核電廠屏蔽主泵安裝焊接技術研究
2021-04-07 07:33:42苗明華尹清斌王江濤謝春法李瑞波
核科學與工程 2021年5期
苗明華,尹清斌,王江濤,謝春法,李瑞波
核電廠屏蔽主泵安裝焊接技術研究
苗明華,尹清斌,王江濤,謝春法,李瑞波
(上海核工程研究設計院有限公司,上海 200233)
作為核主泵的泄漏防護屏障,CANOBY密封環的焊接質量關乎核電廠的安全運行。結合ASME焊接規范,針對密封環焊接工藝評定的制定思路、執行標準、重要變素以及焊工資質評定進行分析研究。根據核主泵的安裝邏輯,提出了一種施工工藝進行驗證。結果表明,ASME BPVC Ⅲ-NB分卷的特殊要求是對ASME BPVC IX卷重要變素的重要補充,兩者結合起來是保證焊接工藝評定正確開展的前提。分階段焊接密封環焊縫的施工工藝行之有效,焊接過程得到良好控制,保障了核主泵焊接質量一次性合格。
核主泵;CANOBY密封環;ASME;工藝評定;重要變素
核電廠冷卻劑回路循環泵被稱為反應堆冷卻劑泵,簡稱為核主泵,被業內稱為核電廠的“心臟”。核主泵是壓水堆冷卻劑回路系統中唯一高速運轉的機械設備,其用于驅動帶有放射性的高溫高壓的冷卻劑,使其以大的流量形成強迫循環。冷卻劑流經堆芯把核燃料裂變鏈式反應產生的熱量傳送至蒸汽發生器,使二次側給水汽化成為驅動常規島汽輪機發電的干飽和蒸汽[1]。目前,壓水堆核電廠主泵有屏蔽泵和軸封泵兩類,其主要差異在于是否存在軸封。雖然軸封泵效率更高,但是軸封磨損一直是阻礙軸封泵推廣的重要問題[2],而且軸密封需要大量的外部系統支持,當出現電力故障,支持系統就可能喪失作用,軸密封部位將成為冷卻劑泄漏的潛在風險。
國內某核電機組的核主泵采用了屏蔽電機泵[3],即:屏蔽電動機+無軸封的泵。相較于傳統壓水堆核電廠反應堆冷卻劑泵采用的軸封泵,屏蔽電機泵技術優勢更加明顯,徹底消除了“軸封失效”這一潛在的泄漏根源。屏蔽電機泵將電機和所有轉動部件包含在一個壓力容器內,該壓力容器由泵殼、定子蓋、定子主法蘭、定子外殼、定子下部法蘭和定子端蓋組成,設計方創造性地為泵殼和定子蓋間的連接設計出一個可焊的卡努比(CANOBY)型式密封組件[4],提供了核主泵最終的泄漏保護屏障。本文從焊接工藝評定制定及施工工藝兩方面開展對核主泵安裝及密封環焊接技術的理論研究和施工驗證。卡努比密封環直接影響核主泵的泄漏防護,更關系到整個核電廠的安全運行,所以研究并保障核主泵的安裝焊接質量顯得至關重要。
1 核主泵安裝焊接概況
