強底吹轉爐終點超低碳氧積真實性研究
2021-04-13 14:26:20舒宏富楊克枝
河南冶金 2021年5期
關鍵詞:煙氣
霍 俊 舒宏富 楊克枝
(馬鞍山鋼鐵股份有限公司)
0 引言
轉爐終點碳氧積是轉爐冶煉的重要技術經濟指標,降低轉爐終點碳氧積[1]意味著在相同終點碳含量時,鋼水終點活度氧會降低,可以改善鋼水潔凈度、提高合金收得率、降低生產成本[2],如萊鋼4#轉爐的0.002 3[3],遷鋼2#轉爐的0.001 9[4],首鋼全爐役的0.002 0[5],武鋼三煉鋼廠轉爐的0.001 5~0.001 8[6]。某鋼廠300 t 轉爐底吹系統改造后,爐役前期1 000 爐內在0.12 Nm3·min-1·t-1底吹強度下平均碳氧積為0.001 3。筆者試圖通過對采用強底吹工藝的300 t 轉爐爐役前期生產的超低碳鋼轉爐終點鋼水及不脫氧出鋼后鋼包內鋼水的碳氧積進行取樣研究并通過理論計算,以驗證轉爐終點鋼水碳氧積為真實值。研究結果表明,提高底吹強度可以降低爐內的CO 分壓,強化熔池攪拌,使轉爐脫碳反應更接近平衡狀態,在轉爐終點保證低碳出鋼的同時,使鋼水活度氧保持較低的水平。
1 試驗方案
(1)試驗在300 t 頂底復吹轉爐進行,吹煉鋼種為超低碳鋼,轉爐爐齡在1 000 爐次以內。
(2)頂吹采用變流量變槍位操作,底吹元件為外圈8 個、內圈8 個,共16 個底槍,為了考察不同底吹強度對轉爐終點碳氧平衡的影響,試驗采取了2 種底吹模式,具體見表1。

表1 吹煉過程頂底吹強度
(3)在頂吹供氧量達到總量的70%時開始加大底吹惰性氣體流量,輔吹(剩余30%的供氧量)結束后,底吹繼續進行1 min 啟動副槍TSO 探頭測溫、定氧和取樣。
(4)轉爐終點的碳含量采用直讀光譜法分析,鋼水活度氧、溫度用賀利氏探頭直接測定;通過復吹轉爐上安裝的煙氣分析儀測得爐內反應產生煙氣CO 的體積百分含量。
2 試驗結果
2.1 鋼水碳、氧含量及溫度
鋼水碳、氧含量及溫度控制見表2,轉爐終點碳氧積隨碳元素的變化分布(模式2)如圖1所示。

