30CrMo鋼退火組織轉變行為研究
2021-04-09 05:07:14周麗萍馬植甄黃緒傳
四川冶金 2021年1期
關鍵詞:工藝
周麗萍,馬植甄,黃緒傳
(上海梅山鋼鐵股份有限公司技術中心,江蘇 南京 210039)
隨著國產汽車產量的逐步提升,汽車制造業大量開始采購國內精沖熱軋板作為精沖汽車零件的原料。30CrMo鋼作為一種被應用較多的精沖鋼牌號,通常用來制作機械零件,目前越來越多被應用于制作較為復雜的精沖汽車零件。30CrMo鋼作為熱處理用鋼,在汽車制造中的加工工藝主要包括:縱切→酸洗→冷軋→球化退火→精沖→熱處理,最終制作成門鎖、調節齒板等汽車零部件[1]。這就要求材料塑性好、變形抗力低、組織結構好,同時鋼中夾雜物要少,碳化物組織彌散、分布均勻,因此需要良好的熱軋態組織配合適當的退火工藝,來保證材料珠光體球化充分,獲得良好的精沖性能。本文針對當前由兩種不同冷卻工藝生產的熱軋鋼板分析其金相組織和性能,并通過實驗室模擬研究材料等溫退火組織轉變行為,分析熱軋工藝與退火組織的適應性,從而為生產試驗提供出更優化的熱軋工藝參數設計方案。
1 試驗材料和方法
1.1 材料成分
試驗材料的化學成分如表1所示。其中Cr元素易參與滲碳體球化過程中的合金分配,導致滲碳體長大速率較低而抑制了鐵素體的再結晶行為[2]。
1.2 現場熱軋工藝
30CrMo精沖鋼的熱軋工藝主要為坯料在1200 ℃保溫2 h,保證充分奧氏體化;第一階段開軋溫度在1100 ℃左右,第二階段開軋溫度控制在940~950 ℃,終軋溫度控制在880 ℃;軋后通過UFC進入超快速冷卻。從現場生產試驗獲取一個常規UFC快冷溫度和一個超快冷工藝的熱軋板。兩種工藝的熱軋實際工藝參數如表2所示。

表1 試驗材料的化學成分(wt.%)
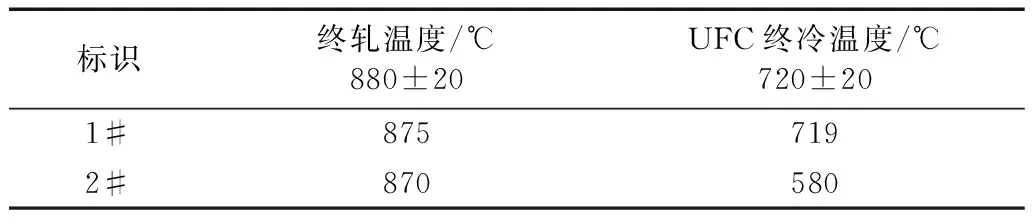
表2 熱軋工藝參數設計及實際平均值
1.3 冷軋退火模擬實驗
