一種簡(jiǎn)單高效注射模螺紋退牙機(jī)構(gòu)設(shè)計(jì)
2021-04-01 06:47:10李回庭趙桂花
模具技術(shù) 2021年1期
關(guān)鍵詞:產(chǎn)品設(shè)計(jì)
李回庭,趙桂花
(東莞市機(jī)電工程學(xué)校,廣東 東莞 523846)
0 引言
帶螺紋特征的產(chǎn)品,要求旋轉(zhuǎn)或旋轉(zhuǎn)加直線運(yùn)動(dòng),模具設(shè)計(jì)結(jié)構(gòu)復(fù)雜,制造、維護(hù)成本較高。本文作者經(jīng)過長(zhǎng)期的實(shí)踐,摸索出一套內(nèi)螺紋模具的設(shè)計(jì)方法,能夠快速地完成模具的設(shè)計(jì),提高產(chǎn)品精度及模具穩(wěn)定性,降低產(chǎn)品報(bào)廢率,提高生產(chǎn)效率,節(jié)省成本,從而能顯著提升企業(yè)競(jìng)爭(zhēng)力及經(jīng)濟(jì)效益。
1 產(chǎn)品要求及工藝性分析
現(xiàn)有某公司產(chǎn)品:保溫杯杯蓋,材料味食用PP,PP縮水系數(shù)為:1.016。要求一模二腔,有較高的耐沖擊性,機(jī)械性質(zhì)強(qiáng)韌。產(chǎn)品外觀如圖1和2所示。

圖1 瓶蓋截面圖

圖2 瓶蓋軸測(cè)圖
經(jīng)分析,產(chǎn)品為常見的瓶蓋,內(nèi)孔側(cè)壁上有內(nèi)螺紋,內(nèi)螺紋只能采用退螺紋結(jié)構(gòu)。由圖1和2可知:產(chǎn)品外型有防轉(zhuǎn)槽,內(nèi)孔有一圈骨位為環(huán)形,不能防轉(zhuǎn)。 按正常分型分析,后模倒角半徑(R)0.2 mm可以防轉(zhuǎn)(圖1中1處),產(chǎn)品螺紋線數(shù)為雙線,螺紋只有1.3圈牙,螺距4 mm,導(dǎo)程8 mm,螺紋軸行程11 mm。
方案一:當(dāng)螺紋圈數(shù)很少時(shí),通常可以使用牙套退螺紋設(shè)計(jì),齒條行程不長(zhǎng),螺紋軸旋轉(zhuǎn)在牙套螺旋線的作用下退出產(chǎn)品,這樣相對(duì)而言防轉(zhuǎn)力不需要太大。 模具動(dòng)作:前、后模開模之后,油缸驅(qū)動(dòng)齒條直線運(yùn)動(dòng),齒條的直線運(yùn)動(dòng)驅(qū)動(dòng)齒輪旋轉(zhuǎn)運(yùn)動(dòng),帶動(dòng)螺紋軸旋轉(zhuǎn), 螺紋軸在螺紋套作用下旋轉(zhuǎn)加直線運(yùn)動(dòng),從而退出產(chǎn)品[1]。如果先退牙再開前、后模,產(chǎn)品可能會(huì)粘住前模。
方案二:利用產(chǎn)品牙結(jié)構(gòu)退螺紋,螺紋軸原地旋轉(zhuǎn)運(yùn)動(dòng)。產(chǎn)品在防轉(zhuǎn)槽的作用下不能旋轉(zhuǎn)只能直線運(yùn)動(dòng),但是如防轉(zhuǎn)槽太淺,產(chǎn)品只要退出微小距離就不能止轉(zhuǎn),而是會(huì)跟著螺紋軸旋轉(zhuǎn),這樣就不能自動(dòng)退牙。這種情況需要增加推板。推板在彈簧作用下跟著產(chǎn)品一起運(yùn)動(dòng),起到定位作用,直到產(chǎn)品完全退出螺紋軸。推板也可以輔助退牙,減輕產(chǎn)品對(duì)螺紋軸的包緊力,避免損壞產(chǎn)品牙型。
對(duì)于該產(chǎn)品,后模防轉(zhuǎn)槽太淺,深度只有0.2 mm,不能保證轉(zhuǎn)動(dòng)過程不損壞防轉(zhuǎn)槽,方案一結(jié)構(gòu)簡(jiǎn)單可靠、制造成本低,方案二增加推板結(jié)構(gòu)較復(fù)雜,調(diào)試時(shí)間長(zhǎng),成本較高, 所以選擇方案一。另外為了減少螺紋套承受的注塑力,要把后模一圈環(huán)形骨位鑲出來,同時(shí)防止后模R為0.2 mm的防轉(zhuǎn)槽不反轉(zhuǎn),可以在環(huán)形骨位內(nèi)圈上增加平位防轉(zhuǎn)(從產(chǎn)品結(jié)構(gòu)上分板環(huán)形骨位內(nèi)圈只為美觀),但這樣螺紋軸退出產(chǎn)品后,產(chǎn)品會(huì)留在后模鑲件上,需要增加頂針,頂出產(chǎn)品。
2 設(shè)計(jì)模具開模順序
根據(jù)方案一設(shè)計(jì)開模順序,開模順序如圖3所示。