表2 鋼水碳、氧含量及溫度控制
從表2 和圖1 可以看出,隨著底吹強度的增大,轉爐終點碳、氧含量及碳氧積都有所降低;在模式2 中,轉爐終點碳氧積隨著轉爐終點碳含量的降低而降低。由此可見,在保證一定的底吹強度下,熔池鋼水得以充分攪拌后,供入鋼水的氧能繼續脫碳而不會使鋼水的活度氧增加。
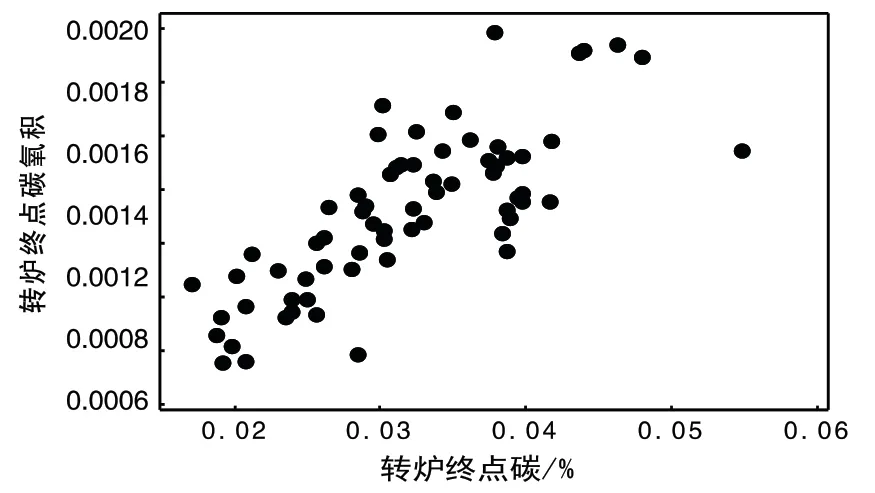
圖1 轉爐終點碳氧積隨碳元素變化分布(模式2)
為進一步證明鋼水碳、氧含量的準確性,對模式2 的部分爐次轉爐終點碳含量又進行了碳硫檢測,與光譜檢驗結果進行了對比,如圖2 所示。
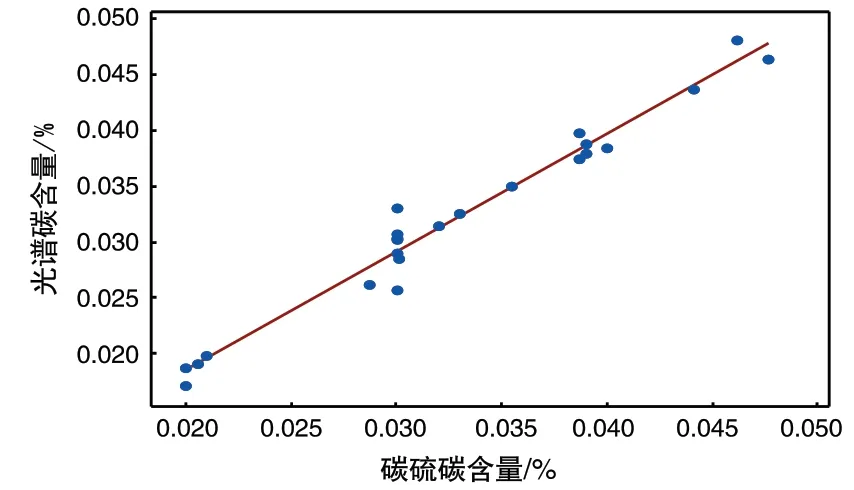
圖2 轉爐終點碳含量光譜、碳硫檢驗結果對比
從圖2 可以看出,光譜與碳硫檢驗碳含量結果一致性較高,進而可以證明轉爐終點碳含量為真實值。
轉爐終點TSO 賀利氏探頭定氧原理:采用氧化物固體電解質測量鋼水中的氧含量,當探頭插入鋼水后,在電解質的電極界面將發生電極反應,并分別建立起不同的平衡電極電位,從而產生電位差。通過測量鋼水溫度T 和氧電位差,就能計算出鋼水中的氧活度。其定氧公式為:

2.2 轉爐煙氣中CO 體積含量
在兩種底吹模式下,煙氣分析儀測得的鋼水吹煉過程中煙氣中CO 的體積含量的變化情況如圖3所示。
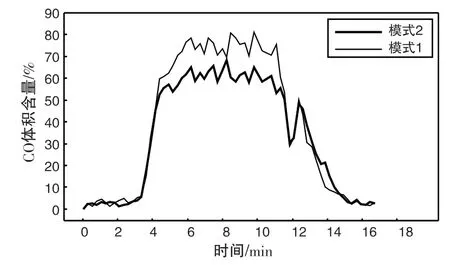
圖3 不同底吹強度CO 體積含量
從圖3 可以看出,轉爐吹煉至平衡時,底吹按模式1 控制時,CO 體積含量波動范圍是70%~80%;底吹按模式2 控制時,CO 體積含量波動范圍是55%~65%,可見煙氣中的CO 體積含量與底吹強度成反比的關系。
3 結果分析與討論
3.1 理論CO 分壓計算
轉爐終點碳氧平衡時,
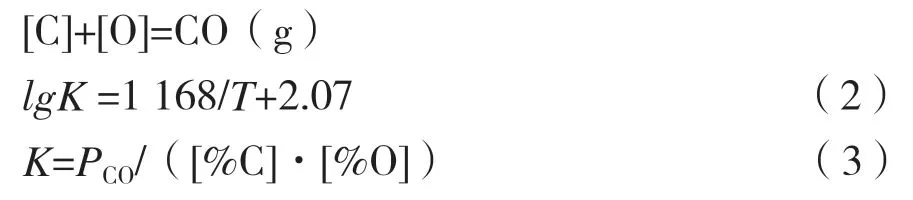
式中:K——平衡常數;PCO——CO 分壓。
由式(2)和式(3)可以計算出轉爐終點溫度為1 941 K,碳氧積為0.001 3 時的PCO為0.61。
轉爐可看成理想的敞開容器,根據CO 體積含量占煙氣體積總量的比值及道爾頓分壓定律,混合氣體各氣體組分的分壓與各氣體的體積含量比例成正比[7]。由圖3 可知,當底吹強度設置為0.12 Nm3·min-1·t-1時,煙氣中的CO 體積含量約占爐內總氣體量的60%,相當于CO 分壓為0.60,與理論計算值吻合,由此證明轉爐終點的碳氧積為0.001 3 是真實的。
3.2 底吹強度對PCO的影響
頂底復吹轉爐熔池內底吹氣體和脫碳形成的CO 氣體混合氣體中的 CO 分壓為:

式 中:Qco——CO 氣 體 的 流 量(標 態),m3/s;QAr——Ar氣體的流量(標態),m3/s;p——總壓,1 atm。
由熔池內碳氧反應求得CO 氣體的流量Qco:

式中:Vm——鋼液的體積,m3;ρm——鋼液的密度,kg/m3;MC——碳的摩爾質量,kg/mol。
聯立式(4)和式(5),可知底吹強度為0.05 Nm3·min-1·t-1和0.12 Nm3·min-1·t-1時,PCO分別為0.75、0.59。轉爐冶煉平衡時鋼水PCO見表3。
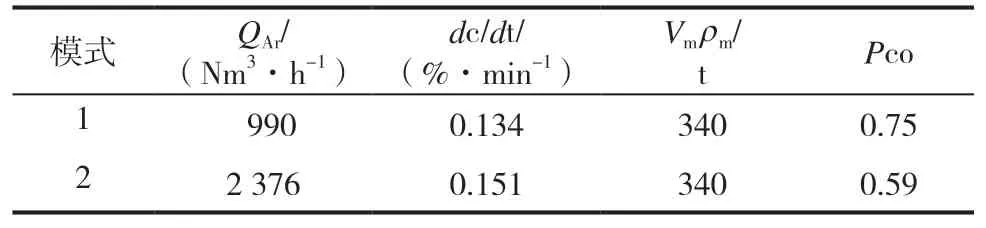
表3 轉爐冶煉平衡時鋼水Pco
3.3 底吹強度與冶金特性CROI 指數
對于底吹氣體的攪拌能ε 可表示為[8]:

式中:QB——底吹氣體流量,(Nm3·min-1);T——熔池的絕對溫度,K;W——熔池液體重量,t;h——熔池深度,cm。
混勻時間與攪拌能的關系可表示為:

日本學者岸本等人用CROI 指數[8]反映轉爐冶金特性:

式中:W——鋼液重量,t;VO2——頂吹供氧速度,m3/min;Vb——底吹Ar 供給速度,m3/min;τ為混勻時間,s。
CROI 指數既考慮了熔池碳含量和氣體分壓等熱力學因素,也考慮了混合氣體攪拌能、循環流量等動力學因素,可以更好地表征碳氧反應平衡關系。CROI 指數越小,說明反應越接近平衡。式(8)表示爐內CO 分壓,它越小脫碳反應就越能優先進行;表示供給熔池的氧量與表觀鋼液循環流量和碳含量的比,它越小則表示熔池未處于過氧化狀態。
由式(8)可以計算出試驗方案下的CROI 指數,結果見表4。

表4 不同底吹強度下的轉爐冶金性能
從表4 可以看出,隨著底吹強度的提高,CROI 指數明顯降低,鋼水混勻所需時間減少,碳氧反應更接近平衡狀態,鋼水在更低的碳含量下才處于過氧化狀態;鋼水在停止供氧后,繼續保持一定的底吹強度,PCO及鋼水活度氧會進一步降低。
4 結論
(1)根據理論計算及煙氣分析系統測得的轉爐吹煉至平衡時CO 的體積含量為60%,即CO 分壓為0.60,轉爐終點溫度為1 941 K 時,可實現轉爐終點平均碳氧積為0.001 3。
(2)在保證一定的底吹強度下,熔池鋼水得以充分攪拌后,供入鋼水的氧能繼續脫碳而不會使鋼水的活度氧增加。
(3)隨著底吹強度的提高,碳氧反應更接近平衡狀態,鋼水在更低的碳含量下才處于過氧化狀態,且鋼水在停止供氧后,繼續保持一定的底吹強度,CO 分壓有進一步降低的趨勢。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12