有限元分析和快速制造方法探索吸痰管機器端殘留真空的影響因素
2021-04-01 10:28:06江蘇省醫療器械檢驗所江蘇南京210019
中國醫療器械信息 2021年5期
江蘇省醫療器械檢驗所 (江蘇 南京 210019)
內容提要:呼吸道用吸引導管(吸痰管)的真空控制裝置的殘留真空值超過行標要求,是監督抽查和注冊檢驗中主要不合格項目。文章通過有限元分析和快速制造方法從機器端內徑、機器端開口大小、機器端開口高度三個因素來探索機器端的產品設計結構對吸痰管機器端殘留真空的影響,為吸痰管生產企業對產品風險控制提供指導。
一次性使用吸痰管又稱為呼吸道用吸引導管,是一種用于清除呼吸道分泌物,保持呼吸道通暢的二類高分子醫療器械。它廣泛應用于各種原因引起的不能有效咳嗽、排痰者,是一種常見的醫療器械耗材。根據表1整理的近兩年國家藥品監督管理局關于發布國家醫療器械監督抽檢結果的通告,真空控制裝置(殘留真空)是監督抽查中主要不合格項目[1]。

表1.近2年國家藥品監督管理局發布關于呼吸道用吸引導管不合格總結
1.風險及不合格原因調查
行標中真空控制裝置的要求是殘留真空不大于0.33kPa,若正常使用過程中,吸痰管機器端處于釋放位置時,不符合標準產品的患者端處殘留的負壓過大,可能造成患者呼吸不暢及呼吸道組織損傷的風險[2]。對同一企業同一規格,不同批號合格和不合格產品的作比較及通過對不同機器端結構剖析(見圖1),可以發現,機器端內徑的大小或和開口的內徑的大小或和長短等可能影響殘留真空值。總結可能影響到殘留真空值的因素有3類,具體在產品中的結構位置如圖2中所示:a為開口直徑;b為機器端內徑;c為開口高度。企業一般通過驗證和確認的方法,設計和研發產品,驗證需要多參數試驗,對于吸痰管機器端的多參數研究,需要大量不同尺寸規格的模具,大大增加了企業的研發成本,致使不合格問題一直得不到解決。但隨著科技發展,可以借助有限元和快速制造手段,如增材制造(3D打印)的利用,可大大增加研究效率,降低研究成本。
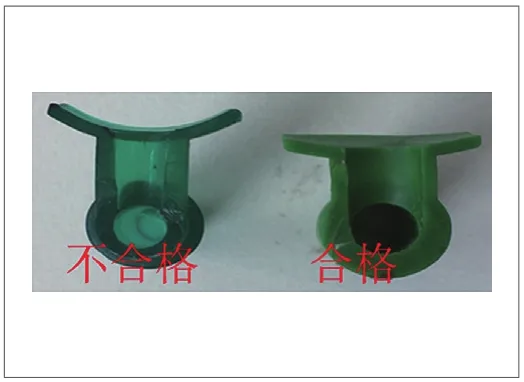
圖1.不同機器端結構剖析

圖2.可能影響殘留真空的a、b、c三個因素
2.驗證方法—有限元分析
2.1 方法介紹
有限元分析歷史背景介紹有限元分析(Finite Element Analysis,FEA)是利用數學近似的方法對真實物理系統(幾何和載荷)進行模擬。有限元分析是用較簡單的問題代替復雜的問題后再求解。有限元分析是應力分析的重要分析方法之一,主要用于對可能難以獲得解析的復雜結構和系統進行應力分析[3]。
通過三維建模軟件繪制機器端的3D模型見圖3,再通過Ansys軟件建立流體部分有限元仿真模型,如圖4所示,每類模型數量不小于5個,每類模型尺寸應至少覆蓋常見尺寸。通過仿真模擬出各類因素與殘留真空的相關性;可通過直接觀察Ansys所呈現的云圖,最終確認影響殘留真空的主要因素。