利用Nabertherm N11高溫馬弗爐進行實驗室材料等溫退火模擬試驗。1#熱軋板經冷軋30%變形量+經680 ℃等溫退火保溫不同時間(1 h、3 h、8 h),標記為CR1;2#熱軋板經冷軋30%變形量+經680 ℃等溫退火保溫不同時間(1 h、3 h、8 h),標記為CR2。
1.4 試驗方法
1.4.1 顯微組織分析
分別從熱軋板和退火模擬試樣上取金相試樣,沿軋制縱向斷面切取金相試樣,經砂紙研磨拋光后,用4%的硝酸酒精溶液進行腐蝕,利用ZEISS Imager.A2m科研級正置式金相顯微鏡和FEI Quanta450場發射環境掃描電子顯微鏡進行組織觀察。
1.4.2 EBSD分析
對熱軋試樣和退火試樣沿著縱斷面切取金相試樣,金相試樣經機械研磨后進行電解拋光,電解液成分配比為HClO4∶C2H5OH=1∶7。實驗鋼熱軋板的電解拋光相應參數為30v/30s,電流維持在0.5~0.8 A左右。利用FEI Quanta450場發射環境掃描電子顯微鏡進行EBSD微觀組織分析,觀察鐵素體的再結晶過程。
1.4.3 顯微硬度測試
在退火試樣的金相試樣上用實驗室HMV-2T E顯微硬度計測量退火后各樣品的維氏硬度。硬度測試中使用的具體參數為:實驗載荷為0.5 kg,試驗力保持時間為10 s,每個試樣打5個點,取其平均值繪制出硬度-等溫時間的關系曲線。
2 試驗結果及分析
2.1 熱軋微觀組織
根據試驗料化學成分利用相圖軟件JMattPro進行CCT轉變曲線計算,如圖1,材料A1線在742 ℃,A3線在799 ℃。觀察兩個工藝下的熱軋鋼板的金相組織,如圖2(a-b)所示,1#試樣中有大量的先共析鐵素體和部分片層狀珠光體。在較低的超快冷終止溫度下,2#試樣中獲得了少量的先共析鐵素體和退化珠光體組織,大部分為低溫貝氏體相變產物,其中鐵素體形貌不規則。通過實驗驗證2個工藝對應的熱軋組織與CCT相圖計算結果基本吻合。
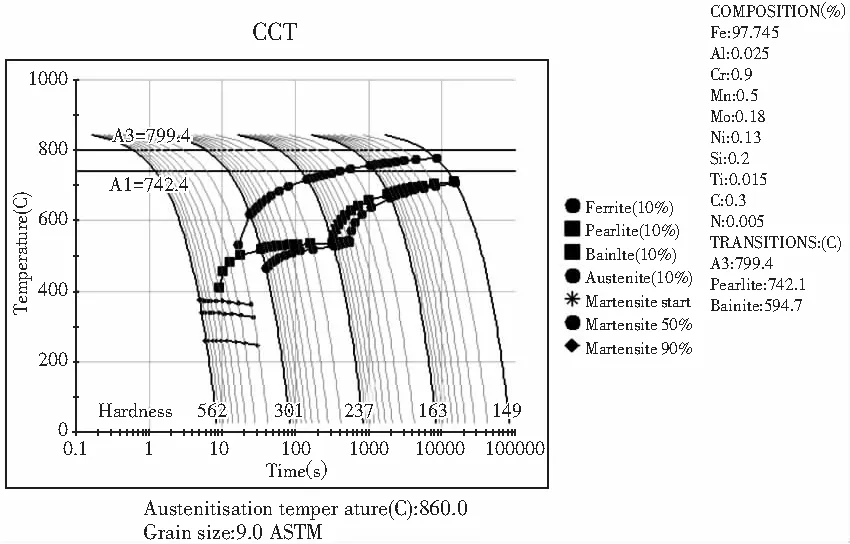
