變形溫度對SPHC鋼組織的影響及工藝優化
2021-04-09 05:07:14黃緒傳
四川冶金 2021年1期
黃緒傳
(寶鋼股份研究院梅鋼技術中心,江蘇 南京 210039)
SPHC低碳鋁鎮靜鋼因其良好的沖壓成型性而被廣泛用作冷軋基料,用于制造加工易成型和強度要求不高的部件,市場需求量極大[1]。隨著冷軋設備加工能力的不斷提升,具有高附加值的超薄冷軋板可以采用直接大壓下量軋至目標厚度的方式獲得,壓下率達90%以上,這對冷軋基料熱軋板的冷加工性能提出了更高的要求。由于壓下率的增大,在實際生產中SPHC熱軋板在進行冷軋時極易出現邊部開裂甚至斷帶等質量問題。現有研究文獻表明熱軋板冷軋邊裂缺陷產生的原因主要有冷軋基板邊部缺陷、冷軋基板邊部組織不良和冷軋過程控制等問題,解決此類問題的方向主要集中在改善冷軋基板的邊部組織、邊部切邊及冷軋工藝優化等[2-3]。某鋼廠生產的用作冷軋基板的SPHC熱軋板在下游用戶處冷軋時出現大量的邊裂缺陷,分析發現同批次的熱軋板邊部存在明顯的混晶、粗晶和纖維狀組織。本文通過試驗探索變形溫度對SPHC鋼組織的影響規律,以期能為SPHC熱軋板的組織改善提供工藝優化依據。
1 試驗研究
1.1 試驗材料及試樣
試驗材料為含微量硼的SPHC鋼,取自熱軋中間坯,試驗材料的主要化學成分見表1。

表1 試驗鋼化學成分(質量分數,%)
將試驗用試樣加工成Φ5 mm×10 mm圓柱樣,試樣兩端面應平行,并與軸線垂直。為保證試驗結果的精確性,試樣尺寸加工精度需控制在±0.02 mm,兩端面與軸向的夾角需控制在90°±0.01°,另外,試樣兩端面的光潔度需控制在▽7以上,以盡可能地減小試樣端面與壓縮砧頭之間的摩擦力。具體試樣尺寸見圖1。
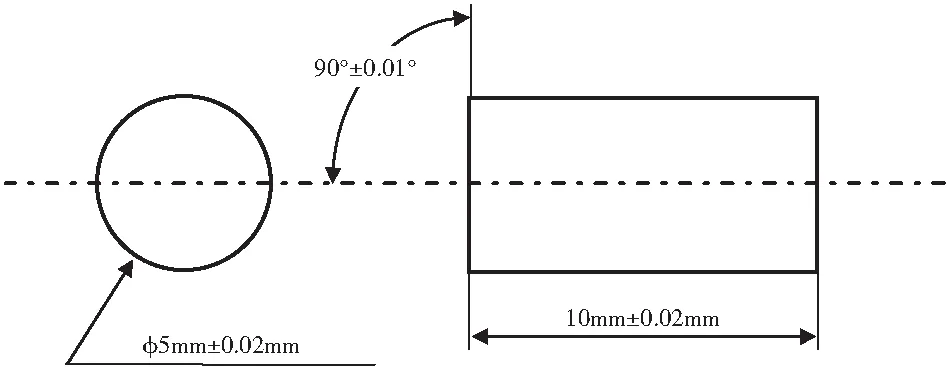
圖1 試驗用試樣
1.2 試驗方案
試驗在美國TA公司DIL805A/D靜動態熱膨脹儀上進行,采用了如圖2所示的三道次變形工藝路線,共進行了6個工藝參數的試驗,各試驗均將試樣加熱至1200 ℃奧氏體化。在950 ℃進行第一道次變形,通過調整道次間的冷卻速度,控制第二道次和第三道次的變形溫度,各對應道次的變形速度和變形量均相同。第三道次變形結束后均采用25 ℃/s將試樣控制冷卻至600 ℃,保溫15 min后空冷,保留試驗后試樣,以備金相組織分析。試驗其它具體工藝參數見表2和圖2。