某核電機組的核主泵由美國科蒂斯·懷特EMD公司設計和制造,整體供貨于核島現場,由安裝單位完成最終的上部卡努比密封環與泵殼的焊接。泵殼材質為ASME SA351 CF8A,厚度約為402 mm;密封環材質為ASMESA182 F304N,厚度約為11 mm。其結構形式如圖1所示。
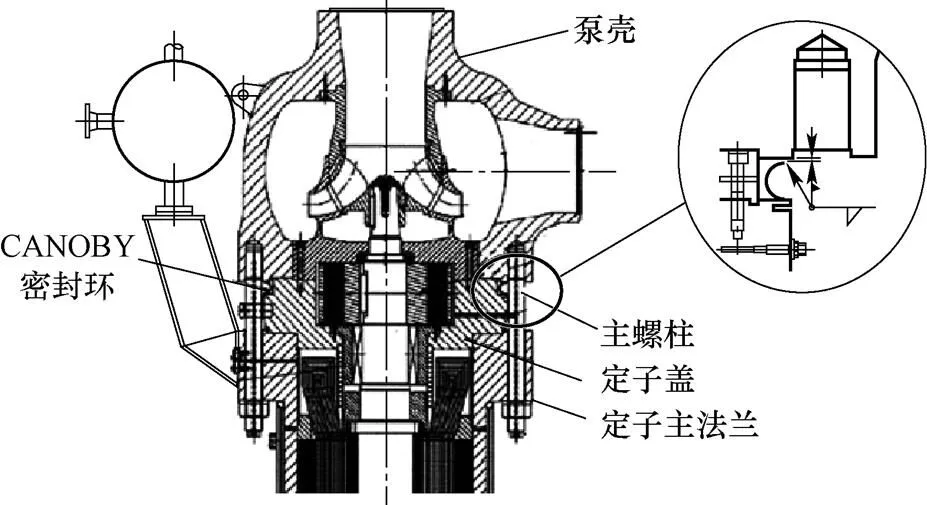
圖1 密封環焊接接頭形式示意圖
2 核主泵安裝焊接工藝評定
2.1 工藝評定標準的確定
焊接工藝評定是核主泵密封環焊接質量合格的重要保障,它可以驗證擬定焊接工藝的正確性,以及評價施工單位能否焊接出符合標準要求的焊接接頭。而選擇正確的工藝評定標準更加至關重要,它是正確開展工藝評定工作的前提。
核主泵的泵殼和密封環均為核安全1級部件,采用ASME BPVC規范第Ⅲ卷NB分卷標準進行設計、制造和安裝,其焊接工藝評定以ASME BPVC IX卷和ASME BPVC Ⅲ-NB分卷為基礎結合設計要求開展[5,6]。
2.2 焊接方法的選擇
核主泵泵殼及密封環材質均屬于奧氏體不銹鋼,焊接性能優良,但是其導熱系數小、線膨脹系數大[7],而且密封環形狀特殊,為C型且上端自由開放,焊接時易產生較大的拉應力和變形,所以應盡可能選用能量集中、焊接變形小的焊接方法。另外,核主泵安裝環境和清潔度要求較高,焊接過程中應盡可能避免產生藥皮殘渣、飛濺等異物。綜上考慮,安裝焊接密封環采用手工鎢極氬弧焊(GTAW)。
2.3 工藝評定的重要變素
根據ASME BPVC IX卷規定,工藝評定的試件類型、評定范圍、檢驗項目及數量和試驗方法應遵循QW-451.3的要求,采用板-板搭接接頭,焊后進行宏觀檢驗。QW-256列出了影響工藝評定的各個變素,根據ASME BPVC Ⅲ- NB分卷NB-2300規定,奧氏體不銹鋼的工藝評定試樣不要求進行沖擊試驗,則QW-256中的附加重要變素和非重要變素均無需考慮,所以核主泵的工藝評定需要綜合執行QW-256中的重要變素和NB-4360的相關規定,主要有以下幾個要點:
(1) QW-403.8評定的試件厚度,QW-451.3中規定評定的范圍是所有厚度母材,但是NB-4363(a)特殊規定:當把薄的密封件焊到厚壁構件時,薄壁構件的厚度范圍可以從評定厚度的-10%到2倍。綜合評定變素,薄壁構件的厚度范圍應為評定厚度的-10%到2倍,厚壁構件的厚度范圍大于薄壁構件的最小厚度。泵殼焊接部位厚度為401.6 mm,密封環厚度為10.8 mm。為保證工藝評定結果更匹配施工實體,核主泵安裝焊接工藝評定薄壁試件選用10 mm,則評定結果如下:薄壁構件的厚度范圍是9~20 mm,厚壁構件的厚度范圍是≥9 mm,可以覆蓋產品實體焊接,也可減少評定時熔敷金屬量。
