電火花線切割用鍍層絲設計
2021-03-29 02:47:26梁志寧林火根
模具工業 2021年3期
梁志寧,林火根,吳 桐,李 攀
(寧波博德高科股份有限公司,浙江 寧波 315137)
0 引 言
近年來,隨著工件加工難易程度、模具零件復雜程度、零件精度和加工表面質量要求的不斷提高,對加工機床設備的要求也越來越高,對慢走絲電火花線切割產品的性能要求也越來越高。企業生產復雜的工件通常存在許多不同尺寸和角度的過渡連接,如尖角、圓角或鈍角,這些過渡連接統稱為轉角。由于有棱角的工件需要彎曲,不能在直線上切割,使復雜的工件難以加工。因此,如何實現復雜多拐角工件的高精度和高表面質量的電火花線切割加工一直是該領域的技術難題。
1 電火花線切割原理與加工工藝特性
電火花線切割機(wire electrical discharge machine,WEDM)是一種基于電火花加工原理,利用一種絲線形工具電極,即電極絲進行精密加工的切割技術,主要采用放電切削法加工各種多拐角復雜工件。由于電火花加工的脈沖放電時間較短,伴隨著電、磁、熱、化學腐蝕等復雜的物理過程[1],在較短的時間內,兩電極之間存在一個放電通道,在通道內形成局部瞬態高溫能量,直接蒸發或液化工件材料。基于以上加工原理,線切割加工具有宏觀力小、非接觸加工、材料適用性廣、加工質量高等特性,特別適用于加工多拐角零件、難加工模具零件和復雜形狀的工件。
現有技術表明電極絲上有裂縫會對切割有利,即包覆在電極絲芯材表面的表層斷裂能提高切割速度,但也會降低電極絲的抗拉強度,使電極絲容易被拉斷,無法繼續切割,對此技術問題的解決方案通常是增大芯材的直徑,并在芯材和斷裂的表層之間添加連續的過渡層。但上述電極絲對難加工工件只能割1修2,即同一個電極絲進行慢走絲加工時對工件最多只能切割3刀,其中第1刀粗加工,第2、3刀精修,電極絲在第4刀容易斷裂,且切割過程中會發生明顯的停頓,不能切割復雜工件拐角處。因此,設計一種高精度的電火花線切割加工用鍍層絲,實現高效切割具有拐角的難加工工件。
2 鍍層絲設計及放電切割應用分析
2.1 鍍層絲設計
如圖1所示,設計的鍍層絲包括絲線形狀的芯材和覆蓋在芯材表面的表層,同時表層包括依附在芯材表面的基層,所述基層包括多個間斷依附在芯材表面的不規則多邊形大塊,相鄰的大塊之間設有第一裂縫;還包括依附在基層表面的面層,每個大塊的外表面都依附有多個間斷的多邊形小塊,相鄰的小塊之間設有不規則的第二裂縫,所有的小塊和所有的第二裂縫共同構成面層[2]。

圖1 鍍層絲
現從以下3個方面具體分析如何設計鍍層絲芯材、基層和面層結構。
(1)鍍層絲芯材需要承受較大的電壓和大電流密度,限制電極絲損耗及熱軟化作用而強度降低,其表層結構的電極絲有效降低了精修放電時的爆炸力和水壓,減小加工縫隙中向加工路徑后方的壓差推力,從而減緩電極絲的滯后影響,提高小圓弧和拐角的加工質量。進行慢走絲加工時可對工件切割多刀,第1刀粗加工,隨后多刀精修,多刀精修都是用同一個電極絲重復地精修,電極絲沒有輕易發生斷裂,且切割過程中沒有停頓,對較復雜的工件在拐角處能高效地切割。
(2)鍍層絲芯材表面依附著表層的基層且基層是斷裂的。基層包括多個間斷分隔的不規則多邊形大塊,相鄰的大塊之間設有第一裂縫,芯材和表層之間不存在連續的過渡層,即芯材表面會有一部分通過第一裂縫暴露于空氣,但該結構并沒有降低電極絲的抗拉強度,電極絲不僅不容易被拉斷,反而能多次切割工件,甚至能做到割1修10,尤其切割難加工工件的拐角時表現優異。這是因為難加工工件的拐角精度受電極絲在切割放電過程中爆炸力和高壓沖水對加工縫隙向加工路徑后方的壓差推力造成滯后作用的影響。當放電電流越大,加工放電間隙中爆炸力越大,對電極絲的反向推動力也越大;水壓越高,加工縫隙中向加工路徑后方的壓差力也越大,這種滯后作用體現在切割小圓弧時加工拐角處出現塌角。這種斷裂的基層結構可有效地減緩放電爆炸力和高壓沖水,從而提高拐角加工精度和表面質量。
(3)面層的大塊和第一裂縫及面層的小塊和第二裂縫共同構成了表層,其具有雙級裂縫的網裂結構,通過在芯材外表面的表層,其直接設置具有雙級裂縫的網裂結構能較好地解決由于斷裂引起電極絲抗拉強度降低的難題,即表層的網裂結構并不會過度降低電極絲的抗拉強度,電極絲切割難加工工件多次也不會斷絲,這樣既不用增加芯材的直徑,也不用在芯材和斷裂的表層之間添加連續的過渡層,制備電極絲無需耗費過多的金屬原材料。
2.2 放電切割應用分析
由于基層表面的第一裂縫不是縱向裂縫,切割過程中沒有停頓,對于復雜的難加工工件在拐角處能順利地切割。另外,與規則有序的表層結構相比,不規則的網狀斷裂式結構對切割難加工工件更有利。因為電火花線切割通過放電熱進行加工,工件表面材質由于放電產生高溫而熔化,然后急冷出現變質層,變質層容易產生微小裂紋,這是因為電極間隙消除電離干擾不充分、放電點不分散、多次連續在同一次切割中放電而形成。然而,這種縱橫交錯的不規則網狀斷裂式結構有效減少了電容效應造成高的能量釋放和工作液中的電蝕產物(如液渣等)導致的集中放電。特別是在割1修6以上的精修時,這種結構的電極絲使電極間隙消除電離干擾充分,放電點均勻分散,具有穩定的放電過程,從而獲得優異的表面質量。設計的鍍層電極絲切割出難加工工件在拋光后,表面基本沒有線痕,提高了加工工件的表面質量。
3 加工試驗驗證與測試結果
采用以上設計的鍍層絲進行電火花線切割難加工工件作為實施案例,采用原有技術伽馬鍍層絲、鍍鋅電極絲及黃銅電極絲作對比案例,在日本三菱MV1200R機床進行材質為SKH-9的工件電火花放電切割加工,工件如圖2所示,將切割得到的工件分別進行精度測試和表面測試,具體包括工件尺寸精度、工件拐角精度、工件拋光后表面線痕和工件表面粗糙度。加工機床條件如表1所示,各種電極絲切割工件的加工案例如表2所示。

