹采用砂輪打磨進行處理中安全隱患非常大,打磨過程中的銹塊很容易把人打傷,另外,處理后使管道壁厚減小,達不到井下安全使用標準,存在安全隱患;
2、每次除銹投入人員多,上料需要人工搬運,體力勞動強度大,費工、費時,效率低,并且處理過程中灰塵大,對環境造成很大污染和危害操作人員身體健康。
因此,采用先進自動化除銹裝置代替人工除銹就顯得極為必要和迫切。
經過多年迅速發展起來高壓水射流技術應用在各行業運用已體現出獨特的優越性。隨著大型化、智能化以及專用化的高壓水射流設備的迅速發展,該技術也滲透眾多應用領域。高壓水射流以水為工作介質,通過增壓設備和特定形狀的噴嘴產生高速射流束,具有極高的能級密度,合理的用于除銹清洗作業中。所謂高壓水射流,將自來水由高壓泵進行加壓,以某種適合的壓力通過特殊設計的噴嘴,并以極高的速度噴出的高能量、高集中的水流,來進行管道的內壁、外壁除銹以及其它污物。
高壓水射流自動裝置除銹主要優點:成本低、效率高、質量好、速度快、無環境污染、安全性好。
1、管道自動除銹上下料流水線的主要組成及工作原理
根據管道除銹的工藝要求,確定了流水線的總體方案。該流水線主要由機械結構、液壓系統、電氣控制系統、高壓泵站系統4部分組成。
1.1、機械結構
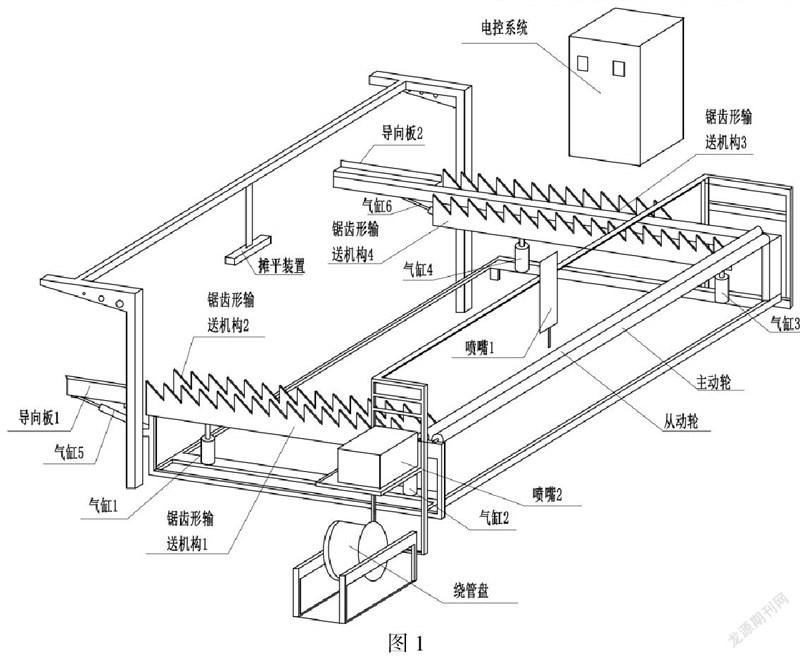
機構結構由上料架、管道輸送機構、水射流噴嘴固定行走框架、工作臺、下料架部分組成,見圖1 。
1.1.1、上下料架
上料架由置料架、液壓支柱、導向板組成。當置料架上放上管道時,液壓支柱支起置料架形成一定角度,管道利用自重滾到鋸齒形輸送板塊上,導向板自動對管道進行校整調平。除銹完的管道由工作臺上移到下料架,液壓支柱支起置料架形成一定角度,管道利用自重移動到地面上。
1.1.2、管道輸送機構
輸送機構由兩塊鋸齒形輸送板塊組成,其中一塊是固定的,另一塊由液壓支柱控制可以上下移動,兩塊鋸齒形輸送板塊有一定錯位,利用鋸齒錯位可以把管道向前輸送到工作臺上。
1.1.3、水射流噴嘴固定行走框架
行走框架上安裝移動軌道、步進電機、水射流噴嘴,水射流噴嘴在步進電機控制下可以左右移動,噴嘴噴出由高壓泵站產生的高壓水射流,除去管道表面上銹斑。
1.1.4、工作臺
工作臺由兩個主動輪兩個從動輪組成,管道放置在上面,主動輪由電機控制旋轉,帶動管道旋轉。
1.2、液壓系統