(2) QW-403.11評定的P-No.,焊接工藝評定應使用相同的P-No.材料。按照QW-422鐵基材料的分組規定,泵殼材質ASME SA351 CF8A和密封環材質ASMESA182 F304N的材料分組均為P-No.8。在核反應堆的運行工況下,304L不銹鋼的組織和性能穩定,耐輻照性好[8],因此焊接工藝評定選用相同P-No.8材料ASME SA240 304L。
(3) QW-404填充金屬,根據ASME SA240 304L材料力學性能和化學成分[9],如表1及表2所示,工藝評定填充金屬選用實芯焊絲ER308L。這種填充金屬中的碳含量小于0.03%,屬于超低碳焊絲,可以降低晶間碳化物沉淀的可能性,提高焊縫抗晶間腐蝕的能力。ASME標準號為SFA-No.5.9,材料分組F-No.6,焊縫金屬化學成分分類A-No.8,直徑2.0 mm,安裝焊接使用填充金屬與評定保持一致。

表1 ASME SA240 304L和ER308L力學性能對比

表2 ASME SA240 304L和ER308L化學成分對比(%)
(4) QW-406.1預熱溫度,標準規定預熱溫度降低大于55 ℃,需要重新評定。設計技術規格書要求奧氏體不銹鋼焊接最低溫度為10 ℃,工藝評定試件的焊接在正常室溫下進行即可覆蓋產品施工。
(5) QW-407焊后熱處理,根據NB-4622.1規定,對于P-No.8材料,不要求進行焊后熱處理,該變素無影響。
(6) QW-408保護氣體,評定用保護氣體選用純度為99.99%的氬氣,流量15~20 L/min,產品焊接保護氣體與評定保持一致。
(7) QW-410.11焊接技巧,工藝評定焊接與產品焊接均采用室外焊,該變素無影響。
(8) QW-405焊接位置,工藝評定焊接位置與產品焊接均采用4F仰角焊。
2.4 焊接工藝參數
在焊接過程中,過高的層間溫度及過大的焊接熱輸入導致熱影響區(HAZ)和焊縫的裂紋敏感性以及晶間腐蝕傾向增大[10]。因此,焊接過程中必須注意控制焊接線能量的輸入,采取小規范參數,小擺動,多層多道焊的焊接工藝,擬定的焊接工藝參數如表3所示。

表3 焊接工藝參數表
2.5 評定試件的檢驗
按照NB-4366.2規定,對于手工焊應焊接2個工藝評定試件。從每個試件上至少切取4個橫截面進行檢驗,必須在焊接開始和終止的部位各取一個橫截面試樣,其余隨機選取,但每一個切口的兩個橫截面中只能選取一個用于檢驗。每個橫截面根據NB-4367(b)和QW-183的要求進行檢測,經打磨拋光及腐蝕后放大10~15倍,所有表面均沒有裂紋、未焊透、嵌條、未熔合以及圓形缺陷或夾渣,且焊腳長度差小于3 mm,宏觀試驗結果合格(見圖2)。