圖3 開模順序
3 設(shè)計(jì)退牙機(jī)構(gòu)
根據(jù)產(chǎn)品特征和開模順序,設(shè)計(jì)牙套退牙機(jī)構(gòu),由頂針、鑲件、牙套、卡環(huán)、齒輪、導(dǎo)套、螺紋軸等零件組成,具體設(shè)計(jì)如圖4所示。
3.1 主要零件的作用和數(shù)值
(1) 導(dǎo)套,起導(dǎo)向定位作用。這個(gè)軸要旋轉(zhuǎn)加直線運(yùn)動(dòng),所以不可以用軸承, 軸承會(huì)阻礙軸的直線運(yùn)動(dòng)。導(dǎo)套壁厚3~6 mm,常用青銅或鈹銅(又稱青銅套)制作。
(2) 齒輪,起精密傳動(dòng)作用。齒輪模數(shù)根據(jù)包緊力確定,盡可能把螺紋軸上的齒輪做小,減少排位,從而減少流道。模數(shù)一般取1.00、1.25、1.50、2.00、2.50 mm。
(3) 卡環(huán),用作齒輪的軸向定位。卡環(huán)是標(biāo)準(zhǔn)件,所以設(shè)計(jì)軸時(shí)要按卡環(huán)的標(biāo)準(zhǔn)尺寸來設(shè)計(jì)。齒輪與螺紋軸一體,不用設(shè)計(jì)卡環(huán),還可以在齒輪上鉆螺絲孔,用無頭螺絲固定齒輪。
3.2 牙套退牙機(jī)構(gòu)關(guān)鍵數(shù)值
(1) 尺寸A,產(chǎn)品到模仁底的距離(20~35 mm),要保證模仁的強(qiáng)度。
(2) 尺寸B,導(dǎo)套的長(zhǎng)度,盡可能與螺紋軸的直徑相同,太長(zhǎng)會(huì)增加模具尺寸,同時(shí)要保證螺紋軸退出產(chǎn)品后還有10 mm以上的管位。
(3) 尺寸C,根據(jù)產(chǎn)品的大小、材料和螺紋的長(zhǎng)度等對(duì)產(chǎn)品產(chǎn)生的包緊力來確定,一般取10~25 mm,有些結(jié)構(gòu)也由螺紋軸的行程確定,使牙套退牙后與配合的齒輪不分離。
(4) 尺寸D,要大于螺紋軸行程1~3 mm。
(5) 尺寸E, 不能太短。螺紋套所承受的注塑壓力是靠這段螺紋來承受的。投影面積越大,螺紋的牙要越粗、越長(zhǎng)。太長(zhǎng)了會(huì)增加模厚,加大成型機(jī)臺(tái)的尺寸。所以面積大的產(chǎn)品盡量考慮讓中間鑲件來承受注塑壓力,同時(shí)減小摩擦力。
(6) 尺寸G, 定位凸臺(tái),定位凸臺(tái)的作用是固定齒輪的位置。主要是固定螺紋軸在模具中的位置,防止螺紋軸錐度面與模仁卡死導(dǎo)致螺紋軸扭力過大,一般為3~6 mm。
(7) 尺寸H, 齒輪與模板及導(dǎo)套的避空,最小需1 mm。
(8) 尺寸K, 是開了卡環(huán)槽后的局部強(qiáng)度,最小2 mm,一定要大于卡環(huán)槽的深度。鑲件承受注塑壓力,便于運(yùn)冷卻水。
4 成型螺紋的設(shè)計(jì)
按照產(chǎn)品形狀特征、尺寸設(shè)計(jì)出成型螺紋,具體形狀如圖5所示。