1.3 試驗結果
將試驗后試樣沿壓縮面直徑切開,分析切面金相組織,分析結果見圖3。圖3(a)~圖3(f)分別為不同變形工藝試驗后試樣金相分析結果。
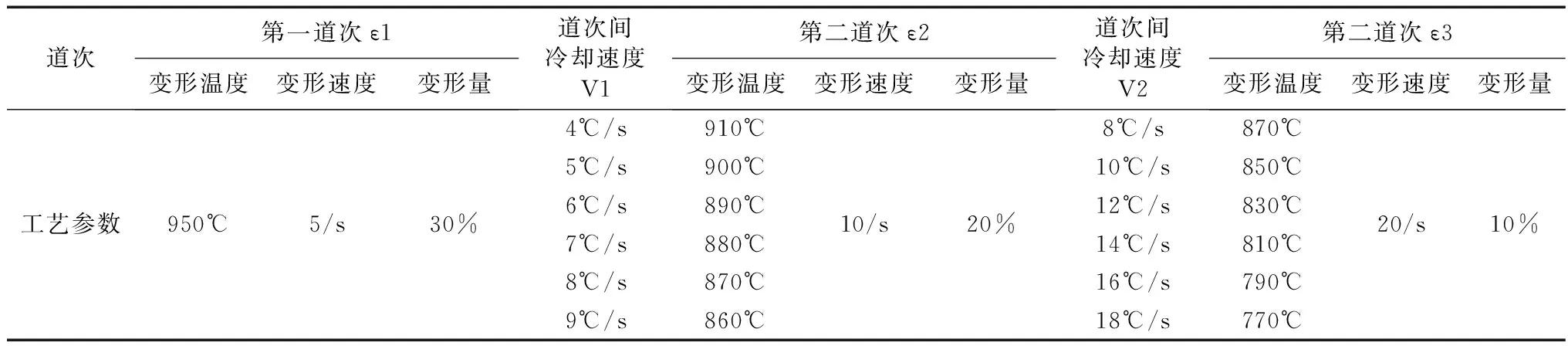
表2 試驗具體工藝參數
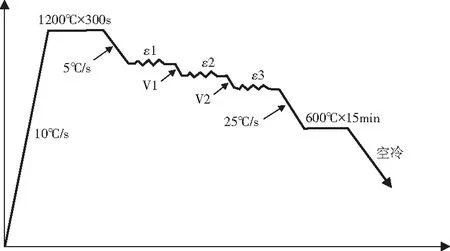
圖2 試驗工藝路線
(a)870 ℃ (b)850 ℃
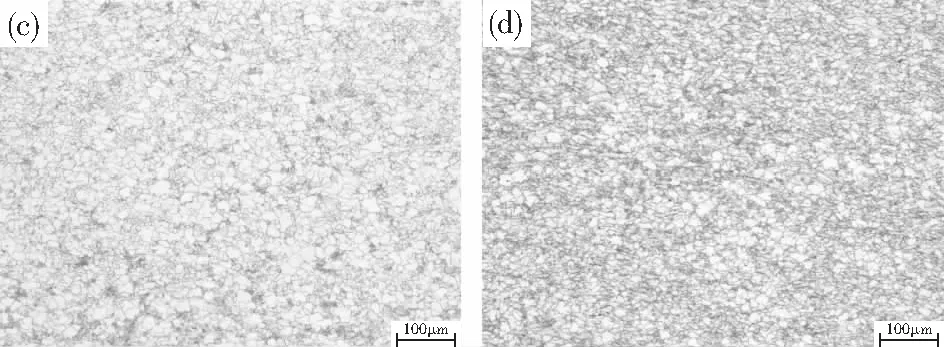
(c)830 ℃ (d)810 ℃
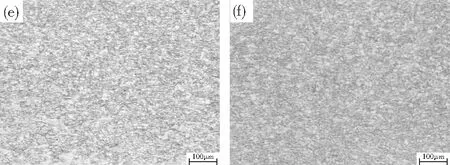
(e)790 ℃ (f)770 ℃ 圖3 不同變形溫度下的金相組織
圖3所示的金相組織顯示,在試驗涉及的變形溫度范圍內,末道次變形溫度為850 ℃及以上的兩個工藝下試驗鋼獲得均勻的組織,末道次變形溫度為830 ℃的工藝下試驗鋼獲得粗晶組織,末道次變形溫度為810 ℃及以下的三個工藝下試驗鋼獲得混晶和變形組織。
1.4 結果分析與討論
上述試驗結果顯示,當末道次變形溫度在850 ℃及以上時,試驗鋼均獲得均勻的鐵素體組織;當末道次變形溫度在830 ℃及以下時,試驗均獲得粗晶、混晶甚至變形組織。這是由于850 ℃及以上溫度處于實驗鋼奧氏體相變臨界溫度Ar3以上,830 ℃及以下溫度處于實驗鋼的兩相區[4]。當終軋溫度處于Ar3以上溫度時,實驗鋼的變形均發生在奧氏體單相區,在隨后的冷卻過程中過冷奧氏體轉變為均勻的等軸狀鐵素體組織;當終軋溫度處于Ar3以下的兩相區時,已有的鐵素體經壓縮變形后如完成再結晶,則與變形后析出的鐵素體形成混晶,如變形后的鐵素體未完成再結晶,則與變形后析出的鐵素體呈現等軸與扁狀的復合特征[5]。
熱軋生產工藝的終軋溫度是以板寬中部測溫點測定的溫度作為目標溫度進行控制的,但由于熱軋過程熱卷邊部溫降過快,極易造成板卷寬度方向中部區域處于奧氏體區變形、邊部進入兩相區變形的狀況,致使熱卷邊部出現粗晶、混晶或變形組織。這些粗晶、混晶經冷變形形成粗大的纖維組織,降低了材料的塑性,同時由于組織變形的不同步,隨著冷變形量的增大,不斷增加的內應力促使材料裂紋的產生[6-7];熱軋變形組織經冷變形后硬度更大,致冷加工能力進一步下降,當冷變形超出材料塑性變形極限時即開裂。
2 現場工藝優化及效果