圖3.三維制圖軟件繪制機器端的3D打印模型
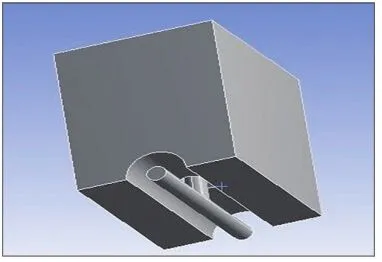
圖4.Ansys建立流體部分有限元仿真模型
2.2 有限元關鍵參數
網格大小為0.3mm,如圖5所示,選擇湍流狀態,流量為30L/min,氣體為空氣密度為1.225kg/m3,上面立方體設置為大氣,下面導管設置為吸痰管腔體內氣體。圖6的左邊為仿真后的流速圖,中間為壓力分布圖,選擇流速和壓力的合并圖,作為最后結果比較的圖形。

圖5.有限元mesh網格
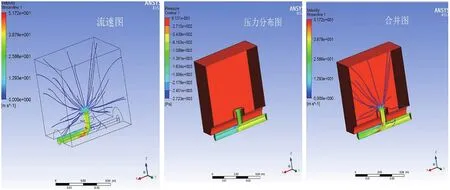
圖6.有限元云圖
3.驗證方法—快速制造
3.1 方法介紹
快速制造(RM-rapid+manufacturing)是基于離散—堆積成形原理的先進制造技術的總稱。由產品的三維模型數據直接驅動,組裝(堆積)材料單元而完成任意復雜具有使用功能的零件的技術。直接快速制造可以避免繁復的工、模具制造;降低產品制造的耗時;使小批量的產品制造成本有明顯下降[4]。
增材制造是快速制造導絲分支之一,又稱為3D打印技術(Three-Dimensional Printing,3DP),是根據計算機設計模型(Computer Aided Design or Computer Aided Manufacturing,CAD/CAM)形成的數據信息,再通過計算機系統控制能量源(電子束、激光束等熱源),逐層鋪展材料進行掃描固化,從而直接成形得到3D零件,在材料成型過程中對其微觀結構進行精準控制,快速制成任意形狀的復雜3D物體。
3.2 增材制造(3D打印)設備參數
3D打印機成型原理為熔融對極成型(FDM),打印模型如圖3所示與有限元分析的模型一致,這樣可以對比2種方法的優缺點與準確性。打印精度為0.1mm,吸引導管殘留真空測試儀的額定流量范圍為1~50L/min,使用壓力范圍-100~750kPa,試驗流量為30L/min,用打印的模型依次測量出殘留真空值。
4.結果分析
Ansys的優點是肉眼看不見的氣流走向和氣壓可以通過模擬出的云圖直觀看出,影響因素一目了然。缺點:準確率受仿真精度及試驗材料環境等參數設置影響,與實際測試值存在一定誤差。3D打印出模型直接測量的優點是誤差相對較小,能得到相對準確的殘留真空值,無法明確氣壓分布。二者剛好互補,可雙向驗證結論準確性。通過圖7~圖9可以觀察到仿真值大于對應3D模型實測值,但變化趨勢幾乎一致,說明仿真值具有體現變化趨勢意義。通過圖10發現b因素開口端內徑對殘留真空值影響最大,開口端內徑越小殘留真空值越大;a因素機器端的內徑及c因素開口端的高度對殘留真空值的影響很小。通過觀察圖12發現,在測試條件下,由于真空裝置的開口端是打開的,所以大部分氣流直接流入了患者端,而開口外徑小的時候開口部分的負壓變大,從而帶動殘留真空測試部位機器端的壓力變大。為了排除其他因素也可能造成殘留真空的不合格,還測試了開口的部位及患者所接導管的長短及內徑,發現對殘留真空值影響不明顯。