圖5 成型螺紋
(1) 成型螺紋與動(dòng)力螺紋,螺距要一樣,牙型可以不同,主要是方便加工動(dòng)力螺紋,降低成本,保證精度。成型螺紋跟產(chǎn)品尺寸、形狀一樣。
(2) 當(dāng)成型螺紋是雙線或多線螺紋時(shí),動(dòng)力螺紋也設(shè)計(jì)成單線螺紋,螺距跟成型螺紋的導(dǎo)程需一致,減少和優(yōu)化設(shè)計(jì)模具,降低成本。
(3) 動(dòng)力螺紋大徑要與牙套頂徑避空,單邊最少為0.1 mm。小徑過渡配合,螺旋面也過渡配合,如圖6所示。
(4) 螺紋軸與鑲件兩端留30 mm管位,中間避空,單邊0.2 mm,減小接觸面積(避空在螺紋軸上),減少精加工的長(zhǎng)度。由圖6可知:鑲件既不會(huì)影響運(yùn)動(dòng)也不影響外觀。如果結(jié)構(gòu)允許,還可以在兩頭增加青銅套,效果更好。

圖6 動(dòng)力螺紋配合
5 排位設(shè)計(jì)
產(chǎn)品與產(chǎn)品之間距離不能太小,也不能太大,否則浪費(fèi)流道也增加模具成本。從技術(shù)方面考慮以下3點(diǎn):
(1) 要方便布流道澆口套;
(2) 兩齒輪之間不能影響傳動(dòng),中間還有頂針,齒輪不能干涉到頂針,最少要有1 mm的間隙;
(3) 產(chǎn)品很小時(shí),要考慮軸承與軸承之間最少還要有3 mm的安全鋼料。
綜合以上技術(shù)要點(diǎn)設(shè)計(jì)排位,如圖7所示。

圖7 排位圖
6 牙套齒條退牙機(jī)構(gòu)設(shè)計(jì)
6.1 齒輪齒條設(shè)計(jì)原則及注意事項(xiàng)
本產(chǎn)品齒輪配合的齒數(shù)都是40,如圖8所示。牙套齒條退牙機(jī)構(gòu),具體設(shè)計(jì)如圖9所示。主動(dòng)輪轉(zhuǎn)一圈,螺紋軸上的齒輪也轉(zhuǎn)一圈,傳動(dòng)比為1∶1。但是牙套齒條退牙機(jī)構(gòu)相對(duì)其他退牙機(jī)構(gòu)需要計(jì)算的地方較多,設(shè)計(jì)牙套齒條退牙結(jié)構(gòu)需要考慮以下4點(diǎn):

圖8 齒輪配合

1-鑲件;2-導(dǎo)套;3-軸承;4-主動(dòng)齒輪;5-軸;6-齒條;7-螺釘;8-方塊;9-從動(dòng)齒輪;10-成型螺紋圖9 牙套齒條退牙機(jī)構(gòu)
(1) 測(cè)量并計(jì)算螺距,螺紋冷卻后,縮水會(huì)導(dǎo)致螺距變化;
(2) 數(shù)清螺紋圈數(shù),測(cè)量螺紋長(zhǎng)度,確定退牙圈數(shù)及螺紋軸行程;
(3) 根據(jù)螺紋圈數(shù)和產(chǎn)品大小,以及齒輪模數(shù),確定與齒條配合的齒輪齒數(shù),計(jì)算齒輪分度圓周長(zhǎng);
(4) 根據(jù)螺紋圈數(shù)及分度圓周長(zhǎng),選擇齒輪傳動(dòng)比。必須兼顧模坯大小,方便布置齒輪、齒條、油缸座等零件,需要不斷調(diào)整。
6.2 計(jì)算產(chǎn)品參數(shù)
螺距4 mm,雙線螺紋導(dǎo)程8 mm ,預(yù)估縮水,導(dǎo)程:8 mm×1.016=8.128 mm。螺紋有1.3圈,螺紋軸退1.35~1.50圈即可。產(chǎn)品直徑為62 mm,所以材料PP包緊力不大,但是為了減短油缸行程,一般情況都會(huì)設(shè)計(jì)成加速運(yùn)動(dòng),如圖10所示。軸上齒輪輸入與輸出相反就是減速傳動(dòng),如圖11所示。實(shí)踐證明,這種結(jié)構(gòu)比較容易斷齒。斷齒條上的齒會(huì)與齒條主動(dòng)齒輪上的齒配合,所以最好不要選擇太小的模數(shù)。據(jù)據(jù)經(jīng)驗(yàn),選擇模數(shù)2合適,最小齒輪齒數(shù)不能少于18個(gè)齒,一般選擇20個(gè)齒。故本套模具主動(dòng)輪齒數(shù)為20,經(jīng)計(jì)算分度圓直徑為40 mm,分度圓周長(zhǎng)125.66 mm,傳動(dòng)比為1∶1,增加系數(shù)為1.5以便于試模調(diào)機(jī)器,避免因行程太短撞壞模具,那么油缸行程最小應(yīng)為125.66 mm×1.5=188.49 mm ,取190 mm。