液壓系統為液壓支柱提供驅動力,使各運動部分按照程序控制的要求進行動作。主要包括液壓缸、電機、油泵、電磁換向閥、溢流閥、液控單向閥、壓力表及各種壓力調節閥。在液壓系統中安裝液壓單向閥其目的是當油管破裂時液壓系統失壓情況下,使油缸處于保壓狀態以保證液壓系統的安全。
1.3、電氣控制系統
電氣控制系統由可編程控制器、控制程序、變頻器、行程開關、按鈕組成。PLC控制穩定可靠,維修方便,能在各種現場的惡劣環境中工作,并可根據工藝要求隨時更改動作流程。由變頻器控制高壓泵站機,可實現高壓泵站輸出水射流的流量平穩并可無級調整水射流的大小。
1.4、高壓泵站系統
由電機、精密過濾器、前置增壓泵、柱塞泵、換熱器、氣動高壓閥組成。電機驅動增壓泵,實現電能與高壓水能的轉換,通過變頻器來控制電機的轉速從而控制泵的流量,通過氣動控制閥門來實現高壓水射流的控制。
1.5、電氣控制系統
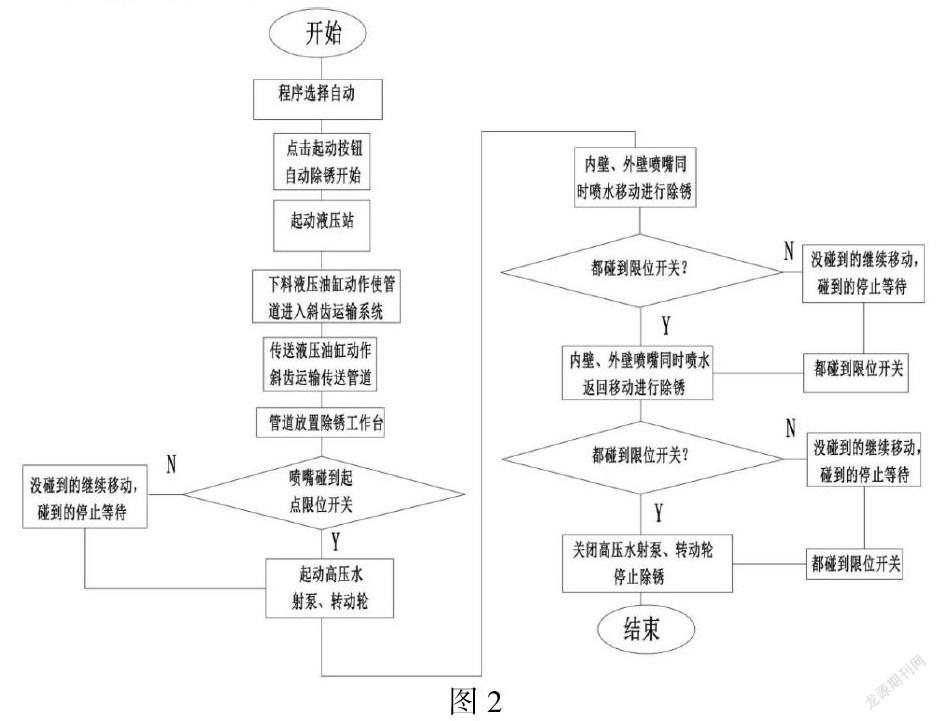
自動控制系統對管道自動上、下料機構、管道輸送機構、高壓泵站、工作臺及每個橫向行走機構獨立控制,確保其運行狀態互不影響。自動除銹裝置的除銹起止位置、橫縱向移動時間和距離均為可調,采用行程開關控制。自動控制系統以PLC為核心,通過控制程序、繼電器的配合使用,完成自動除銹過程。
控制程序見2。
2、主要技術參數
2.1、超高壓泵站參數
2.2.1、供電電壓(V):AC :380V(允許電壓波動±10%);
2.2.2、泵壓力:2000bar;
2.2.3、作業壓力:1800bar;
2.2.4、流量:30L/min;
2.2.5、驅動功率:90KW;
2.2.6、柱塞數量:3;
2.2、液壓站
2.2.1、供電電壓(V):AC :380V(允許電壓波動±10%);
2.2.2、泵壓力:250bar;
2.2.3、流量:16L/min;
2.2.4、驅動功率:4KW;
2.2.5、油泵結構:齒輪式;
3.3、控制柜
3.3.1、供電電壓(V):AC :380V(允許電壓波動±10%)
3.3.2、主電機啟動方式:軟啟動
3.3.3、主控PLC系統:Siemens
3.3.4、輔助中間控制:CHNT
3、結束語
煤礦井下管道自動除銹裝置除銹與傳統的機械式除銹相比,可產生如下效果:基于高壓水射流
3.1、無污染:高壓水射流以清潔的自來水作為介質,對環境沒有任何污染,并且噴射出的射流霧化后還能降低除銹作業區的粉塵濃度,不需除銹后處理,屬環保型除銹方法。基于高壓水射流