圖1 實驗鋼的CCT曲線Fig.1 The CCT Diagrams of the experimental steel
用EBSD分析1#、2#熱軋板鐵素體晶界,如圖3為熱軋1#、2#試樣的晶界圖。可以看出,熱軋1#試樣中高溫相變產物先共析鐵素體和珠光體晶界平滑,基本為大角度晶界;而熱軋2#試樣中大部分晶界不規整,且小角度晶界占據較大比例,包含典型的低溫相變貝氏體組織特征。
2.2 滲碳體球化行為
觀察兩個工藝狀態下的冷軋退火板的金相組織。圖4為CR1試樣在680 ℃退火不同時間后的微觀組織。可以看出,經冷軋后試樣中滲碳體的球化速度大大加快,例如,在退火1 h時,大量球狀與少量片狀滲碳體形貌共存;退火3 h時,基本上已很難觀察到片層滲碳體,表明滲碳體的球化已經完成。經過冷軋形變后,原珠光體壓扁拉長,這一形貌特征在退火3 h以內都可以觀察到,如圖4(a)和(c)所示。在退火8 h時,已經可以看到均勻分布的球狀滲碳體。

圖2 材料熱軋態的微觀組織形貌:(a), (b)1#;(c), (d) 2#Fig.2 SEM micrographs of the Hot-rolled material:(a), (b)1#;(c), (d) 2#
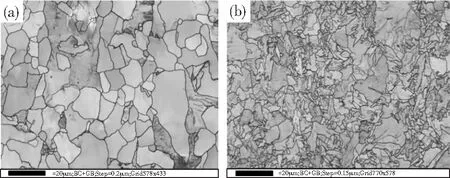
圖3 晶界圖和晶粒取向圖: (a) 1#; (b)2#Fig.3 The phase of Grain-Boundaries:(a)1#; (b)2#
圖5為CR2試樣在680 ℃退火不同時間后的微觀組織。可以看出,形變后的基體組織發生了快速再結晶,在圖5(b)中已可以觀察到平滑、彎曲的晶界;而部分晶內球狀滲碳體保持一定形貌,一定程度上反應了球化退火之前的基體晶界位置。隨著退火時間的延長,滲碳體分布與顆粒尺寸更加均勻。