圖10 牙套齒條退牙機(jī)構(gòu)加速輪組

圖11 軸輸入輸出減速傳動(dòng)
從受力以及齒數(shù)來計(jì)算,傳動(dòng)比為1∶2,螺紋軸上的齒數(shù)為40×1.50=60,而與齒條上配合的齒輪齒數(shù)為20×1.50=30。如果缺少那兩層加速輪組,齒條直接與螺紋軸上的齒輪配合,那么齒條行程為376.98 mm,行程太長(zhǎng)。分度圓直徑d=MZ=2×40 mm=80 mm ,周長(zhǎng)=dπn=80 mm×3.1415×1.50圈=376.98 mm,假設(shè)每個(gè)螺紋軸需要10 kN的力,那么兩模就需要20 kN ,扭矩=20 kN×40 mm=800 N·m,齒條需要的推力=800 N·m÷20 mm=40 kN。
計(jì)算傳動(dòng)比:主動(dòng)輪齒數(shù)Z1/從動(dòng)輪齒數(shù)Z2,80/28=2.857。主動(dòng)輪轉(zhuǎn)1圈,從動(dòng)輪要轉(zhuǎn)2.857圈,轉(zhuǎn)過的齒數(shù)和線長(zhǎng)是一樣的。受力計(jì)算:假設(shè)轉(zhuǎn)動(dòng)單個(gè)螺紋軸齒輪需要10 kN的力,那么轉(zhuǎn)2個(gè)就要20 kN,Z1齒輪所產(chǎn)生的扭矩就是20 kN×(80/2×1.5 mm),Z1分度圓半徑=1 200 mm,1200 mm/(20/2×1.5 mm)分度圓半徑Z0=80 mm。力矩比計(jì)算:輸出Z1/輸入Z0=4倍,80/20=4,力矩比是4∶1。 齒輪與齒輪配合如圖12所示。

圖12 齒輪與齒輪嚙合
6.3 齒輪組的設(shè)計(jì)
相互配合的齒輪必須使分度圓相切才能工作,如圖13所示。設(shè)計(jì)時(shí)需要注意以下3點(diǎn):