圖2 工件實物

表1 加工機床條件
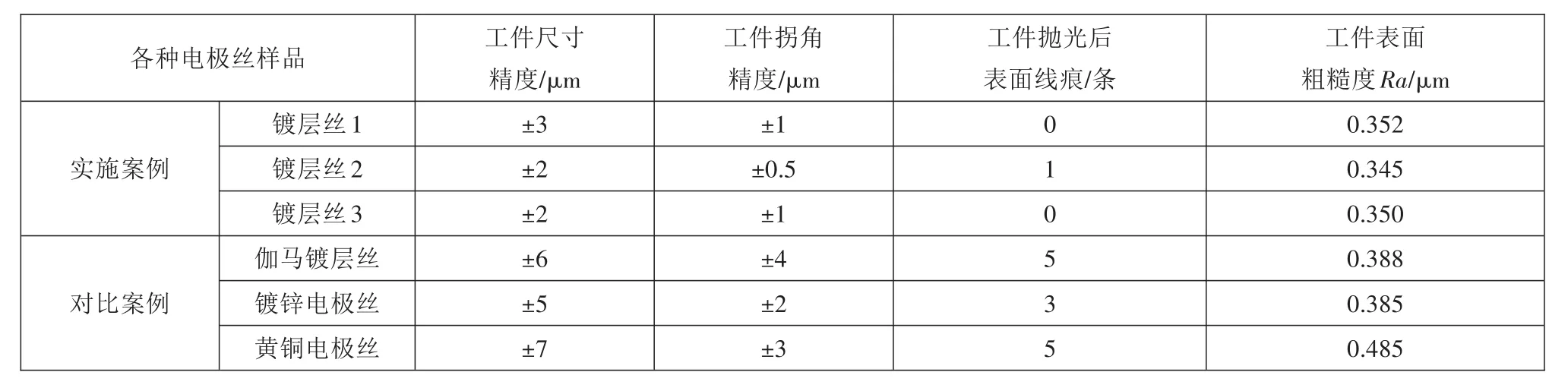
表2 各種電極絲切割工件的加工案例
根據表2歸納并分析各種電極絲切割工件的應用案例及測試結果如下。
(1)實施案例中鍍層絲切割難加工工件的尺寸精度為±(2~3)μm,其值小于對比案例中的±(5~7)μm,說明切割的工件尺寸具有高精度。
(2)實施案例中鍍層絲切割難加工工件的拐角精度為±(0.5~1)μm,其值遠小于對比案例中的±(2~4)μm,說明切割的工件拐角精度高。
(3)工件拋光后表面線痕表示工件的表面粗糙度,用于表征切割后工件的表面質量。實施案例中鍍層絲切割難加工工件在拋光后,工件表面基本沒有線痕,最多只有1條,有效提高加工工件的表面質量;而對比案例中切割難加工工件在拋光后,工件表面的線痕有3~5條,嚴重降低加工工件的表面質量。
(4)工件表面粗糙度用于表征工件表面的質量,粗糙度值越小,表面質量越高。實施案例中鍍層絲切割難加工工件的工件表面粗糙度值為Ra0.345~0.352 μm,小于對比案例中的0.385~0.485 μm,說明使用設計的鍍層絲切割多拐角復雜工件的表面質量好。
4 結束語
采用以上設計的鍍層絲電火花線切割多拐角復雜工件,在工藝試驗和用戶實際生產中都取得了良好的效果。電火花線切割加工用電極絲切割的難加工工件的尺寸精度、拐角精度、工件拋光后表面線痕和表面質量相比原有技術都有明顯改善,提升了加工工件精度和表面質量,為企業創造了更大的經濟效益。