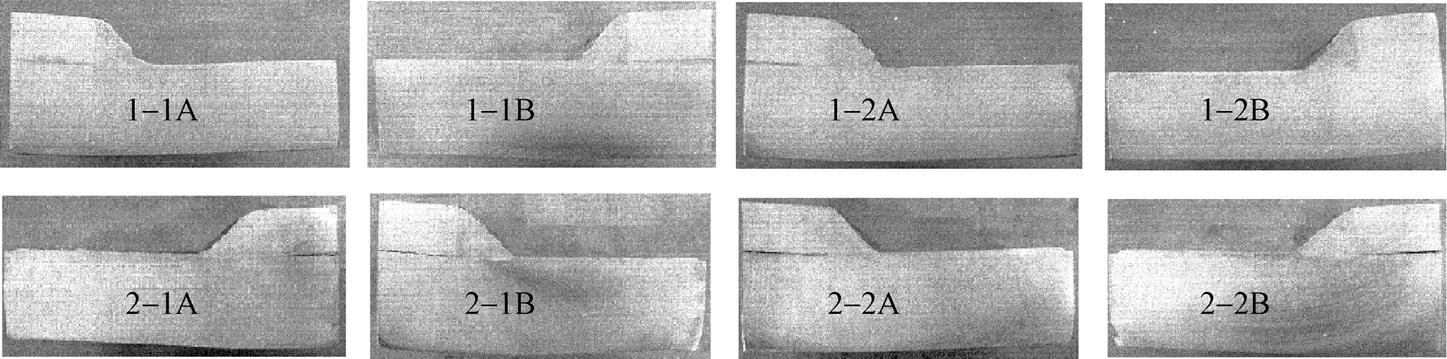
圖2 宏觀試驗結果
2.6 焊工技能評定
焊工根據ASME BPVC IX卷規定進行技能評定并取得相應資格證,技能評定試驗組件應滿足NB-4366對工藝評定試驗組件所規定的相同要求,并應按照NB-4367進行檢測。根據國家核安全局監督管理要求,從事核級設備焊接的焊工還必須通過HAF603《民用核安全設備焊工焊接操作工資格管理規定》考試,取得特殊密封焊縫的專項資格證,某核電站主泵施焊焊工的專項資格項目為HWS P PD Z3。
3 核主泵焊接施工工藝
3.1 核主泵安裝焊接流程
核主泵密封環材質屬于奧氏體不銹鋼,在高溫及保載應力作用下易發生材料蠕變[11],而且隨著應變量增加,形變誘發馬氏體相的含量也隨之增加[12],如果不提前進行干預控制,最終材料可能失效并釀成核泄漏事故。核主泵在運行期間,所處的高溫高壓環境無法改變,所以必須控制安裝階段的保載應力,合理安排密封環焊接和主螺栓安裝順序,保障密封環焊縫焊后應力狀態在主泵安裝完成前后均衡一致。因此,采取先安裝一部分主螺栓并高溫拉伸達到終緊狀態,再進行密封環焊接的順序,避免主螺栓高溫拉伸安裝對密封環施加載荷應力。
核主泵的主螺栓一圈共計24根,分布在密封環外圍,受主螺栓安裝位置影響,核主泵密封環焊接需要分兩個階段完成,其焊接施工工序如圖3所示。
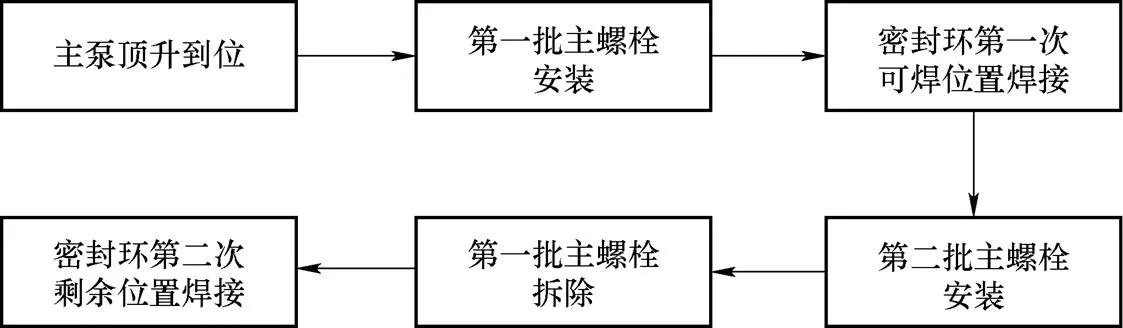
圖3 密封環焊接施工流程圖
3.2 第一次可焊位置焊接
對主泵定位后,安裝第1批8個主螺栓并進行高溫拉伸,即可確定第一次可焊位置(見圖4)。焊接前先測量計算對比8段可焊位置的組對間隙大小,最大不得超過1.5 mm,然后按照先焊接平均間隙小的位置,再焊接平均間隙大的原則,確定每名焊工的對稱焊接順序。
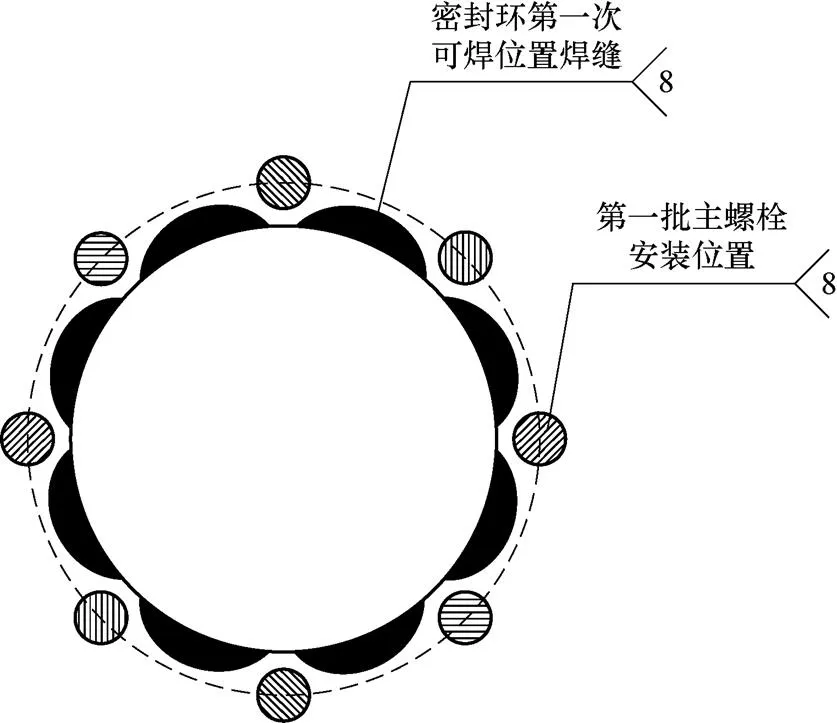
圖4 第一次可焊位置
焊接時采用兩名焊工對稱施焊的方法,焊縫采用多層多道焊,焊工沿著密封環逆時針方向進行焊接,層間接頭錯開5~10 mm,最終焊縫成梯形結構(見圖5),以保障第二次焊接時焊道接頭更好的熔合。根部焊道的焊接參數盡量采取焊接工藝評定的最大線能量進行焊接,以確保根部接頭完全熔透,蓋面焊道采用搖擺焊,且盡量采用小的焊接線能量進行焊接。為保證焊接質量,每次起弧前和熄弧后需用氬弧把對焊縫充氬不小于20 s。