圖7.3D打印出的機器端模型
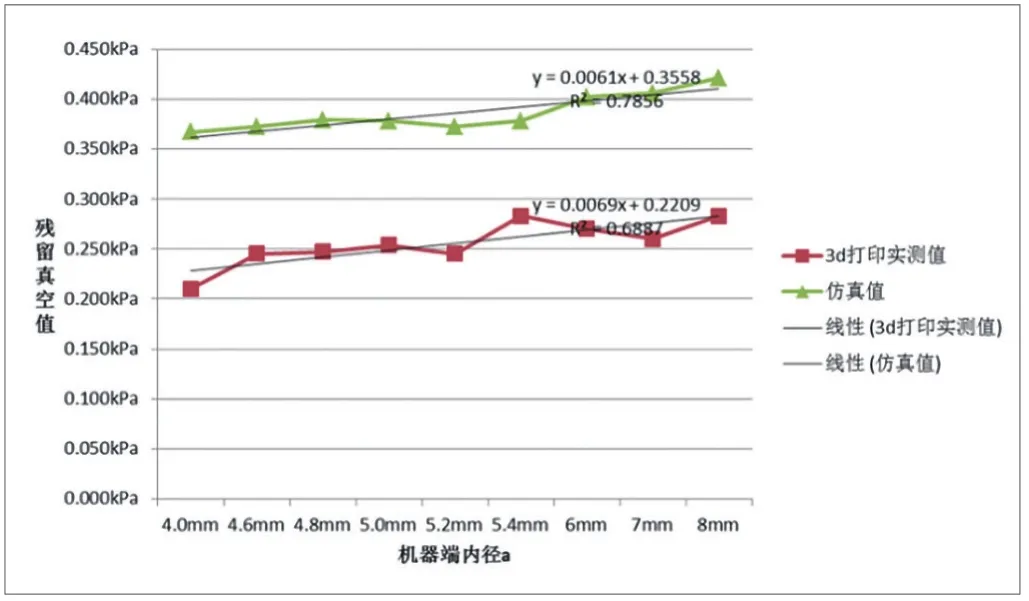
圖8.影響因素1——機器端內徑a
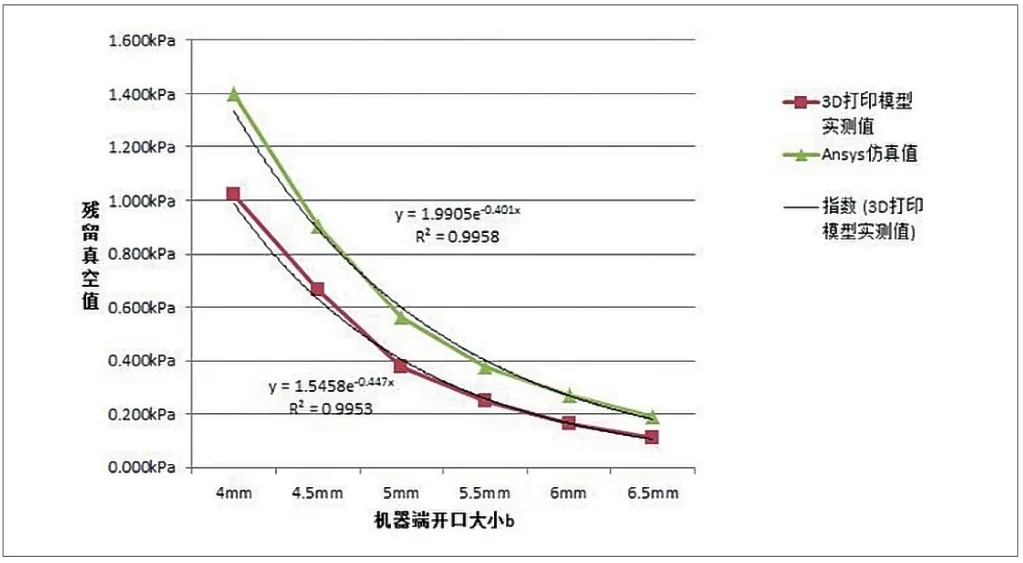
圖9.影響因素2——開口內徑b

圖10.影響因素3——開口深度c

圖11.3種因素對比

圖 12.不同開口外徑下殘留真空壓力流量云圖
5.小結
有限元和快速制造方法在產品驗證上是可行的,可減少企業在產品驗證上制作模具的成本,提高研發的效率及產品迭代的速度。企業在設計吸痰管機器端時,在不影響吸痰管其他性能的情況下,可通過驗證吸痰管開口設計,定時維護模具,以防止模具磨損,產生毛刺遮擋機器端開口,從而提高吸痰管殘留真空注冊及監督檢驗的合格率,避免不必要的損失,保障人民用械安全。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
中國塑料(2016年3期)2016-06-15 20:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