3.2、不腐蝕:水射流中沒有任何酸堿藥劑、清潔劑,既不腐蝕管道,又不會損傷被除銹對象的基體。
3.3、質量好:除銹裝置的除銹質量可達 Sa50級,其表面粗糙度可達理想的狀態,有利于提高漆膜附漆膜附著力。涂層未于
3.4、除銹效率高:任何尺寸大小不一、形狀的管道,只要選擇了正確的水射流參數,即壓力、流量功率及噴頭選擇合適,就能高速、有效的除銹。基于高壓水3.5、除銹成本低:高壓水射流使用自來水為介質,同時又選擇了高強度、高耐磨性的噴咀、噴頭作噴射槍具,其磨損程度非常微小,綜合成本低、效率高的雙重效果。高壓水射流除銹屬細射流噴射,除銹時只用水、電,所用噴咀直徑小,每小時只消耗水1~3,屬于節水環保型技術。基于高壓水稱枷辟醞簽
3.6、應用范圍廣:能方便地完成常規除銹方法難以完成的除銹作業,能除銹形狀和結構復雜的部件。此種除銹方法對設備、管道的大小、材質、形狀及垢物種類均無特殊要求,因此應用范圍極其廣泛。
參考文獻
[1]王孝紅;韓丹.組態軟件上位機監控系統設計與開發.信息技術與信息化,2005:78-80
[2]龐振基,黃其圣.精密機械設計[M].北京:機械工業出版社,2000.7
[3]謝錫純,李曉豁.礦山機械與設備[M].徐州:中國礦業大學出版社.2000.5
[4]侯玫,張傳俊.現代工業中幾種先進除銹方法的對比研究.機械研究與應用,2007,20(4):19—20.
[5]王信,張博蓉,劉建國,等.管道外防腐涂層補1:3新技術.石油工程建設,2003,29(5):35—36.
[6]胡偉,閆清文.封閉式噴砂系統在施工現場中的應用.全面腐蝕防護,2008,22(2):40—41;48.
[7]牛繼磊,徐依吉,李根生.石油油管防腐預處理新工藝.腐蝕與防護,2003(2):35—38.
[8]姚冠新,施國洪.鋼管壁面噴砂除銹作業線的設計.農業機械學報,2000,31(5):114~116.
[9]王鴻儒.基于PLC的鋼管矯直機工業自動控制系統.山西冶金,2011(4):28—29;66.
[10]彭遠強.基于PLC的機械吊臂模糊控制系統.柳州職業技術學院學報,2011,11(4):62—65.
作者簡介:
李志紅,1975年08月生,男,安徽懷寧人,碩士研究生,研究領域為煤礦掘進。已發表論文7篇。
馬宏業,1983年12月生,男,河南周口人,碩士研究生,研究領域為煤礦掘進。已發表論文5篇。
梅瑞,1977年10月生,男,安徽淮南人,高級技師,研究領域為煤礦機電。已發表論文2篇。