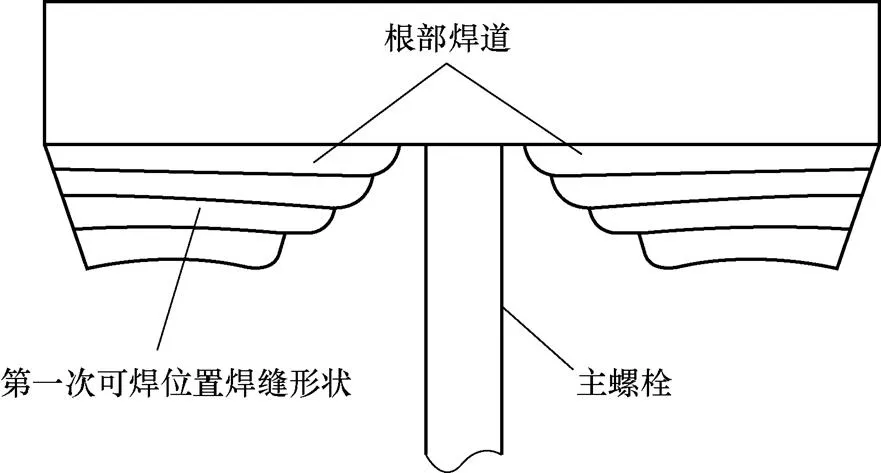
圖5 梯形焊縫示意圖
3.3 第二次剩余位置焊接
在密封環已焊位置附近對稱安裝第二批的8根主螺栓,進行高溫拉伸達到終緊狀態后,拆除第一批的8根主螺栓。第一批主螺栓拆除后的位置即為第二次需要焊接的剩余位置,第二次剩余位置的焊接方法和技術要求與第一次可焊位置的焊接相同。由于第二次剩余位置與第一次焊接的焊縫存在接口過渡,也應保證兩次焊接時使用相同的實芯焊絲。
3.4 密封環焊縫的無損檢測
密封環焊縫根部打底后需進行目視檢查,最終焊縫需進行目視和液體滲透檢查。且每次液體滲透檢查前應檢查C型密封環、主螺栓及螺栓孔的保護效果,滲透劑采用刷涂方法,防止滲透劑污染到上述部位。目視檢查要求焊縫表面應平整光滑,無裂紋、未熔合、未焊透、凹坑、焊瘤、氣孔等超標缺陷;咬邊不應超過0.8 mm,且不應侵入所要求的截面厚度以內。液體滲透檢查要求不得產生任何裂紋或線性顯示;尺寸大于4.5 mm的圓形顯示;在一條直線上有4個或4個以上且邊緣相距小于或等于1.5 mm 的圓形顯示;與受評定的顯示有關的最不利部位上,任取一個面積為4 000 mm2且其主要尺寸不超過150 mm,在這個面積內有10個或10個以上的圓形顯示。
4 工藝評定設計展望
CANOBY密封環的設計理念之一就是可重復拆裝,對泵和電機的內件進行檢修時,只需切割開卡努比密封焊縫,當泵重新組裝之后,再次焊好卡努比密封即可。但受制于構件形式,每次拆裝只能切除密封環焊縫,而無法完全清除熱影響區,而多次焊接熱輸入會對熱影響區組織產生影響。在現有標準及技術規范下開展的焊接工藝評定,沒有完整的模擬驗證CANOBY密封環在多次拆裝后的材料組織變化。
期許設計方進一步優化核主泵密封環的焊接工藝評定要求,加強核主泵運行質量安全。
5 結論
本文通過焊接工藝評定對執行標準及重要變素進行研究,同時對核主泵安裝焊接的施工工藝進行了適用性分析,得到結論如下:
(1)針對ASME BPVC IX卷重要變素進行質量控制,并結合ASME BPVC III-NB分卷的特殊要求,是保證焊接工藝評定正確開展的關鍵。通過工藝試驗結果,可以得出所擬定的GTAW工藝是正確的,其熔透性符合標準要求。
(2)采取分批安裝主螺栓并達到終緊狀態,再分階段焊接密封環焊縫的施工工藝行之有效,焊接過程得到良好控制,保障了核主泵密封環焊接質量一次性合格。
[1] 鄧冬,趙立彬,張發云,等.AP1000核電廠主泵泵殼鑄造及質量控制[J].核科學與工程,2018,38(6):1031-1034.