圖13 齒輪組
(1) 首先用相切半徑畫圓,畫出齒輪位置,然后用外掛調(diào)齒輪;
(2) 齒輪的分布,齒輪盡可能少、小,要同時(shí)兼顧;
(3) 畫相切圓時(shí)一定要用標(biāo)準(zhǔn)齒輪的尺寸,齒輪可以是單數(shù)齒,也可以是雙數(shù)齒。
6.4 齒輪齒條參數(shù)的設(shè)計(jì)
齒條與齒輪配合的前提條件指的是齒輪分度圓與齒條分度線相切,如圖14所示。
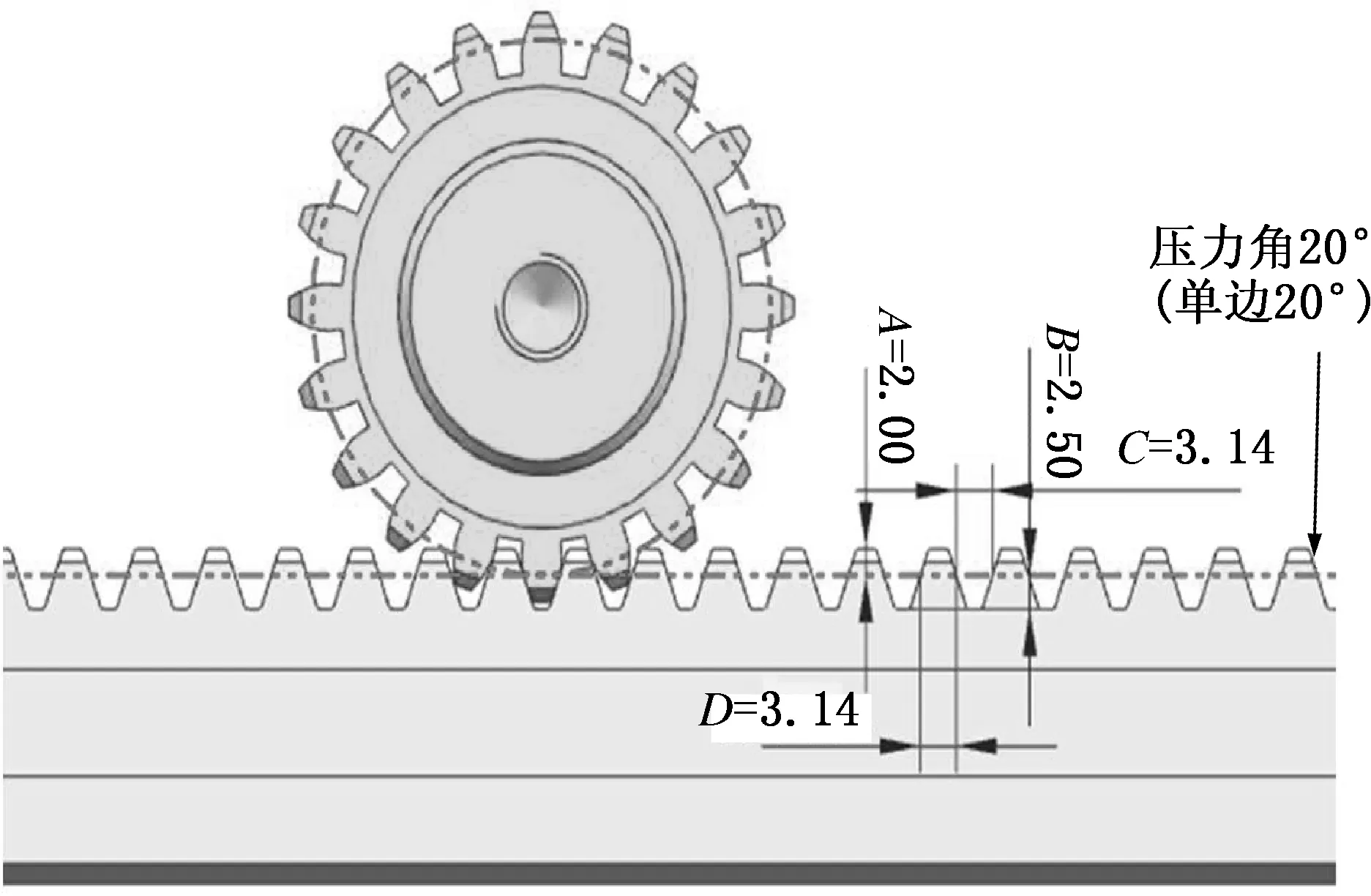
圖14 齒輪齒條(單位:mm)
齒條參數(shù):齒頂高A等于1倍模數(shù)(M),齒根高B等于1.25倍模數(shù),齒距等于周節(jié),周節(jié)等于分度圓周長(zhǎng)/齒數(shù),C=D=1/2周節(jié),C+D=周節(jié),周節(jié)=M×3.1415,C=D=1/2×M×3.1415。
7 牙套定位方式以及注意事項(xiàng)
牙套要調(diào)試裝配,主要原因是螺紋加工時(shí)螺旋線相對(duì)于牙套外型不能如圖紙上設(shè)計(jì)那樣準(zhǔn)確。車床在旋轉(zhuǎn)加工螺紋時(shí)很難對(duì)準(zhǔn)外型基準(zhǔn),可以采用環(huán)型槽定位,如圖15所示。環(huán)型槽可以先加工,多槽時(shí)可能調(diào)配角很大,而要加大環(huán)型角度,也可以設(shè)計(jì)2組環(huán)型槽。即使法蘭強(qiáng)度不好,環(huán)型槽也可以精準(zhǔn)定位,但是生產(chǎn)過程中可能會(huì)松動(dòng),需配合銷釘一起使用,當(dāng)牙套磨損后可以調(diào)整角度繼續(xù)使用。

圖15 環(huán)形槽
8 結(jié)論
本文以10多年的工作實(shí)踐和經(jīng)驗(yàn)總結(jié)為依據(jù),以某公司產(chǎn)品瓶蓋為例,提出設(shè)計(jì)思路。本產(chǎn)品螺紋模具設(shè)計(jì)采用牙套齒輪齒條退牙結(jié)構(gòu),詳細(xì)介紹了設(shè)計(jì)退牙機(jī)構(gòu)、成型螺紋、排位、牙套齒條退牙機(jī)構(gòu)的原則及注意事項(xiàng),并對(duì)牙套定位方式以及注意事項(xiàng)進(jìn)行說明。通過試模證明:本設(shè)計(jì)簡(jiǎn)化了模具結(jié)構(gòu),穩(wěn)定了生產(chǎn)流程,降低了制造成本,操作簡(jiǎn)便,提高了生產(chǎn)效率。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個(gè)人電腦(2009年9期)2009-09-14 03:18:46