與CR1試樣相比,CR2試樣中更為細小的貝氏體組織結構顯著減小了滲碳體球化長大時碳原子的擴散距離,因此獲得更為粗化的滲碳體顆粒。這說明與熱軋后直接退火的試樣相比,冷軋形變通過破碎熱軋組織使球化退火組織更為均勻,通過引入位錯加速球化退火的進程。
2.3 鐵素體再結晶行為
為了研究退火過程中的再結晶行為,針對CR1和CR2試樣經退火3 h和8 h后的金相試樣進行EBSD檢測分析。圖6為CR2試樣退火3 h和8 h后的晶界圖、晶界角度分布圖。從整體上看,兩個實驗條件下試樣的微觀組織并無明顯差異,鐵素體已發生充分的再結晶,晶界呈平滑、彎曲狀。圖7為CR2試樣退火3 h和8 h后的晶界圖。與圖6類似,退火3 h和8 h的微觀組織并無明顯差異,鐵素體已完成再結晶過程,晶界平滑、彎曲,鐵素體再結晶充分、迅速。
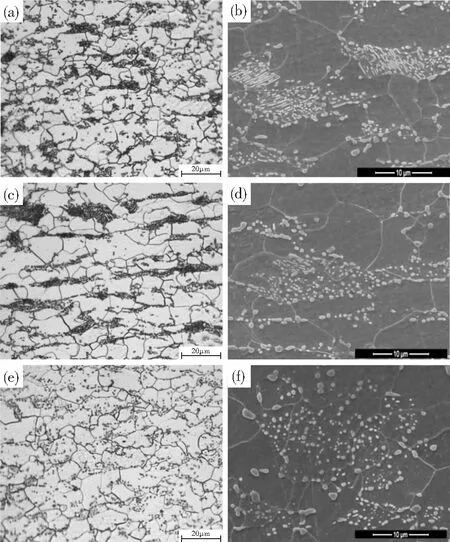
圖4 CR1試樣退火不同時間后的微觀組織Fig.4 Microstructure of CR1 sample after annealing for different time:(a),(b)1h; (c),(d)3h;(e),(f)8h
2.4 退火過程硬度變化規律分析
30CrMo鋼為Fe-C-Mn-Cr系鋼,在退火過程中組織轉變涉及位錯回復與鐵素體再結晶、碳原子脫溶/滲碳體析出、滲碳體球化與長大[3]。如圖8所示,從實驗材料退火過程中的硬度變化,可以看出:
CR2硬度小于CR1。這是由于,在較高相變溫度下,擴散型相變可得到相對大尺寸的多邊形晶粒,如鐵素體、珠光體;而在較低溫度下,切變型相變得到相對細小的貝氏體板條組織。每一個試樣在退火時均出現硬度先下降再上升的現象。滲碳體彌散析出是退火過程中硬度增加的唯一原因[4]。“冷軋+退火”工藝一方面可以充分消除基體中的亞結構[5],確保獲得充分再結晶的多邊形鐵素體組織,另一方面為滲碳體析出、球化與粗化提供快速擴散通道,得到大尺寸的滲碳體顆粒。
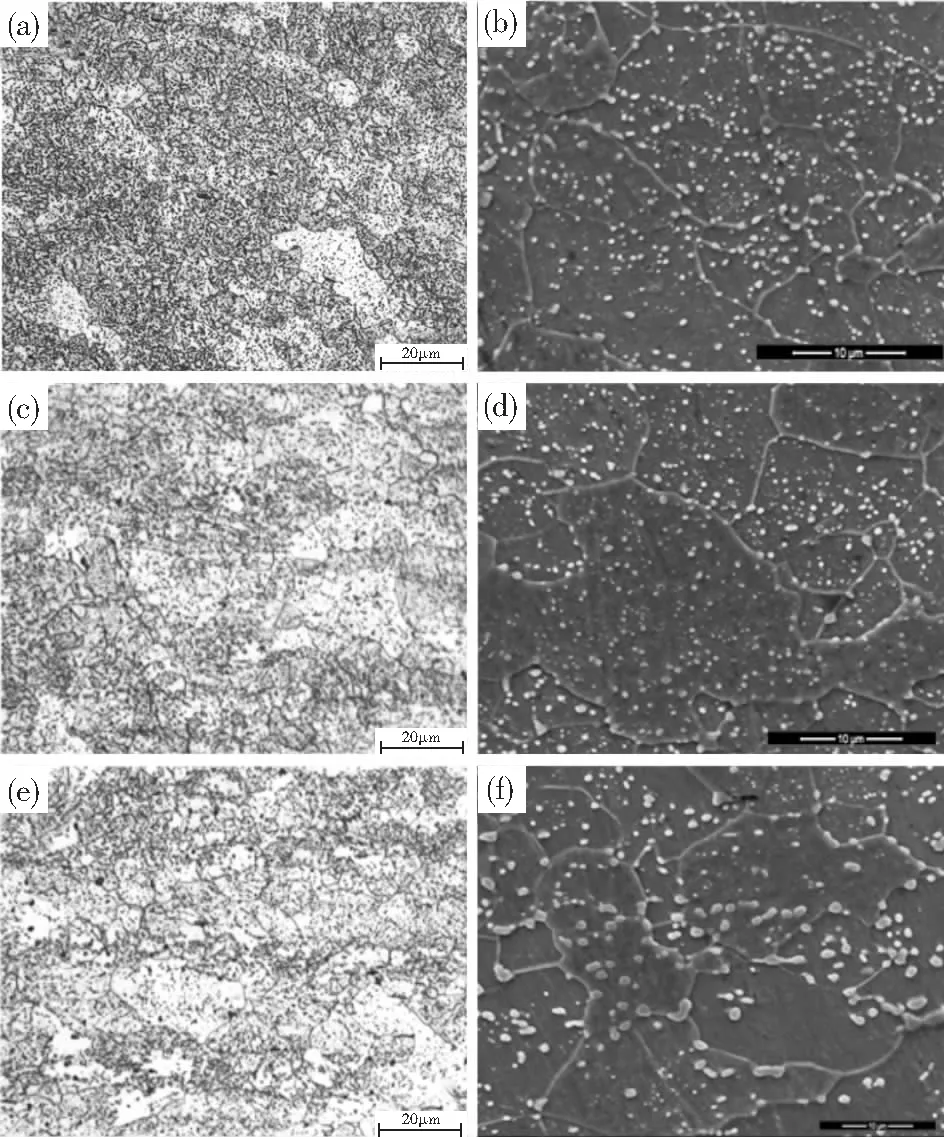