[2] 索雙富,譚世勇,黃偉峰,等.核主泵端面密封類型的可靠性分析[J].核科學與工程,2015,35(4):609-615.
[3] 孫漢虹.第三代核電技術AP1000[M].北京:中國電力出版社,2010.
[4] 林誠格,郁祖盛.非能動安全先進壓水堆核電技術[M].北京:原子能出版社,2010.
[5] ASME BPVC. III,Rules for Construction of Nuclear Facility Components[S].1998.
[6] ASME BPVC. IX,Welding,Brazing,and Fusing Qualifications[S].2013.
[7] 梅應虎,張東輝,孫樹惠.奧氏體不銹鋼壓力容器的制造特點[J].壓力容器,2016,33(4):65-69.
[8] 蔣有榮,龐華,王智博,等.304L不銹鋼代替321不銹鋼的可行性研究[J].核動力工程,2007,28(z1):53-57.
[9] ASME BPVC. II,Materials[S].1998.
[10]晉圣發.400 ℃時效對304不銹鋼晶間敏化行為的影響[J].壓力容器,2013,30(9):24-30.
[11]姜恒,江慧豐,范志超,等.保載應力和加載速率對316H不銹鋼蠕變行為的影響[J].壓力容器,2011,28(8):6-10.
[12]李順榮,陳海云,邢璐,等.兩種常用奧氏體不銹鋼形變馬氏體研究[J].壓力容器,2013,30(7):1-6.
Study on the Installation and Welding Technology of Reactor Canned Coolant Pump in Nuclear Power Plant
MIAO Minghua,YIN Qingbin,WANG Jiangtao,XIE Chunfa,LI Ruibo
(Shanghai Nuclear Engineering Research & Design Institute Co.LTD,Shanghai,200233,China)
The welding quality of CANOBY the seal ring,which is the leakage protective barrier for the reactor coolant pump,directly affects the nuclear safety of the nuclear power plant. In combination with the ASME welding specification,the paper analyses and studies the development thought,the implementation standard,the essential variables and the qualification of the welder for the sealing ring welding process qualification. According to the installation logic of the reactor coolant pump,one construction technology was proposed for verification. It turns out that the special requirements of ASME BPVC III-NB volume are an important supplement to the essential variables of ASME BPVC IX,and the combination of the two is the premise to ensure the correct development of welding process qualification. The construction technology of sealing ring welding by stage is proven to be effective,and the welding process is well controlled,which ensures that the welding quality of the reactor coolant pump was qualified with a one-off effort.
Reactor coolant pump;CANOBY seal ring;ASME;Welding process qualification;Essential variables
TG44;TG441.4
A
0258-0918(2021)05-0935-06
2021-03-11
苗明華(1981—),男,本科,高級工程師,現主要從事核電廠焊接技術方面研究
猜你喜歡
設備管理與維修(2022年21期)2022-12-28 07:34:58
設備管理與維修(2022年21期)2022-12-28 07:33:36
中國特種設備安全(2022年1期)2022-04-26 14:15:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
中國核電(2017年1期)2017-05-17 06:10:11
制造業自動化(2017年2期)2017-03-20 14:26:13