2.1 優化方案
根據試驗研究結果及現場生產線實際,對生產線的工藝進行了有針對性地調整,調整的方向就是提高精軋入口溫度,從而達到提升終軋溫度的目的。主要采用的措施有:一是在確保表面質量的前提下減少粗軋及精軋除鱗道次,將除鱗組數減至6組;二是不投用精軋機架間冷卻水,減少精軋過程板卷邊部的熱量損失。經對工藝優化后三個月內的2.0 mm厚度規格的SPHC板卷現場實測終軋溫度統計分析發現,工藝優化后實際終軋溫度均值比調整前上升了10-12 ℃。
2.2 優化效果
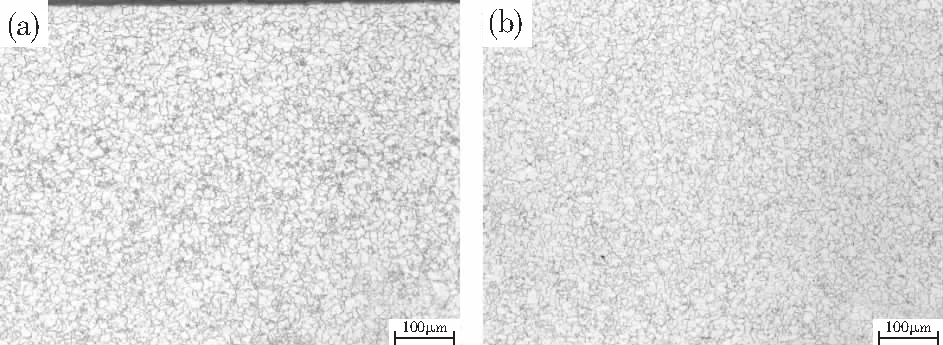
取工藝優化后鋼卷寬度方向1/4處、邊部進行金相組織檢測,檢測結果顯示鋼卷1/4位置金相組織與工藝優化前無明顯差異,鋼卷邊部20 mm內金相組織的變化明顯。圖4為工藝優化前后寬度方向1/4處金相組織,圖5為工藝優化前后原始邊金相組織,圖6為工藝優化前后距邊部20 mm處金相組織。
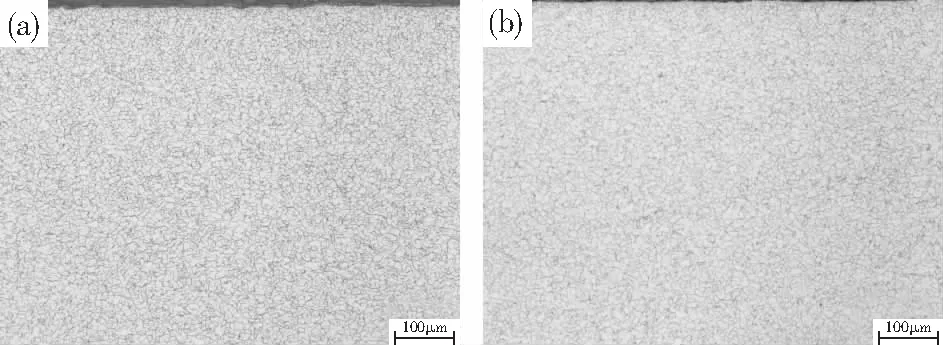
(a)優化前 (b)優化后 圖4 1/4處金相組織
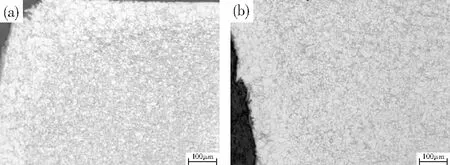
(a)優化前 (b)優化后 圖5 原始邊金相組織
(a)優化前 (b)優化后 圖6 距邊部20mm處金相組織
從圖5和圖6可以看出,優化前寬度方向原始邊部有纖維狀組織,優化后變為粗混晶組織;在距邊部20 mm處,優化前存在粗混晶組織,優化后僅存粗晶組織,考慮到邊部切邊量后,工藝優化后邊部粗混晶組織基本可以去除。自工藝優化后下游用戶冷軋邊裂問題改善明顯,未發生邊裂缺陷質量異議。
3 結論
(1)變形溫度對SPHC鋼最終組織形態影響明顯,末道次變形溫度在Ar3以上溫度時,獲得均勻的等軸狀組織;當末道次變形溫度在Ar3溫度以下的兩相區時,形成粗晶、混晶或變形組織;
(2)現場生產鋼帶過程中寬度方向溫差不可避免,帶鋼邊部處于兩相區軋制是導致邊部組織不良的主要原因,減少帶鋼邊部熱損耗是改善邊部組織的關鍵;
(3)根據試驗研究結果,熱軋現場通過優化粗軋和精軋除鱗工藝、不投用精軋機架間冷卻水的措施,適當提高了終軋溫度,較好的改善帶鋼邊部組織,用戶冷軋邊裂缺陷概率下降顯著。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