圖5 CR2試樣退火不同時間后的微觀組織Fig.5 Microstructure of CR2 sample after annealing for different time:(a),(b)1h; (c),(d)3h;(e),(f)8h
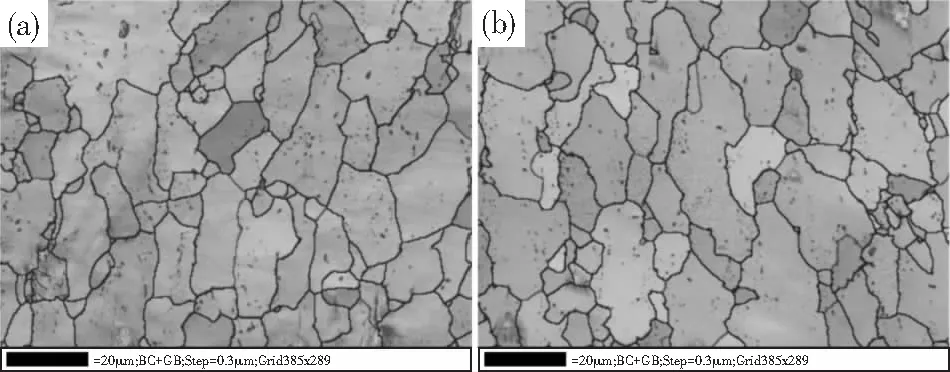
圖6 CR1試樣退火后的晶界圖Fig.6 Grain boundarydiagramof CR1 sample after annealing.(a)3h; (b)8h
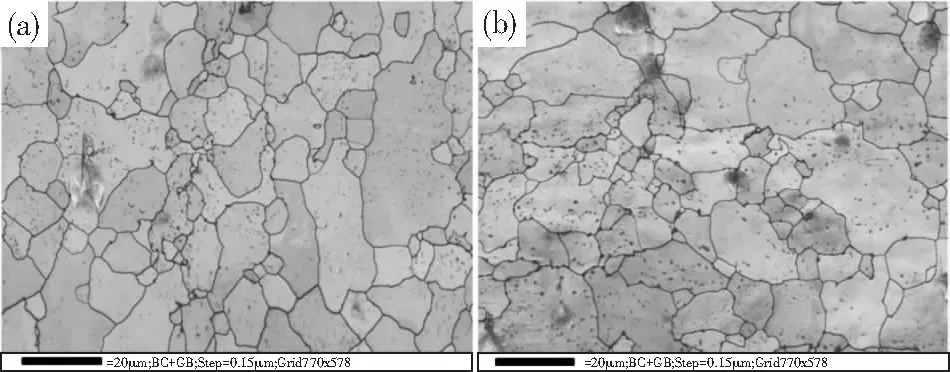
圖7 CR2試樣退火后的晶界圖Fig.7 Grain boundary diagram of CR1 sample after annealing.(a)3h; (b)8h
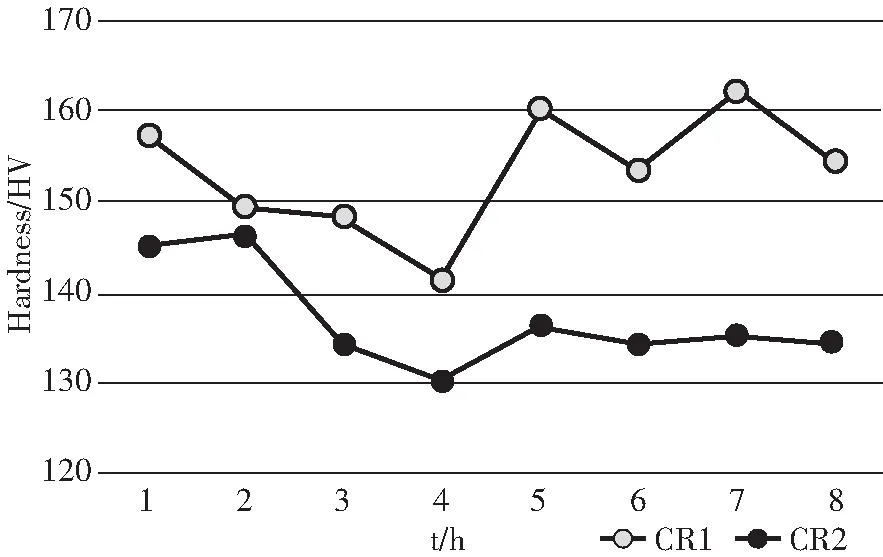
圖8 硬度隨等溫時間的變化曲線Fig.8 Curve of hardness versus isothermal time
3 結論
(1)通過對兩種熱軋生產工藝材料的冷軋退火模擬試驗,較高的超快冷終止溫度獲得“鐵素體+珠光體”組織,必須經冷軋、退火過程后才能改善滲碳體的帶狀分布特征;而在較低的超快冷終止溫度下獲得以貝氏體為主的微觀組織,退火組織中滲碳體分布均勻,經冷軋、退火過程可快速獲得完全再結晶的鐵素體基體,硬度顯著降低,珠光體球化行為充分。
(2)對于30CrMo鋼的熱軋工藝設計,精軋后的層流冷卻階段,奧氏體組織發生鐵素體和珠光體相變,這一階段對控制產品強度和塑性非常關鍵,直接影響后工序加工性能。宜采用較低的卷取溫度,獲得細小的鐵素體晶粒和珠光體組織,游離滲碳體分布彌散且均勻,在保證一定強度的基礎上,使其具有良好的精沖成形性能。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
